S-ar putea să vă placă și
- Twenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFDocument12 paginiTwenty-Five Years of Experience in Discussing Rolls and Rolling Technology PDFfahrgeruste3961Încă nu există evaluări
- Head Box TutorialDocument12 paginiHead Box TutorialRakshak Nag100% (1)
- Roll TrainingDocument26 paginiRoll TrainingEric Ramos Rodriguez100% (1)
- TAPPI 0404-07 - Paper Machine Drying RateDocument28 paginiTAPPI 0404-07 - Paper Machine Drying RateSebastian Cardona GarciaÎncă nu există evaluări
- SKF in Paper MachinesDocument0 paginiSKF in Paper Machinesgrupa2903Încă nu există evaluări
- Gearbox InertiaDocument5 paginiGearbox Inertiasezgin bayramÎncă nu există evaluări
- The Basic of Crowning Industrial RollersDocument8 paginiThe Basic of Crowning Industrial RollersJuan Carlos CárdenasÎncă nu există evaluări
- Vibration Point Set-Up For Paper MachineDocument6 paginiVibration Point Set-Up For Paper MachineTheerayoot PoomchaiÎncă nu există evaluări
- Unit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeDocument200 paginiUnit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeAbhijeet somawarÎncă nu există evaluări
- Tappi 0502 17 Papermaker Formula PDFDocument19 paginiTappi 0502 17 Papermaker Formula PDFHgagselim SelimÎncă nu există evaluări
- Forming Applications - Packaging Grades - SKnapek PDFDocument25 paginiForming Applications - Packaging Grades - SKnapek PDFBiantoroKunartoÎncă nu există evaluări
- The Mechanics of WrinklesDocument13 paginiThe Mechanics of Wrinklessuprat tiknoÎncă nu există evaluări
- Bearing Life Calculation - Bearing Loads & Speeds - American Roller BearingDocument7 paginiBearing Life Calculation - Bearing Loads & Speeds - American Roller BearingNNOUBAIHÎncă nu există evaluări
- Selecting Couplings For Large LoadsDocument7 paginiSelecting Couplings For Large Loadsanup_nairÎncă nu există evaluări
- Roisum2 Pres PDFDocument30 paginiRoisum2 Pres PDFkochicomm0% (1)
- Troubleshooting Guide For Fan BearingsDocument11 paginiTroubleshooting Guide For Fan BearingsSanjeevi Kumar SpÎncă nu există evaluări
- Introduction To DrawframeDocument23 paginiIntroduction To DrawframeMujahid MehdiÎncă nu există evaluări
- Uster Statistics-50s CBD Compact ConeDocument6 paginiUster Statistics-50s CBD Compact Coneselvapdm100% (1)
- Drivepower 2nded 161024201601Document20 paginiDrivepower 2nded 161024201601Eduardo GuidoÎncă nu există evaluări
- Ring Spinning Machine LR 6/S Specification and Question AnswerDocument15 paginiRing Spinning Machine LR 6/S Specification and Question AnswerPramod SonbarseÎncă nu există evaluări
- Doctor and Roll Cleaning Blade Holders BrochureDocument2 paginiDoctor and Roll Cleaning Blade Holders BrochuregustirizkiawanÎncă nu există evaluări
- Mechanical Bonding 3Document53 paginiMechanical Bonding 3kavineshpraneetaÎncă nu există evaluări
- How To Calculate Drum Nip LoadDocument1 paginăHow To Calculate Drum Nip Loadsushil kumar100% (2)
- Pin Bush CouplingDocument1 paginăPin Bush CouplingVinod Kumar VermaÎncă nu există evaluări
- Review On Design of AgitatorDocument4 paginiReview On Design of AgitatorAnonymous YWS7ndsiÎncă nu există evaluări
- Press Roll CrowningDocument4 paginiPress Roll CrowningSrinu Gudala100% (1)
- Paper Machine Handbook 10580EN - TCM - 12-125114 PDFDocument214 paginiPaper Machine Handbook 10580EN - TCM - 12-125114 PDFJeffry KarundengÎncă nu există evaluări
- Cleaning GuidelinesDocument10 paginiCleaning GuidelinesMr. JahirÎncă nu există evaluări
- Cone Defects and Remadials-1Document16 paginiCone Defects and Remadials-1JigneshSaradavaÎncă nu există evaluări
- Textile Belt SplicingDocument3 paginiTextile Belt SplicingWaris La Joi WakatobiÎncă nu există evaluări
