
S-ar putea să vă placă și
- Annu BarDocument136 paginiAnnu BarsaadashfaqÎncă nu există evaluări
- Designing and Drawing PropellerDocument4 paginiDesigning and Drawing Propellercumpio425428100% (1)
- Hydrogen and Syngas Production and Purification TechnologiesDe la EverandHydrogen and Syngas Production and Purification TechnologiesÎncă nu există evaluări
- Concrete Specification (BS8500)Document3 paginiConcrete Specification (BS8500)teh100% (1)
- Exponential Smoothing - The State of The ArtDocument28 paginiExponential Smoothing - The State of The ArtproluvieslacusÎncă nu există evaluări
- Section 04 - FractionationDocument112 paginiSection 04 - FractionationsaadashfaqÎncă nu există evaluări
- NH3 Process DescriptionDocument8 paginiNH3 Process DescriptionMusa KaleemÎncă nu există evaluări
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 paginiCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rÎncă nu există evaluări
- Etextbook PDF For Pharmacology Connections To Nursing Practice 3rd EditionDocument61 paginiEtextbook PDF For Pharmacology Connections To Nursing Practice 3rd Editionkarla.woodruff22798% (45)
- A Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyDocument11 paginiA Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyNova Ariston100% (2)
- HTCR Vs HTERDocument7 paginiHTCR Vs HTERlaquetengoÎncă nu există evaluări
- 2000 Development of The ACES 21 ProcessDocument17 pagini2000 Development of The ACES 21 ProcessTTaddictÎncă nu există evaluări
- Ammonia CrackerDocument2 paginiAmmonia CrackerPuneet Kumar SharmaÎncă nu există evaluări
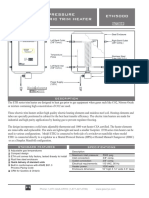
- Trim Heater PDFDocument2 paginiTrim Heater PDFsaadashfaq100% (1)
- Distillation DesignDocument30 paginiDistillation Designfdc20062340100% (2)
- Crude Oil Distillation: Course: Chemical Technology (Organic) Module VIDocument10 paginiCrude Oil Distillation: Course: Chemical Technology (Organic) Module VIapi-256504985Încă nu există evaluări
- Ammonia and Urea Production PDFDocument10 paginiAmmonia and Urea Production PDFئارام ناصح محمد حسێنÎncă nu există evaluări
- Guideline - Research ProposalDocument38 paginiGuideline - Research ProposalRASÎncă nu există evaluări
- Vis BreakingDocument21 paginiVis BreakingAhmed Hassan RashedÎncă nu există evaluări
- Lightning Protection Measures NewDocument9 paginiLightning Protection Measures NewjithishÎncă nu există evaluări
- Gbhe Ammonia Co2 Removal Systems WSV PDFDocument20 paginiGbhe Ammonia Co2 Removal Systems WSV PDFAaserElkenanyÎncă nu există evaluări
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Document11 pagini"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Alfonso BlancoÎncă nu există evaluări
- T Basak AromaticsDocument41 paginiT Basak AromaticsDP PurwadiÎncă nu există evaluări
- Section 06 - PumpsDocument28 paginiSection 06 - Pumpssaadashfaq100% (1)
- Reactor Kinetics of Urea Formation: November 2015Document21 paginiReactor Kinetics of Urea Formation: November 2015Javiera MellaÎncă nu există evaluări
- Q1 Catalyst CatastrophesDocument6 paginiQ1 Catalyst CatastrophesGhulam RasoolÎncă nu există evaluări
- Ammonia Energy - EfficiencyDocument4 paginiAmmonia Energy - Efficiencyanupam01013787Încă nu există evaluări
- Catalytic Answer To A Steam Cracking Challenge-EnglishDocument5 paginiCatalytic Answer To A Steam Cracking Challenge-EnglishRavishankar SÎncă nu există evaluări
- Feasibilty For The ProjectDocument18 paginiFeasibilty For The ProjectRana UzairÎncă nu există evaluări
- A200 Amine System English A4 PDFDocument4 paginiA200 Amine System English A4 PDFMuhammad ZubairÎncă nu există evaluări
- 160kW SOFT STARTER - TAP HOLE 1Document20 pagini160kW SOFT STARTER - TAP HOLE 1Ankit Uttam0% (1)
- Ammonia TechnologyDocument13 paginiAmmonia TechnologyMihaela Popescu-NeagoeÎncă nu există evaluări
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocument66 paginiMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtÎncă nu există evaluări
- Coker ArticleDocument6 paginiCoker Articlepersonalmail_20011078100% (1)
- Pump Seal System 1678606054 PDFDocument79 paginiPump Seal System 1678606054 PDFVahidÎncă nu există evaluări
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pagini"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettDocument10 paginiFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruÎncă nu există evaluări
