S-ar putea să vă placă și
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDe la EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEÎncă nu există evaluări
- Tanques de To - 1 Ao 4 Capt.Document33 paginiTanques de To - 1 Ao 4 Capt.leandroerosana100% (2)
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerDe la EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerÎncă nu există evaluări
- Calculo de MonoviasDocument4 paginiCalculo de MonoviasLuciano Celso OliveiraÎncă nu există evaluări
- Manual para Dimensionamento de Tanques MetalicosDocument89 paginiManual para Dimensionamento de Tanques Metalicos6Bisnaga100% (4)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoDe la EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoÎncă nu există evaluări
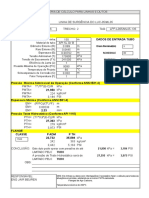
- Cálculo de Tubulação para VaporDocument4 paginiCálculo de Tubulação para VaporfrobertocardosoÎncă nu există evaluări
- NBR8205-2014p2 Calculopotencia TranpcorreiaDocument10 paginiNBR8205-2014p2 Calculopotencia TranpcorreiaBrendon KoehlerÎncă nu există evaluări
- Dimensionamento de elementos e ligações em estruturas de açoDe la EverandDimensionamento de elementos e ligações em estruturas de açoÎncă nu există evaluări
- Cálculo Da TanqueDocument4 paginiCálculo Da TanqueLuiz100% (1)
- Tratamento de Lodos de Estações de Tratamento de ÁguaDe la EverandTratamento de Lodos de Estações de Tratamento de ÁguaÎncă nu există evaluări
- Calculo TanquesDocument6 paginiCalculo TanquesCarlos JesusÎncă nu există evaluări
- Tabela Calc. TubulaçãoDocument22 paginiTabela Calc. TubulaçãoVinicius Renard100% (2)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDe la EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasÎncă nu există evaluări
- Calculo Do Diametro Da Tubulação de AR Comprimido TOPDocument15 paginiCalculo Do Diametro Da Tubulação de AR Comprimido TOPFelipe Rover0% (1)
- Memorial de Calculo Bocal de LimpezaDocument12 paginiMemorial de Calculo Bocal de LimpezaDanilo PretinhoÎncă nu există evaluări
- Cálculo de ChumbadoresDocument1 paginăCálculo de ChumbadoresAnamaria Hosken RoelensÎncă nu există evaluări
- Monovias PDFDocument4 paginiMonovias PDFdardson100% (2)
- Calculo Rosca TrapezoidalDocument1 paginăCalculo Rosca TrapezoidalMatheus AssisÎncă nu există evaluări
- T-188-1 - Reservatório em Aço ApoiadoDocument46 paginiT-188-1 - Reservatório em Aço ApoiadoDsokas100% (1)
- Cálculo Separador de CondensadoDocument14 paginiCálculo Separador de CondensadoleslieÎncă nu există evaluări
- Projeto Final Ponte Rolante 1Document21 paginiProjeto Final Ponte Rolante 1Andre OliveiraÎncă nu există evaluări
- DimensionamentoDocument5 paginiDimensionamentoGabriela GambariniÎncă nu există evaluări
- Cálculo de Diâmetro Rede Ar ComprimidoDocument2 paginiCálculo de Diâmetro Rede Ar Comprimidoamacedus0% (1)
- Dimensionamento de Monovia para MinaDocument10 paginiDimensionamento de Monovia para MinaLucas Penalva Costa Serra100% (1)
- Calculo - Transportador de CorreiaDocument22 paginiCalculo - Transportador de CorreiaEder MendesÎncă nu există evaluări
- Pórtico Rolante - Cálculo EstruturalDocument11 paginiPórtico Rolante - Cálculo EstruturalUbirajara NunesÎncă nu există evaluări
