S-ar putea să vă placă și
- MSE Experiment No. 7 - Dye Penetration TestDocument4 paginiMSE Experiment No. 7 - Dye Penetration TestRushikesh Kale100% (1)
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&ADe la EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&AÎncă nu există evaluări
- Dye Penetrant Lab ReportDocument6 paginiDye Penetrant Lab Reportking kong80% (5)
- NDT Lecture05 2015Document39 paginiNDT Lecture05 2015Miruna Clinciu100% (1)
- NDT Panetrent OnlineDocument3 paginiNDT Panetrent OnlineZa HirÎncă nu există evaluări
- Experiment 5 Material ScienceDocument9 paginiExperiment 5 Material ScienceVinaasha Balakrishnan0% (1)
- Dye Penetration TestingDocument4 paginiDye Penetration TestingMahrukh JavedÎncă nu există evaluări
- Non-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentDocument40 paginiNon-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentAniket DhoneÎncă nu există evaluări
- Dye Penetrant InspectionDocument5 paginiDye Penetrant Inspectionrajasekar21Încă nu există evaluări
- Penetrant RaportDocument6 paginiPenetrant RaportMeritan BaballariÎncă nu există evaluări
- Dye Penetrant InspectionDocument6 paginiDye Penetrant InspectionHabib ur RehmanÎncă nu există evaluări
- Module1 Testing and Flaw Detection of Materials and ComponentsDocument12 paginiModule1 Testing and Flaw Detection of Materials and ComponentsHari GovindÎncă nu există evaluări
- Nondestructive Test MethodDocument20 paginiNondestructive Test MethodjustinÎncă nu există evaluări
- Dye Penetrant InspectionDocument15 paginiDye Penetrant InspectionUwaiz Qurni IIÎncă nu există evaluări
- Non-Destructive Testing: Prof. Tarapada RoyDocument12 paginiNon-Destructive Testing: Prof. Tarapada RoySIVARAM PRASADÎncă nu există evaluări
- Dye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)Document9 paginiDye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)ISHITA ROY CHOUDHURYÎncă nu există evaluări
- Dye Penetrant InspectionDocument2 paginiDye Penetrant InspectionsuparnaÎncă nu există evaluări
- Liquid Penetration TestDocument12 paginiLiquid Penetration TestYuvaraj Maganathan100% (1)
- Non Destructive TestingDocument7 paginiNon Destructive Testingk_mughalÎncă nu există evaluări
- NDT For TestDocument7 paginiNDT For TestGavaine MattisonÎncă nu există evaluări
- DJJ 3123 Material Science Penetration TestDocument4 paginiDJJ 3123 Material Science Penetration TestApet GriffinÎncă nu există evaluări
- 10 Non Destructive Testing PDFDocument8 pagini10 Non Destructive Testing PDFGosaye DesalegnÎncă nu există evaluări
- Dye PenetrantDocument17 paginiDye Penetrantsen_subhasis_58Încă nu există evaluări
- Often Referenced StandardsDocument18 paginiOften Referenced StandardssriramÎncă nu există evaluări
- Experiment No.3 Dye Penetration TestDocument4 paginiExperiment No.3 Dye Penetration TestChristian D. AllanaÎncă nu există evaluări
- Non Destructive DefectDocument3 paginiNon Destructive DefectHassan AliÎncă nu există evaluări
- AMT Presentation PDFDocument25 paginiAMT Presentation PDFAVINASH BHUSAREÎncă nu există evaluări
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 paginiDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Liquid Penetrant TestingDocument64 paginiLiquid Penetrant TestingLeon Heart FCÎncă nu există evaluări
- Non-Destructive TestingDocument61 paginiNon-Destructive TestingRehan SharmaÎncă nu există evaluări
- Dye Penetrant InspectionDocument5 paginiDye Penetrant Inspectionrashm006ranjanÎncă nu există evaluări
- Dye Penetrant Inspection: From Wikipedia, The Free EncyclopediaDocument59 paginiDye Penetrant Inspection: From Wikipedia, The Free EncyclopediaPratik Karekar0% (1)
- James NDTDocument61 paginiJames NDTjohn powerÎncă nu există evaluări
- Government Polytechnic Junagadh: Liquid Penerant TestingtDocument16 paginiGovernment Polytechnic Junagadh: Liquid Penerant TestingtArvind DedunÎncă nu există evaluări
- Mech NDTDocument23 paginiMech NDTSai DashÎncă nu există evaluări
- NDT Basics PresentationsDocument154 paginiNDT Basics Presentationskirans60100% (1)
