S-ar putea să vă placă și
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysDe la EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysÎncă nu există evaluări
- Superalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceDe la EverandSuperalliage: Résistant à la chaleur de 2700 degrés Fahrenheit générée par les moteurs à turbine pour être plus chaud, plus rapide et plus efficaceÎncă nu există evaluări
- 05-Notion de FiletageDocument8 pagini05-Notion de Filetageommasa2006Încă nu există evaluări
- Didactique de La Construction Mecanique - ROUEN 07 - D.petrELLADocument18 paginiDidactique de La Construction Mecanique - ROUEN 07 - D.petrELLANac SemÎncă nu există evaluări
- TD Réducteur Roue Et Vis RoulementsDocument4 paginiTD Réducteur Roue Et Vis RoulementsThierry OUAMBO FOTSOÎncă nu există evaluări
- M20 Arbres Roulements Et Coussinets EM-GE-EMDocument65 paginiM20 Arbres Roulements Et Coussinets EM-GE-EMMohssin Ben Hammou100% (3)
- 2 Principe de ProgrammationDocument3 pagini2 Principe de ProgrammationMido Si CherniÎncă nu există evaluări
- Archiveur Multimedia MecaniqueDocument3 paginiArchiveur Multimedia Mecaniquechaouch.najehÎncă nu există evaluări
- HCH-FAB II - Partie 1Document8 paginiHCH-FAB II - Partie 1lachhelÎncă nu există evaluări
- Ch2 Ordre de Montage Et de DemontageDocument4 paginiCh2 Ordre de Montage Et de DemontageRamzi Mansouri0% (1)
- 2 Encastrement Cours PDFDocument7 pagini2 Encastrement Cours PDFLarbi ElbakkaliÎncă nu există evaluări
- Les Bases de La Mecanique Industrielle - 459Document3 paginiLes Bases de La Mecanique Industrielle - 459nzoghetresor6Încă nu există evaluări
- 1Document28 pagini1Wael HalilaÎncă nu există evaluări
- Etude Et Maintenance de La Pompe À Boue, Cas TP197 ENTPDocument91 paginiEtude Et Maintenance de La Pompe À Boue, Cas TP197 ENTPbouzid benouadfelÎncă nu există evaluări
- Ds 2 15-16Document4 paginiDs 2 15-16Otman Oto100% (1)
- 1ère TSI 15-16 (DOC ELEVE')Document154 pagini1ère TSI 15-16 (DOC ELEVE')immane.imÎncă nu există evaluări
- Programme TerminaleDocument9 paginiProgramme TerminalefatihamÎncă nu există evaluări
- Tolba SalahDocument137 paginiTolba Salahkheops kitokiÎncă nu există evaluări
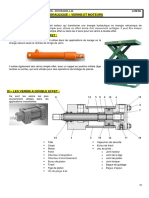
- 11 - Hydraulique - Verins Et Moteurs LCM-S6Document6 pagini11 - Hydraulique - Verins Et Moteurs LCM-S6Kossai BskÎncă nu există evaluări
- Montage Et DémontageDocument6 paginiMontage Et DémontageTarekMostaphaÎncă nu există evaluări
- Matière CMIL Vs CMDocument2 paginiMatière CMIL Vs CMDjamel DjamÎncă nu există evaluări
- Cours Liaison GlissiereDocument23 paginiCours Liaison GlissiereAbdelmajid AittalebÎncă nu există evaluări
- Crampon nlm2 PDFDocument5 paginiCrampon nlm2 PDFAyman ElbarrakÎncă nu există evaluări
- Services & Support - Geismar - Leader Équipements de Maintenance FerroviaireDocument3 paginiServices & Support - Geismar - Leader Équipements de Maintenance FerroviairePatrizio MassaroÎncă nu există evaluări
- C7 Chap2Document11 paginiC7 Chap2Hassan Guenzaouz100% (1)
- Les Courroies - ExercicesDocument4 paginiLes Courroies - ExercicesDjamel DjamÎncă nu există evaluări
- Visserie, Boulonnerieetécrous 1681413364763Document21 paginiVisserie, Boulonnerieetécrous 1681413364763Coumba DialloÎncă nu există evaluări
- CaoDocument21 paginiCaoOlga StaffordÎncă nu există evaluări
- M - 22 - Accessoires de Transmission Et de Transformation Du Mou - (WWW - Diploma.ma)Document51 paginiM - 22 - Accessoires de Transmission Et de Transformation Du Mou - (WWW - Diploma.ma)AMBARKI HOUSSAINE100% (1)
- Cours Pneumatique PDFDocument11 paginiCours Pneumatique PDFdayangÎncă nu există evaluări
- Compléter L'actigramme A0 de La Fonction Globale D'un CompresseurDocument2 paginiCompléter L'actigramme A0 de La Fonction Globale D'un CompresseurNoureddine HermetienÎncă nu există evaluări