- Projeto de TubulaçãoDocument25 paginiProjeto de TubulaçãoLucas Gabriel SouzaÎncă nu există evaluări
- Cerebro MixDocument10 paginiCerebro MixWeniton OliveiraÎncă nu există evaluări
- Tabelas e Graficos Silva TellesDocument10 paginiTabelas e Graficos Silva TellesGuilherme MedeirosÎncă nu există evaluări
- NBR 11779 EB 2065 - Agitadores Mecanicos de Baixa Rotacao Do Tipo TurbinaDocument5 paginiNBR 11779 EB 2065 - Agitadores Mecanicos de Baixa Rotacao Do Tipo TurbinaVanderlei PereiraÎncă nu există evaluări
- Calculo Fundo ConicoDocument30 paginiCalculo Fundo Conicocavalc105292Încă nu există evaluări
- Cálculo de Espessura de Flange Cego AparafusadoDocument1 paginăCálculo de Espessura de Flange Cego AparafusadoKauê Velho0% (1)
- Capacidade Transporte THDocument2 paginiCapacidade Transporte THJorge Hahns100% (1)
- Viga CaixãoDocument2 paginiViga CaixãoPaulo Afonso100% (2)
- Calc API 650 01Document4 paginiCalc API 650 01Engenheiro AmauriÎncă nu există evaluări
- Calculo de Parafusos e ChumbadoresDocument1 paginăCalculo de Parafusos e ChumbadoresSandro ColoneseÎncă nu există evaluări
- Cálculo de Densidade, Vazão e TubulaçãoDocument12 paginiCálculo de Densidade, Vazão e TubulaçãoAnamaria Hosken RoelensÎncă nu există evaluări
- Dimensionamento de Equipamentos 1 - Tubulações IndustriaisDocument142 paginiDimensionamento de Equipamentos 1 - Tubulações IndustriaisItapuan InácioÎncă nu există evaluări
- MC - Tanques Verticais - RafaelDocument106 paginiMC - Tanques Verticais - Rafael30410929100% (5)
- Transportador HelicoidalDocument4 paginiTransportador HelicoidalJosé RatolaÎncă nu există evaluări
- E-Book (Tanque)Document28 paginiE-Book (Tanque)Odagil Banzato100% (11)
- Critério de Cargas - KTYDocument33 paginiCritério de Cargas - KTYLeonardo TerraÎncă nu există evaluări
- Calculo de Linhas e DutosDocument9 paginiCalculo de Linhas e Dutosorea1Încă nu există evaluări
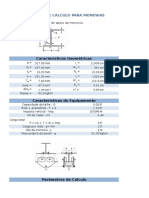
- Memórial de Cálculo Mecânico V 445048104Document2 paginiMemórial de Cálculo Mecânico V 445048104carlosmilfontÎncă nu există evaluări
- Planilha Filtro de Mangas NormalDocument5 paginiPlanilha Filtro de Mangas NormalAnamaria Hosken RoelensÎncă nu există evaluări
- Calcular Tubulação de Ar ComprimidoDocument1 paginăCalcular Tubulação de Ar ComprimidoCleberson PereiraÎncă nu există evaluări
- Cálculo de SoldagemDocument8 paginiCálculo de SoldagemFilipe Fuchs33% (3)
- Tampos de Vasos de PressãoDocument3 paginiTampos de Vasos de PressãoBruno281087100% (2)
- Tank API 650 01Document4 paginiTank API 650 01Marcelo AzevedoÎncă nu există evaluări
- Tampos AsmeDocument74 paginiTampos AsmeNelson Costa JrÎncă nu există evaluări
- Desenho e Projeto de Tubulação Industrial PDFDocument12 paginiDesenho e Projeto de Tubulação Industrial PDFRicardo JoseÎncă nu există evaluări
- Estruturas - CARGAS TOTAIS - Prof DANILO ABREU - Vs222Document6 paginiEstruturas - CARGAS TOTAIS - Prof DANILO ABREU - Vs222Junior MirandaÎncă nu există evaluări
- API 650 Proj Tanque de Soda DiluidaDocument15 paginiAPI 650 Proj Tanque de Soda DiluidaFredFredericoÎncă nu există evaluări
- Monovia Rev01Document5 paginiMonovia Rev01ArturGravinoÎncă nu există evaluări
- Manual Elevador de Canecas - FaçoDocument15 paginiManual Elevador de Canecas - FaçoLeandro Fagundes de Paula50% (2)