- TMX-Agitator Instruction Manual ENDocument84 paginiTMX-Agitator Instruction Manual ENamitÎncă nu există evaluări
- General Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFDocument54 paginiGeneral Design Principles For Assembly Techniques - Welding, Adhesive Bonding PDFkfaravÎncă nu există evaluări
- TAPPI TIP0404-01 Calculo de Remocion de Agua en PrensasDocument8 paginiTAPPI TIP0404-01 Calculo de Remocion de Agua en PrensasJean DiasÎncă nu există evaluări
- Sealencer The Silent Suction Roll Design: Voith PaperDocument2 paginiSealencer The Silent Suction Roll Design: Voith PapersakarisoÎncă nu există evaluări
- Ring TravellersDocument3 paginiRing TravellersSohaib Ul Haq100% (1)
- Shaft and Bearing Calculations in PumpsDocument21 paginiShaft and Bearing Calculations in Pumpsnarendradounde143Încă nu există evaluări
- Voith-Paper Twogether24 enDocument76 paginiVoith-Paper Twogether24 enPhi TiêuÎncă nu există evaluări
- COMBING Clothing PDFDocument32 paginiCOMBING Clothing PDFSanmedha AmbureÎncă nu există evaluări
- UTR4-One-day TrainingDocument29 paginiUTR4-One-day Trainingsenthil pandiyarajanÎncă nu există evaluări
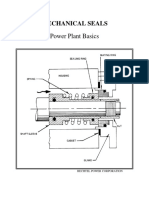
- Mechanical Seals: Power Plant BasicsDocument26 paginiMechanical Seals: Power Plant BasicsService Port100% (1)
- Standard Lubrication Oil (On Paper Machine)Document6 paginiStandard Lubrication Oil (On Paper Machine)erick morganÎncă nu există evaluări
- Double-Head Draw Frame SB-D 22: AdvantagesDocument24 paginiDouble-Head Draw Frame SB-D 22: AdvantagesMuhammad Farooq KokabÎncă nu există evaluări
- Kanai - Steel - Ring - TravellersDocument11 paginiKanai - Steel - Ring - TravellersNeelakandan DÎncă nu există evaluări
- Optical Properties in Papermaking: Pele OyDocument60 paginiOptical Properties in Papermaking: Pele OyjjccmmaaÎncă nu există evaluări
- Product Guide: Teraspin Spindle Bearing Units and Complete SpindlesDocument6 paginiProduct Guide: Teraspin Spindle Bearing Units and Complete SpindlesNeelakandan DÎncă nu există evaluări
- BearingDocument41 paginiBearingM.IBRAHEEMÎncă nu există evaluări
- Scope: Approved by The Pulp Properties Committee of The Process and Product Quality DivisionDocument4 paginiScope: Approved by The Pulp Properties Committee of The Process and Product Quality DivisionRaÎncă nu există evaluări
- Ring Frame Inverter DriveDocument11 paginiRing Frame Inverter Driveakshay Singh100% (2)
- Core Handling EquipmentDocument20 paginiCore Handling EquipmentAnjas HardiansyahÎncă nu există evaluări
- VoithDrive-624 e VP Voithdrive enDocument6 paginiVoithDrive-624 e VP Voithdrive enMarcWorldÎncă nu există evaluări
- Hasil Review Maintenance Roll Calender MHV KusterDocument5 paginiHasil Review Maintenance Roll Calender MHV KusterrajapalasaÎncă nu există evaluări
- 01-HFB Katalog 03 2011 Gesamt EnglitDocument198 pagini01-HFB Katalog 03 2011 Gesamt EnglitНеша Даца АндрићÎncă nu există evaluări
- Vibration Case HistoriesDocument56 paginiVibration Case HistoriesanuprajaÎncă nu există evaluări
- Belt Tension TheoryDocument19 paginiBelt Tension Theorysugumar1981Încă nu există evaluări
- Failure Mode and Effect Analysis of Journal BearingDocument7 paginiFailure Mode and Effect Analysis of Journal BearingMuhammad Kurniawan100% (1)
- Istec Bookazine Vibration WebDocument77 paginiIstec Bookazine Vibration WebJarot PrakosoÎncă nu există evaluări
- October 30, 2007 © SKF Group Slide 1Document23 paginiOctober 30, 2007 © SKF Group Slide 1AVÎncă nu există evaluări
- Structural Health MonitoringDe la EverandStructural Health MonitoringDaniel BalageasÎncă nu există evaluări
- Spe PetrobrasDocument12 paginiSpe PetrobrasLawrence MbahÎncă nu există evaluări