- Penetrant TestingDocument2 paginiPenetrant TestingArzel FarinasÎncă nu există evaluări
- PT Theory FromDocument75 paginiPT Theory FromYousef Adel HassanenÎncă nu există evaluări
- Non Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingDocument118 paginiNon Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingV.Muthu KumarÎncă nu există evaluări
- LPT Study Material LatestDocument33 paginiLPT Study Material Latestbeltranrommel100% (2)
- Jspl-Introduction of NDTDocument75 paginiJspl-Introduction of NDTvsnaiduqc100% (1)
- TOM Unit 3 PDFDocument20 paginiTOM Unit 3 PDFNikhil NagarajanÎncă nu există evaluări
- Conventional and Advanced NDT ApplicationsDocument13 paginiConventional and Advanced NDT ApplicationsSukhamMichaelÎncă nu există evaluări
- PT Level Ii FM1Document41 paginiPT Level Ii FM1ucheÎncă nu există evaluări
- Introduce NDTDocument12 paginiIntroduce NDTGandika PutraÎncă nu există evaluări
- Non Destructive TestingDocument78 paginiNon Destructive Testingsomashutosh100% (1)
- Nondestructive Testing (NDT)Document14 paginiNondestructive Testing (NDT)Javeed A. KhanÎncă nu există evaluări
- Non Destructive TestingDocument30 paginiNon Destructive TestingRahul GajjeÎncă nu există evaluări
- Non Destructive TestingDocument20 paginiNon Destructive TestingCt Costales DangaranÎncă nu există evaluări
- Non - Destructive Testing: UNIT-5Document26 paginiNon - Destructive Testing: UNIT-5Jones Jones Jr.Încă nu există evaluări
- NDT 2019Document32 paginiNDT 2019Muhammad OsamaÎncă nu există evaluări
- Liquid Penetrant TestingDocument20 paginiLiquid Penetrant Testingajayghosh3140Încă nu există evaluări
- Non Destructive Testing UT PT and MT ReportDocument18 paginiNon Destructive Testing UT PT and MT ReportLowKey HumanÎncă nu există evaluări
- Liquid Penetrating TestingDocument99 paginiLiquid Penetrating Testingfaraz090611100% (1)
- Dye Penetrant InspDocument5 paginiDye Penetrant InspVysakh VasudevanÎncă nu există evaluări
- Rebound Hammer Test and Non Destructive Testing of ConcreteDe la EverandRebound Hammer Test and Non Destructive Testing of ConcreteÎncă nu există evaluări
- Non Destructive Testing: NDT Technicians and Engineers Jobs GuideDe la EverandNon Destructive Testing: NDT Technicians and Engineers Jobs GuideÎncă nu există evaluări
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionDe la EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionÎncă nu există evaluări
- Magnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryDe la EverandMagnetic Particle Inspection: Techniques, Applications, Interviews Q&A, and GlossaryÎncă nu există evaluări
- Prof GehanDocument1 paginăProf GehanDumithJayathilakaÎncă nu există evaluări
- Sds - Folk Art Artist Acrylic Paint - 2Document11 paginiSds - Folk Art Artist Acrylic Paint - 2DumithJayathilakaÎncă nu există evaluări
- Sds - Winsor & Newton Professional Acrylic ColoursDocument5 paginiSds - Winsor & Newton Professional Acrylic ColoursDumithJayathilakaÎncă nu există evaluări
- Sds - Winsor & Newton Professional Acrylic Colours - 1Document5 paginiSds - Winsor & Newton Professional Acrylic Colours - 1DumithJayathilakaÎncă nu există evaluări
- Sds - Winsor & Newton Professional Acrylic ColoursDocument5 paginiSds - Winsor & Newton Professional Acrylic ColoursDumithJayathilakaÎncă nu există evaluări
- Additive Manufacturing With EBM - The Route To ProductionDocument34 paginiAdditive Manufacturing With EBM - The Route To ProductionDumithJayathilakaÎncă nu există evaluări
- Material Selection For Spur Gear Design Using Ashby Chart: Prathamesh Surnis, Dr. Pravin KulkarniDocument11 paginiMaterial Selection For Spur Gear Design Using Ashby Chart: Prathamesh Surnis, Dr. Pravin KulkarniDumithJayathilakaÎncă nu există evaluări
- ITM Curriculum Jan 2015Document3 paginiITM Curriculum Jan 2015DumithJayathilakaÎncă nu există evaluări
- EN1802 - Basic Electronics Tutorial 2: Design A Negative Edge D Flip-Flop Using The Following Components OnlyDocument3 paginiEN1802 - Basic Electronics Tutorial 2: Design A Negative Edge D Flip-Flop Using The Following Components OnlyDumithJayathilakaÎncă nu există evaluări
