S-ar putea să vă placă și
- Gasket SealingDocument2 paginiGasket SealingdmbmcmillanÎncă nu există evaluări
- Air Cooled Heat Exchangers - BrochureDocument16 paginiAir Cooled Heat Exchangers - Brochurenorthstarleo100% (1)
- Brochure Oil Water SeparatorDocument4 paginiBrochure Oil Water SeparatornorthstarleoÎncă nu există evaluări
- Specification ChillerDocument28 paginiSpecification Chillermishtinil100% (1)
- Submersible PumpDocument3 paginiSubmersible Pumpeddy brachoÎncă nu există evaluări
- Reciprocating Compressor 11p Vs 618Document4 paginiReciprocating Compressor 11p Vs 618karehmanÎncă nu există evaluări
- EXAMPLE SIZING OWS Calculation Per API 421 PDFDocument1 paginăEXAMPLE SIZING OWS Calculation Per API 421 PDFarnel_ado4412Încă nu există evaluări
- Air Cooled Heat Exchangers - GEA BrochureDocument16 paginiAir Cooled Heat Exchangers - GEA BrochurenorthstarleoÎncă nu există evaluări
- Air Cooled Heat ExchangerDocument26 paginiAir Cooled Heat ExchangerMagesh Kumar90% (10)
- Unit Converter SheetDocument3 paginiUnit Converter SheetAjitesh YelisettyÎncă nu există evaluări
- 08 Welltest EquipmentDocument4 pagini08 Welltest EquipmentdronneÎncă nu există evaluări
- Gas Boot & Oil Storage TankDocument2 paginiGas Boot & Oil Storage TankNISHANTHÎncă nu există evaluări
- Overview: Oil & Gas Industries,: Upstream Production Facilities (FSF/FPF/CPF)Document49 paginiOverview: Oil & Gas Industries,: Upstream Production Facilities (FSF/FPF/CPF)abdulzahra100% (1)
- HAT Horiz Vessel VolDocument1 paginăHAT Horiz Vessel VolAnonymous JWI6rqtÎncă nu există evaluări
- Example Sizing Ows Calculation Per API 421Document13 paginiExample Sizing Ows Calculation Per API 421arnel_ado4412Încă nu există evaluări
- Cpi O&m ManualDocument36 paginiCpi O&m Manualprasad336Încă nu există evaluări
- Gas Iso Quality ManualDocument44 paginiGas Iso Quality ManualAkicaÎncă nu există evaluări
- Api Oil Water Separator 2020Document6 paginiApi Oil Water Separator 2020vsdfsd258Încă nu există evaluări
- Api Oil Water Separators 2013Document6 paginiApi Oil Water Separators 2013adalcayde2514Încă nu există evaluări
- Guides For Storage Tanks Nozzles Orientation - LinkedInDocument5 paginiGuides For Storage Tanks Nozzles Orientation - LinkedInragulÎncă nu există evaluări
- Compressor Calculations: Polytropic CalculationDocument1 paginăCompressor Calculations: Polytropic CalculationChirag DarjiÎncă nu există evaluări
- Pro Cip ManualDocument7 paginiPro Cip Manualmanue2912Încă nu există evaluări
- PumpWorks Broshure API 610 OH2Document6 paginiPumpWorks Broshure API 610 OH2cavillalobosbÎncă nu există evaluări
- Separator Vessel: Ms. Shreya SahajpalDocument6 paginiSeparator Vessel: Ms. Shreya SahajpalShreya Sahajpal KaushalÎncă nu există evaluări
- Oil Water SeparatorDocument4 paginiOil Water SeparatorrizkiÎncă nu există evaluări
- Avk Saudi National Price ListDocument46 paginiAvk Saudi National Price Listjanpaul2481Încă nu există evaluări
- Selecting The Best Slurry Pump For Specific Operating ConditionsDocument9 paginiSelecting The Best Slurry Pump For Specific Operating ConditionssmendozaÎncă nu există evaluări
- Oil Water Sep Design ArmyDocument9 paginiOil Water Sep Design ArmyJose A. Marti100% (1)
- API Separator and Waste WaterDocument5 paginiAPI Separator and Waste Waterbctian2004Încă nu există evaluări
- Separator Design MethodologyDocument19 paginiSeparator Design Methodologyromdhan88100% (1)
- Api Oil Water Separator Discussion PDFDocument4 paginiApi Oil Water Separator Discussion PDFAhmed Moustafa100% (1)
- What Are The Difference Between PSV and PRV?Document2 paginiWhat Are The Difference Between PSV and PRV?Kyrie AbayaÎncă nu există evaluări
- Ambient Crude Oil StorageDocument13 paginiAmbient Crude Oil StorageSrihari KodimelaÎncă nu există evaluări
- Centrifugal Pump Troubleshooting ChecklistDocument8 paginiCentrifugal Pump Troubleshooting Checklistab_s5036Încă nu există evaluări
- Basic Industrial Wastewater Treatment WorkshopDocument94 paginiBasic Industrial Wastewater Treatment Workshophenry_tan5328Încă nu există evaluări
- API Oil Water Separator DiscussionDocument4 paginiAPI Oil Water Separator DiscussionArun Kumar100% (1)
- ChecklistDocument2 paginiChecklistdassayevÎncă nu există evaluări
- The Difference Between API, DIN, IsO, ASME PumpsDocument1 paginăThe Difference Between API, DIN, IsO, ASME PumpstoicantailieunhatÎncă nu există evaluări