- Alignement Conventionnel WWW Cours-Electromecanique Com 2 PDFDocument52 paginiAlignement Conventionnel WWW Cours-Electromecanique Com 2 PDFNaoufel FaresÎncă nu există evaluări
- Protec 1Document10 paginiProtec 1hichamÎncă nu există evaluări
- RFC BEP Mécanique GénéraleDocument57 paginiRFC BEP Mécanique GénéraleMahama KaboreÎncă nu există evaluări
- Bac Pro Technicien en Chaudronnerie Industrielle - Referentiels Du Diplome 0 PDFDocument86 paginiBac Pro Technicien en Chaudronnerie Industrielle - Referentiels Du Diplome 0 PDFtagne simo rodrigueÎncă nu există evaluări
- 1306 160 p32 PDFDocument12 pagini1306 160 p32 PDFMohamed Amine SaadaÎncă nu există evaluări
- 7 Graphe de MontageDocument2 pagini7 Graphe de Montagefokou.simplicegmail.com Fokou Simplice100% (1)
- TD Systèmes ArticulésDocument6 paginiTD Systèmes ArticulésAya El RhayourÎncă nu există evaluări
- M6 - Élaboration Et Constitution Des Dossiers de FabricationDocument190 paginiM6 - Élaboration Et Constitution Des Dossiers de FabricationHoussine WadouniÎncă nu există evaluări
- Catalogue Graissage 20083Document36 paginiCatalogue Graissage 20083Nacer NacerÎncă nu există evaluări
- Fiche PerspectiveDocument4 paginiFiche Perspectivemohamed fall0% (1)
- L1-GPL - TP N 04 Dessin Idustriel 1Document3 paginiL1-GPL - TP N 04 Dessin Idustriel 1ayman zianiÎncă nu există evaluări
- 2-Devoir de Controle N1-2AS-2021.31Document4 pagini2-Devoir de Controle N1-2AS-2021.31Youssef Aouadi100% (1)
- Licence Construction Mécanique VFF - 1 PDFDocument130 paginiLicence Construction Mécanique VFF - 1 PDFأبو الأشبالÎncă nu există evaluări
- Exercice 8Document12 paginiExercice 8akouÎncă nu există evaluări
- Corrige Application 3Document5 paginiCorrige Application 3Fred MaccartneyÎncă nu există evaluări
- 4919 Dossier Technique Epreuve E11 Bac Pro RC 2014Document12 pagini4919 Dossier Technique Epreuve E11 Bac Pro RC 2014Rafael FalaciÎncă nu există evaluări
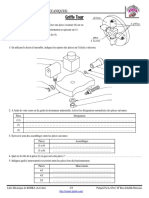
- Griffe de Tour PDFDocument3 paginiGriffe de Tour PDFAdramé AdraméÎncă nu există evaluări
- SolidworksDocument20 paginiSolidworksAhmed AndolsiÎncă nu există evaluări
- Treuil HydrauliqueDocument4 paginiTreuil Hydraulique1s1rulliersandÎncă nu există evaluări
- Cours Elements DassemblagesDocument33 paginiCours Elements DassemblagesRahim armadÎncă nu există evaluări
- Sujet-NS 2019 PDFDocument9 paginiSujet-NS 2019 PDFkhalid3mendoun100% (1)
- 9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceDocument6 pagini9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceHadi Ben SaïdÎncă nu există evaluări
- 522 Les Lois de DegradationsDocument10 pagini522 Les Lois de DegradationseslochÎncă nu există evaluări
- DM Statique Analytique GraphiqueDocument5 paginiDM Statique Analytique GraphiqueFlav MÎncă nu există evaluări
- DS1-DT-Poste de Mise en GodetDocument4 paginiDS1-DT-Poste de Mise en GodetMouad Memni100% (1)
- Lecture de Plan N°3 Reponses 2 PDFDocument20 paginiLecture de Plan N°3 Reponses 2 PDFDivin MakitaÎncă nu există evaluări
- Catalogue AMF Elements de Bridage MecaniquesDocument176 paginiCatalogue AMF Elements de Bridage MecaniquesAli TrikiÎncă nu există evaluări
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesDe la EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesÎncă nu există evaluări
- Intro Au Calcul Des Élemets FinisDocument2 paginiIntro Au Calcul Des Élemets FinisBoundjick IssaÎncă nu există evaluări
- Verification APEFDocument7 paginiVerification APEFWalid Ben EzzineÎncă nu există evaluări
- Panne AutoDocument9 paginiPanne AutoWalid Ben EzzineÎncă nu există evaluări
- Cotation UsinageDocument2 paginiCotation UsinagentayoubÎncă nu există evaluări