- Examples 2: Vector Spaces and Subspaces - Solutions: A 0 0 A S and A A A V A A A A S A A SDocument3 paginiExamples 2: Vector Spaces and Subspaces - Solutions: A 0 0 A S and A A A V A A A A S A A SDumithJayathilakaÎncă nu există evaluări
- Volumetric EfficiencyDocument7 paginiVolumetric EfficiencyDumithJayathilaka100% (1)
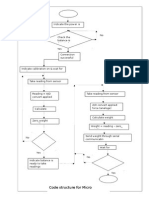
- Code Structure MC-miniDocument1 paginăCode Structure MC-miniDumithJayathilakaÎncă nu există evaluări
- Sand Casting TestingDocument5 paginiSand Casting TestingDumithJayathilaka100% (1)
- Micro ExaminationDocument6 paginiMicro ExaminationDumithJayathilakaÎncă nu există evaluări
- Designing Mask For PhotolithographyDocument5 paginiDesigning Mask For PhotolithographyMustafidzul MustaphaÎncă nu există evaluări
- H 3159Document58 paginiH 3159Alex GigenaÎncă nu există evaluări
- D3285Document3 paginiD3285Anil Pandey0% (1)
- Konix Ke-810 Msds v1 enDocument11 paginiKonix Ke-810 Msds v1 enRajnish Niranjan0% (1)
- Manufacturing Technologies: Technological HistoryDocument8 paginiManufacturing Technologies: Technological HistoryKema Technowaka0% (1)
- 15 Esp DSTDocument10 pagini15 Esp DSTام فاطمة البطاطÎncă nu există evaluări
- Thesis Inter 1Document144 paginiThesis Inter 1Ayuni NirthiÎncă nu există evaluări
- Kinetics Study Batch Fermentation of Baker's YeastDocument5 paginiKinetics Study Batch Fermentation of Baker's YeastMahathir Mohmed100% (5)
- IGCSE Biology: Practice CORMS QuestionsDocument12 paginiIGCSE Biology: Practice CORMS QuestionsDaniel Conway63% (8)
- Good PDFDocument3 paginiGood PDFDarshna SoniÎncă nu există evaluări
- Galvafroid Data SheetDocument13 paginiGalvafroid Data SheetAdam HughesÎncă nu există evaluări
- Boehler CM2-UPDocument1 paginăBoehler CM2-UPdiahÎncă nu există evaluări
- DT Series Digital TachometerDocument3 paginiDT Series Digital TachometerMamani JesusÎncă nu există evaluări
- Sci Oly Practice QuestionsDocument5 paginiSci Oly Practice QuestionsJessica JimenezÎncă nu există evaluări
- Bioorganic & Medicinal ChemistryDocument7 paginiBioorganic & Medicinal ChemistryWalid Ebid ElgammalÎncă nu există evaluări
- Stereochemistry - HandoutDocument10 paginiStereochemistry - Handoutjoseph cyron solidumÎncă nu există evaluări
- Soil Hydrology Land Use and Agriculture Measurement and ModellingDocument455 paginiSoil Hydrology Land Use and Agriculture Measurement and Modellingpopayonutz22Încă nu există evaluări
- Supplemental Space Shuttle Tire Lessons: Grades K-12Document22 paginiSupplemental Space Shuttle Tire Lessons: Grades K-12Emannuel FernandesÎncă nu există evaluări
- ExportDocument686 paginiExportRony JamesÎncă nu există evaluări
- CronogramaDocument101 paginiCronogramaeddyronaldycÎncă nu există evaluări
- Hartford Evaluation Pipeline Design FactorsDocument94 paginiHartford Evaluation Pipeline Design FactorspiolinwallsÎncă nu există evaluări
- Latihan AmaliDocument14 paginiLatihan Amaliazman94Încă nu există evaluări
- Biological Toxins and BioterrorismDocument614 paginiBiological Toxins and BioterrorismVictor Carrillo100% (3)
- Standard For Food Grade Salt PDFDocument5 paginiStandard For Food Grade Salt PDFMercyÎncă nu există evaluări
- Torque ValuesDocument1 paginăTorque ValuesMaung SheinÎncă nu există evaluări
- NVT Simulation of Argon Using Lennard-Jones PotentialDocument2 paginiNVT Simulation of Argon Using Lennard-Jones Potentialt_sairamÎncă nu există evaluări
- CSB Case Study Hoeganaes Dec9 FinalDocument31 paginiCSB Case Study Hoeganaes Dec9 FinalthelaceÎncă nu există evaluări
- 03 FIRE BOOST Aftertreatment UsersGuideDocument318 pagini03 FIRE BOOST Aftertreatment UsersGuidehenevil0% (1)
- Spesifikasi Erba, Automated Clinical Chemistry Analyzer, XL 600Document2 paginiSpesifikasi Erba, Automated Clinical Chemistry Analyzer, XL 600matto89Încă nu există evaluări
- EVS 1101 QuestionsDocument7 paginiEVS 1101 QuestionsJameson CongoÎncă nu există evaluări