- Smith Meter VDR Vertical Deaerator SpecificationsDocument8 paginiSmith Meter VDR Vertical Deaerator SpecificationsClarkFedele27Încă nu există evaluări
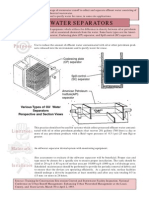
- IL Ater Eparators: Chapter 5: Oil/Water SeparatorsDocument16 paginiIL Ater Eparators: Chapter 5: Oil/Water SeparatorssksghÎncă nu există evaluări
- Den Con CatalogDocument36 paginiDen Con Catalogbaskaran vÎncă nu există evaluări
- AgitatorDocument8 paginiAgitatorMugesh KannaÎncă nu există evaluări
- IIT-Intake and Exhaust Manifold DesignDocument28 paginiIIT-Intake and Exhaust Manifold DesignVasudev GuptaÎncă nu există evaluări
- Coke Slurry PresentationDocument27 paginiCoke Slurry PresentationAnupam VermaÎncă nu există evaluări
- How Pump Speed and Impeller Diameter Affect NPSHRDocument2 paginiHow Pump Speed and Impeller Diameter Affect NPSHRdk4monjure100% (3)
- 08 Subsurface Sucker-Rod Pumps PDFDocument10 pagini08 Subsurface Sucker-Rod Pumps PDFBanda ClaretÎncă nu există evaluări
- BB1 Vs BB2Document1 paginăBB1 Vs BB2bomthanhphuÎncă nu există evaluări
- Volumetric Efficiency of CompressorDocument3 paginiVolumetric Efficiency of CompressorPeshala Gamage100% (2)
- Sihi Pompa LPG API 610Document1 paginăSihi Pompa LPG API 610Andry RimanovÎncă nu există evaluări
- Orifice Plate Sizing Calculation Using A New Labview TechniqueDocument6 paginiOrifice Plate Sizing Calculation Using A New Labview TechniquesyamsulÎncă nu există evaluări
- Sec.6 - Class C Heat ExchangerDocument33 paginiSec.6 - Class C Heat ExchangerAgung Dewandaru MahatmantoÎncă nu există evaluări
- VGS Vane Separators Are Recommended ForDocument1 paginăVGS Vane Separators Are Recommended ForSanthu PeelaÎncă nu există evaluări
- Process Industry Practices Machinery: Pip Resp73V Application of ASME B73.2 - 2003Document31 paginiProcess Industry Practices Machinery: Pip Resp73V Application of ASME B73.2 - 2003m4metzÎncă nu există evaluări
- Restrictive Orifice Straight Run RequirementDocument2 paginiRestrictive Orifice Straight Run RequirementAbbasÎncă nu există evaluări
- Separator Sizing - PPTDocument21 paginiSeparator Sizing - PPTD K SÎncă nu există evaluări
- Top Entry Mixer Features For EkatoDocument2 paginiTop Entry Mixer Features For EkatoShankarÎncă nu există evaluări
- 14 Draw Off Nozzle Hydraulics PDFDocument12 pagini14 Draw Off Nozzle Hydraulics PDFMohsin EhsanÎncă nu există evaluări
- Problemas Resueltos PipephaseDocument15 paginiProblemas Resueltos PipephasealixheraÎncă nu există evaluări
- Cameron Ball ValvesDocument31 paginiCameron Ball ValvesJosé Roberto Alejo MirandaÎncă nu există evaluări
- API Separators - The Workhorse of Refinery Wastewater Treatment SystemsDocument8 paginiAPI Separators - The Workhorse of Refinery Wastewater Treatment SystemsAntoÎncă nu există evaluări
- API Separators Article SolutionsDocument8 paginiAPI Separators Article SolutionsRenalyn TorioÎncă nu există evaluări
- US Army AED Design Requirements - Oil-Water Separator - Mar - 09Document8 paginiUS Army AED Design Requirements - Oil-Water Separator - Mar - 09decio ventura rodrigues miraÎncă nu există evaluări
- Lit Ows Agows BrochureDocument8 paginiLit Ows Agows BrochureNeera JainÎncă nu există evaluări
- Hydraulic Flushing Rolls RoyseDocument4 paginiHydraulic Flushing Rolls RoysemsmldxbÎncă nu există evaluări
- TripAdvisor: Read Reviews, Compare Prices & BookDocument4 paginiTripAdvisor: Read Reviews, Compare Prices & BooknorthstarleoÎncă nu există evaluări
- The Twin-Saddle Support of Horizontal Multi-Layered GRP VesselsDocument1 paginăThe Twin-Saddle Support of Horizontal Multi-Layered GRP VesselsnorthstarleoÎncă nu există evaluări
- Steam TracingDocument45 paginiSteam Tracingwylie01Încă nu există evaluări
- Nikkiso Pumps Installation ExamplesDocument1 paginăNikkiso Pumps Installation ExamplesnorthstarleoÎncă nu există evaluări
- GO Train ScheduleDocument1 paginăGO Train SchedulenorthstarleoÎncă nu există evaluări
- Insert Bonded Metal CombinationsDocument1 paginăInsert Bonded Metal CombinationsnorthstarleoÎncă nu există evaluări
- FVC CatalogDocument1 paginăFVC CatalognorthstarleoÎncă nu există evaluări
- Material Specifications: P-No. / Group No. Nominal Steel Designation Forgings Wrought Fittings Pipe Plate RemarksDocument1 paginăMaterial Specifications: P-No. / Group No. Nominal Steel Designation Forgings Wrought Fittings Pipe Plate RemarksSIVAPATHASEKARAN100% (2)
- Pages From Create DemoDocument1 paginăPages From Create DemonorthstarleoÎncă nu există evaluări