- Metrologie Generale ReDocument2 paginiMetrologie Generale ReWalid Ben EzzineÎncă nu există evaluări
- MOULAGEDocument5 paginiMOULAGERachid Kdidar0% (1)
- Exercices SoudureDocument1 paginăExercices Soudurehidouriabdelmoumen9802Încă nu există evaluări
- 1 Soudage Arc19937Document13 pagini1 Soudage Arc19937Walid Ben EzzineÎncă nu există evaluări
- AoutDocument2 paginiAoutBaroka julien YANEÎncă nu există evaluări
- Relation D'équivalence, Relation D'ordreDocument3 paginiRelation D'équivalence, Relation D'ordreOmar AmroucheÎncă nu există evaluări
- Cour Sur Les TransistorDocument8 paginiCour Sur Les Transistorharouna souley hegaÎncă nu există evaluări
- BN-30x20ht NoteDocument4 paginiBN-30x20ht NotemaiducthoÎncă nu există evaluări
- CSI3120 Assignment 1Document4 paginiCSI3120 Assignment 1P o o P o o H e a dÎncă nu există evaluări
- 2-Étude Et Tracé D'une Fonction - Exercices - Fonctions Rationnelles (1) - WikiversitéDocument14 pagini2-Étude Et Tracé D'une Fonction - Exercices - Fonctions Rationnelles (1) - WikiversitéBoris AHADOÎncă nu există evaluări
- PolyDocument84 paginiPolyPedroÎncă nu există evaluări
- Contribution À L'amélioration Des Méthodes D'optimisation de La Gestion de La Mémoire Dans Le Cadre Du Calcul Haute PerformanceDocument174 paginiContribution À L'amélioration Des Méthodes D'optimisation de La Gestion de La Mémoire Dans Le Cadre Du Calcul Haute PerformancezachazetÎncă nu există evaluări
- TP1 JavaDocument2 paginiTP1 JavaMohamedReda SaidiÎncă nu există evaluări
- 15 Classeur Zero PDFDocument7 pagini15 Classeur Zero PDFamoura0% (1)
- Hab MecDocument108 paginiHab MecHSE CERI100% (1)
- Echangeur Thermique Chapitre 1Document24 paginiEchangeur Thermique Chapitre 1aba diawÎncă nu există evaluări
- Impo Dimensionnement Installation Electrique 2Document80 paginiImpo Dimensionnement Installation Electrique 2Rabia Manar100% (4)
- Chapitre 0 Reg1Document9 paginiChapitre 0 Reg1cheikh tidiane diopÎncă nu există evaluări
- BD PDFDocument13 paginiBD PDFPFEÎncă nu există evaluări
- Cours TD AbsorptionDocument21 paginiCours TD Absorptionمحمد خشعيÎncă nu există evaluări
- Tuyauteries: FlexibilitéDocument36 paginiTuyauteries: FlexibilitéمحمدلمينابراهيمالموريتانيÎncă nu există evaluări
- TP AccessDocument2 paginiTP AccessOmar OughzalÎncă nu există evaluări
- Série de Révision2 (DR) (Corrigé)Document6 paginiSérie de Révision2 (DR) (Corrigé)Wagih MrassiÎncă nu există evaluări
- Intégration D'une Pompe À Chaleur Dans Un Procédé Agroalimentaire - Simulation, Expérimentation Et IntégrationDocument137 paginiIntégration D'une Pompe À Chaleur Dans Un Procédé Agroalimentaire - Simulation, Expérimentation Et Intégrationmonsterh5100% (1)
- td1 RoDocument2 paginitd1 RoAnas BouchikhiÎncă nu există evaluări
- Demarrage Des Moteurs Prof V 2k6Document16 paginiDemarrage Des Moteurs Prof V 2k6havoc2012100% (1)
- Fabrication Du DichlorométhaneDocument2 paginiFabrication Du DichlorométhaneAmi naÎncă nu există evaluări
- CalorimetrieDocument2 paginiCalorimetrieToki Mimi100% (1)
- Vade-Mecum Acheteur Accessoires Levage PDFDocument31 paginiVade-Mecum Acheteur Accessoires Levage PDFX HunterÎncă nu există evaluări
- Introduction A La Thermodynamique PDFDocument139 paginiIntroduction A La Thermodynamique PDFFranklin MendozaÎncă nu există evaluări
- Les Méthodes de MaintenanceDocument3 paginiLes Méthodes de MaintenanceSàmi BmÎncă nu există evaluări
- M. Sow MPC Année Scolaire: 2020-2021 Durée: 2h00min ClasseDocument1 paginăM. Sow MPC Année Scolaire: 2020-2021 Durée: 2h00min ClasseNdeye diama Diop100% (1)
- Eval 1 - 3e - BaremeDocument4 paginiEval 1 - 3e - BaremeemmanuelcreantorÎncă nu există evaluări
- Travail Et Energie Cinetique Exercices Non Corriges 7Document3 paginiTravail Et Energie Cinetique Exercices Non Corriges 7Papa SallÎncă nu există evaluări