- TRELIÇADocument28 paginiTRELIÇAMarcus MiguelÎncă nu există evaluări
- Apostila Ajustagem10 PDFDocument46 paginiApostila Ajustagem10 PDFThiago HermesÎncă nu există evaluări
- MANUAL DE USO E PEÇAS - PR20 - A Partir Série 0931166 PDFDocument76 paginiMANUAL DE USO E PEÇAS - PR20 - A Partir Série 0931166 PDFCarlos Melo100% (1)
- Muro Reforçado Com Geossintético PDFDocument81 paginiMuro Reforçado Com Geossintético PDFThiago Pires Sampaio0% (1)
- EmulsõesDocument11 paginiEmulsõesanacarolinaccp100% (2)
- Pre SocraticosDocument1 paginăPre SocraticosEliana PazÎncă nu există evaluări
- Exercicios - Função AfimDocument3 paginiExercicios - Função AfimJarbas Carvalho100% (1)
- P2-Quimico Produtos PerigososDocument16 paginiP2-Quimico Produtos PerigososHugo RidaoÎncă nu există evaluări
- Sensor Indutivo e Fotocondutivo PDFDocument22 paginiSensor Indutivo e Fotocondutivo PDFMatheus Erkmann BechtoldÎncă nu există evaluări
- Treinamento Rele AutomotivoDocument27 paginiTreinamento Rele AutomotivoKom Wu100% (5)
- Ensaio PressiômetroDocument8 paginiEnsaio PressiômetrosauloaovianaÎncă nu există evaluări
- Manual Secador TitanDocument17 paginiManual Secador TitanAndré Luis Bighi50% (2)
- Registos Qualificação de SoldaduraDocument3 paginiRegistos Qualificação de SoldaduraAMGConsultadoria0% (2)
- ND.26 - Fornecimento de Energia A Edificio de Uso Coletivo e Medicao AgrupadaDocument119 paginiND.26 - Fornecimento de Energia A Edificio de Uso Coletivo e Medicao AgrupadaEduardo Martins50% (2)
- Bioquimica - EPI e EPCDocument3 paginiBioquimica - EPI e EPCEdivanÎncă nu există evaluări
- Lista 1Document3 paginiLista 1Nicole MariaÎncă nu există evaluări
- Trabalho de Fisiologia AnimalDocument7 paginiTrabalho de Fisiologia AnimalLetícia MenezesÎncă nu există evaluări
- Elementais Do Fogo e A SaúdeDocument4 paginiElementais Do Fogo e A SaúdeManoel Lopes Lopes FilhoÎncă nu există evaluări
- 10.º SantillanaDocument13 pagini10.º SantillanaOrlando MeirelesÎncă nu există evaluări
- Robert Pirsig - Zen e A Arte Da Manutenção de Motocicletas - HBDocument410 paginiRobert Pirsig - Zen e A Arte Da Manutenção de Motocicletas - HBLediane FelzkeÎncă nu există evaluări
- Atividades 25 05 2020 11h16Document4 paginiAtividades 25 05 2020 11h16ivan magalhaesÎncă nu există evaluări
- Materiais Eletricos - ResumoDocument25 paginiMateriais Eletricos - ResumoEliana CostaÎncă nu există evaluări
- 04.1 Treinamento de Boas Práticas ESAB - Rev00Document31 pagini04.1 Treinamento de Boas Práticas ESAB - Rev00Simon SosaÎncă nu există evaluări
- A Notícia e Sua EstruturaDocument5 paginiA Notícia e Sua EstruturaMárcio MonteiroÎncă nu există evaluări
- Declaração de DeficienciaDocument3 paginiDeclaração de DeficienciaAldo SilvaÎncă nu există evaluări
- 21 Dicas para Tornar o Estudo Mais Eficiente PDFDocument29 pagini21 Dicas para Tornar o Estudo Mais Eficiente PDFContato BazarhÎncă nu există evaluări
- Manual Captiva 2011Document214 paginiManual Captiva 2011Infoprime Charqueadas33% (3)
- Comunicação PresencialDocument55 paginiComunicação PresencialCláudiaTrigueiroAraújoÎncă nu există evaluări
- Equae Sal G Bri Case Trance DentesDocument10 paginiEquae Sal G Bri Case Trance DentesHebson BezerraÎncă nu există evaluări