- Dave Pressure Vessel ProjectDocument24 paginiDave Pressure Vessel Projectshibabw worknehÎncă nu există evaluări
- Belec Compact Port: Mobile Spectrometer For Metal AnalysisDocument4 paginiBelec Compact Port: Mobile Spectrometer For Metal AnalysismgmqroÎncă nu există evaluări
- Liquid Penetrant Testing Questions Levl 1&2Document36 paginiLiquid Penetrant Testing Questions Levl 1&2Joshnewfound100% (3)
- ASTM A480-A480M-99bDocument24 paginiASTM A480-A480M-99bmgmqro100% (1)
- CFR 2011 Title49 Vol3 SubtitleBDocument626 paginiCFR 2011 Title49 Vol3 SubtitleBmgmqroÎncă nu există evaluări
- Holitech Data SheetDocument6 paginiHolitech Data SheetmgmqroÎncă nu există evaluări
- Schonstedt DM-2220 FluxgateDocument2 paginiSchonstedt DM-2220 FluxgatemgmqroÎncă nu există evaluări
- Welded Steel Pipe Design ManualDocument93 paginiWelded Steel Pipe Design ManualfileseekerÎncă nu există evaluări
- Video Inspection System Abatement Is6000Document1 paginăVideo Inspection System Abatement Is6000mgmqroÎncă nu există evaluări
- OHS Explanation GuideDocument568 paginiOHS Explanation GuideTnarg Ragaw100% (1)
- Belec Compact Port: Mobile Spectrometer For Metal AnalysisDocument4 paginiBelec Compact Port: Mobile Spectrometer For Metal AnalysismgmqroÎncă nu există evaluări
- Centurion Eddy Current Ed520Document6 paginiCenturion Eddy Current Ed520mgmqroÎncă nu există evaluări
- ABS NonDestructive Testing of HullWeldsDocument86 paginiABS NonDestructive Testing of HullWeldsmgmqroÎncă nu există evaluări
- ASTM A480-A480M-99bDocument24 paginiASTM A480-A480M-99bmgmqro100% (1)
- EAST+NDT+CHINA Calibration BlocksDocument6 paginiEAST+NDT+CHINA Calibration BlocksmgmqroÎncă nu există evaluări
- Underwater Inspection of BridgesDocument82 paginiUnderwater Inspection of BridgesmgmqroÎncă nu există evaluări
- Goodson Magnaflux Y7 ManualDocument2 paginiGoodson Magnaflux Y7 ManualmgmqroÎncă nu există evaluări
- Handbook For Magnaflux L10 CoilDocument4 paginiHandbook For Magnaflux L10 CoilmgmqroÎncă nu există evaluări
- Parker b310 ManualDocument4 paginiParker b310 ManualmgmqroÎncă nu există evaluări
- Parker Research Coil PL8 &10Document1 paginăParker Research Coil PL8 &10mgmqroÎncă nu există evaluări
- NDT Films GuideDocument1 paginăNDT Films GuideBeomgi Baek100% (1)
- Parker Research Eddy Current EC-5000Document16 paginiParker Research Eddy Current EC-5000mgmqroÎncă nu există evaluări
- Eddy CurrentDocument38 paginiEddy Currentmgmqro100% (1)
- Parker b310 ManualDocument4 paginiParker b310 ManualmgmqroÎncă nu există evaluări
- Panametrics Magna Mike 8500 ManualDocument126 paginiPanametrics Magna Mike 8500 Manualmgmqro0% (1)
- CENTECH Coating Thickness Gauge ManualDocument7 paginiCENTECH Coating Thickness Gauge ManualmgmqroÎncă nu există evaluări
- Mikrotest Op ManualDocument4 paginiMikrotest Op ManualmgmqroÎncă nu există evaluări
- Tracerline TP-9350 COBRADocument2 paginiTracerline TP-9350 COBRAmgmqroÎncă nu există evaluări
- Krautkramer MIC 20: Technical Reference and Operating ManualDocument128 paginiKrautkramer MIC 20: Technical Reference and Operating ManualmgmqroÎncă nu există evaluări
- Tracerline TP-9370 MarksmanDocument2 paginiTracerline TP-9370 MarksmanmgmqroÎncă nu există evaluări
- tmpA3C2 TMPDocument11 paginitmpA3C2 TMPFrontiersÎncă nu există evaluări
- Atkins & de Paula Elements of Physical Chemistry 5th TXTBK (Dragged) 2Document7 paginiAtkins & de Paula Elements of Physical Chemistry 5th TXTBK (Dragged) 2Roselle Mea EderÎncă nu există evaluări
- 6.0 Biology Lab ManualDocument49 pagini6.0 Biology Lab ManualJacob SmithÎncă nu există evaluări