- Relatório de Ergonomia FINAL (Galoneira)Document9 paginiRelatório de Ergonomia FINAL (Galoneira)Janaina OliveiraÎncă nu există evaluări
- Ótimo Artigo Sobre Metrologia, Unidades, Comparações Chaves - RBFM - v3n1 - 69-75Document7 paginiÓtimo Artigo Sobre Metrologia, Unidades, Comparações Chaves - RBFM - v3n1 - 69-75dilsonmaiaÎncă nu există evaluări
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoDe la EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoEvaluare: 4 din 5 stele4/5 (93)
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirDe la Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirEvaluare: 5 din 5 stele5/5 (3)
- Elaboração de programas de ensino: material autoinstrutivoDe la EverandElaboração de programas de ensino: material autoinstrutivoÎncă nu există evaluări
- Técnicas De Terapia Cognitivo-comportamental (tcc)De la EverandTécnicas De Terapia Cognitivo-comportamental (tcc)Încă nu există evaluări
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoDe la EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoEvaluare: 4.5 din 5 stele4.5/5 (53)
- Como Analisar as Pessoas. Linguagem CorporalDe la EverandComo Analisar as Pessoas. Linguagem CorporalEvaluare: 5 din 5 stele5/5 (5)
- Técnicas Proibidas de Manipulação Mental e PersuasãoDe la EverandTécnicas Proibidas de Manipulação Mental e PersuasãoEvaluare: 5 din 5 stele5/5 (4)
- Encontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaDe la EverandEncontre seu propósito: Como traçar um caminho em direção às suas paixões, fortalezas e autodescobertaEvaluare: 5 din 5 stele5/5 (10)
- O psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilDe la EverandO psicólogo clínico em hospitais: Contribuição para o aperfeiçoamento da arte no BrasilÎncă nu există evaluări
- Intervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaDe la EverandIntervenções Psicológicas para Promoção de Desenvolvimento e Saúde na Infância e AdolescênciaEvaluare: 5 din 5 stele5/5 (1)
- Os Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaDe la EverandOs Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaÎncă nu există evaluări
- Intervenções com foco na aprendizagem: Clínica e escolaDe la EverandIntervenções com foco na aprendizagem: Clínica e escolaÎncă nu există evaluări
- Simplificando o Autismo: Para pais, familiares e profissionaisDe la EverandSimplificando o Autismo: Para pais, familiares e profissionaisÎncă nu există evaluări
- Lei da atração: Dinheiro e riqueza, manifestando seus sonhosDe la EverandLei da atração: Dinheiro e riqueza, manifestando seus sonhosEvaluare: 4.5 din 5 stele4.5/5 (168)
- Psicanálise de boteco: O inconsciente na vida cotidianaDe la EverandPsicanálise de boteco: O inconsciente na vida cotidianaEvaluare: 3.5 din 5 stele3.5/5 (3)
- E-TRAP: entrevista diagnóstica para transtornos de personalidadeDe la EverandE-TRAP: entrevista diagnóstica para transtornos de personalidadeEvaluare: 5 din 5 stele5/5 (3)
- Modelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisDe la EverandModelos De Laudos Para Avaliação De Imóveis Urbanos E RuraisÎncă nu există evaluări
- Conduta clinica em neuropsicopedagogia: Da propedêutica à devolutivaDe la EverandConduta clinica em neuropsicopedagogia: Da propedêutica à devolutivaÎncă nu există evaluări