- (T. R. Chouhan) Bhopal, The Inside Story - Carbide Workers Speak Out On The World's Worst Industrial DisasterDocument214 pagini(T. R. Chouhan) Bhopal, The Inside Story - Carbide Workers Speak Out On The World's Worst Industrial DisasterANTENOR JOSE ESCUDERO GÓMEZÎncă nu există evaluări
- Cambridge International Examinations Cambridge International Advanced Subsidiary and Advanced LevelDocument20 paginiCambridge International Examinations Cambridge International Advanced Subsidiary and Advanced LevelharshanauocÎncă nu există evaluări
- Drain Cleaner: Safety Data SheetDocument5 paginiDrain Cleaner: Safety Data SheetSuresh SubbuÎncă nu există evaluări
- G10 - Handout - Organic - Makeup Handout - First WeekDocument4 paginiG10 - Handout - Organic - Makeup Handout - First WeekSheela BatterywalaÎncă nu există evaluări
- Unit 5.12 PrecipitationDocument16 paginiUnit 5.12 PrecipitationMutale InongeÎncă nu există evaluări
- Type of Chemical ReactionsDocument13 paginiType of Chemical ReactionsSAHARAN ANANDÎncă nu există evaluări
- Culligan MedallistDocument58 paginiCulligan MedallistskballÎncă nu există evaluări
- Biology - Chromatography Lab ReportDocument7 paginiBiology - Chromatography Lab ReportJuana TestÎncă nu există evaluări
- Scale-Up of Protein Purification Downstream Processing Issues PDFDocument13 paginiScale-Up of Protein Purification Downstream Processing Issues PDFCapÎncă nu există evaluări
- pg1 PDFDocument1 paginăpg1 PDFSanjeev GuptaÎncă nu există evaluări
- Chemical Changes LabDocument5 paginiChemical Changes LabGildardo SalazarÎncă nu există evaluări
- Whitmore Decathlon Gold Open Gear LubricantDocument1 paginăWhitmore Decathlon Gold Open Gear LubricantDon HowardÎncă nu există evaluări
- 01-0019-01 Flame Methods Manual For AADocument117 pagini01-0019-01 Flame Methods Manual For AARobert Larry Cordova DiazÎncă nu există evaluări
- Redox Regulation, Thioredoxins, and Glutaredoxins (Review 2023)Document15 paginiRedox Regulation, Thioredoxins, and Glutaredoxins (Review 2023)Hatem BoubakriÎncă nu există evaluări
- Tds Chemical Resistant CoatingDocument3 paginiTds Chemical Resistant CoatingUtilities2Încă nu există evaluări
- Poisoning in ChildrenDocument46 paginiPoisoning in ChildrenpediatricsÎncă nu există evaluări
- Microfine Cement Grouts & Applications in Grouting PracticeDocument38 paginiMicrofine Cement Grouts & Applications in Grouting PracticeGrigas GeorgeÎncă nu există evaluări
- Different Manicure Equipment, Materials and CosmeticsDocument36 paginiDifferent Manicure Equipment, Materials and CosmeticsRenlen EstevesÎncă nu există evaluări
- Outdoor-Indoor Air Pollution in Urban EnvironmentDocument8 paginiOutdoor-Indoor Air Pollution in Urban EnvironmentNikolas Jalu Padma IswaraÎncă nu există evaluări
- J.ultsonch.2014.08.022 InglesDocument48 paginiJ.ultsonch.2014.08.022 InglesBrayan LuisÎncă nu există evaluări
- TM 10-4930-220-13PDocument133 paginiTM 10-4930-220-13PAdvocateÎncă nu există evaluări
- 10 Things You Need To Know About Premixes: by DSM Nutritional ProductsDocument2 pagini10 Things You Need To Know About Premixes: by DSM Nutritional ProductsanaÎncă nu există evaluări
- Chemical Bonding and Molecular Structure - Lecture NotesDocument51 paginiChemical Bonding and Molecular Structure - Lecture NotesEdith EatonÎncă nu există evaluări
- Exercises: Not One of The Possible Answers ListedDocument12 paginiExercises: Not One of The Possible Answers ListedSarah ChoiÎncă nu există evaluări
- Tensa Neoferma: Expansion JointsDocument4 paginiTensa Neoferma: Expansion JointsAlexandra SanduÎncă nu există evaluări
- Part A: Multiple - Choice QuestionsDocument14 paginiPart A: Multiple - Choice QuestionsGora PostingÎncă nu există evaluări
- SOP For DISDocument5 paginiSOP For DISSidhu S100% (1)