- Steamreforming Typesofreformerdesign 130924133238 Phpapp02Document59 paginiSteamreforming Typesofreformerdesign 130924133238 Phpapp02Mary Scott100% (1)
- GTL TechnologyDocument24 paginiGTL Technologychaitanya_scribd100% (1)
- Ammonias Operator Training GBHDocument57 paginiAmmonias Operator Training GBHGeorge Van BommelÎncă nu există evaluări
- Shell White - VDU UpgradeDocument16 paginiShell White - VDU Upgradesachins1318Încă nu există evaluări
- Process Description of Ammonia PlantDocument12 paginiProcess Description of Ammonia PlantSridharÎncă nu există evaluări
- Four Challenges For Nickel Steam-Reforming CatalystsDocument8 paginiFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- Final ReportDocument46 paginiFinal ReportVarun Gupta100% (1)
- UOP Olefin Production Solutions BrochureDocument2 paginiUOP Olefin Production Solutions BrochureJonas FloresÎncă nu există evaluări
- HTS CatalystDocument16 paginiHTS CatalystMuhammad Junaid100% (1)
- Energy Conservation Within The Kellogg Ammonia ProcessDocument9 paginiEnergy Conservation Within The Kellogg Ammonia ProcessvolteanuÎncă nu există evaluări
- Operating Manual Ammonia Synthesis Jan 08Document20 paginiOperating Manual Ammonia Synthesis Jan 08Gaurav GuptaÎncă nu există evaluări
- Collodi Ref.9Document4 paginiCollodi Ref.9Josiph BukairÎncă nu există evaluări
- Reformer Sagar PresentationDocument43 paginiReformer Sagar Presentationsagarlambariya123456Încă nu există evaluări
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDocument12 paginiGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rÎncă nu există evaluări
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGDocument21 pagini3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- Shift Conversion OperationDocument26 paginiShift Conversion OperationMuhammad JunaidÎncă nu există evaluări
- Ammonia Synthesis ConverterDocument26 paginiAmmonia Synthesis ConverterKvspavan Kumar100% (1)
- By Product in Ammonia Plant PDFDocument12 paginiBy Product in Ammonia Plant PDFMd. Imran HossainÎncă nu există evaluări
- Uop Benfield Datasheet PDFDocument2 paginiUop Benfield Datasheet PDFArya YudistiraÎncă nu există evaluări
- Ammonia The Next StepDocument11 paginiAmmonia The Next StepmuralleroÎncă nu există evaluări
- TSPenex ProcessDocument2 paginiTSPenex Processstavros7100% (1)
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 paginiNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rÎncă nu există evaluări
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODocument7 paginiDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniÎncă nu există evaluări
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 paginiAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuÎncă nu există evaluări
- Steam Reforming Carbon FormationDocument26 paginiSteam Reforming Carbon FormationBilalÎncă nu există evaluări
- Documents - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront EndDocument28 paginiDocuments - Pub - Front End Selective Hydrogenation Catalysts Enhance 2 1200 DR Wolffront Endnafees ahmadÎncă nu există evaluări
- Claus ProcessDocument6 paginiClaus ProcessRafi AlgawiÎncă nu există evaluări
- Choosing A Selective Hydrogenation SystemDocument9 paginiChoosing A Selective Hydrogenation SystemrizaherÎncă nu există evaluări
- Sintering The Main Cause of DeactivationDocument2 paginiSintering The Main Cause of DeactivationCai ZiminÎncă nu există evaluări
- Presentation 2Document19 paginiPresentation 2Muhammad NaeemÎncă nu există evaluări
- Ud He TechnologyDocument16 paginiUd He TechnologyBejavada Suresh100% (1)
- Kurita Mitigating Coke FormationDocument3 paginiKurita Mitigating Coke FormationMarcelÎncă nu există evaluări
- 2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsDocument32 pagini2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsIvonneÎncă nu există evaluări
- Khan and Ahmed, Risk Management in Islamic Financial IndustryDocument195 paginiKhan and Ahmed, Risk Management in Islamic Financial IndustryMuhammad Arief Billah100% (4)
- Razali 2011 Review of The Literature On Enterprise Risk ManagementDocument9 paginiRazali 2011 Review of The Literature On Enterprise Risk ManagementsaadashfaqÎncă nu există evaluări
- AGA Report 9 - USM, 2nd Edition, April 2007 PDFDocument109 paginiAGA Report 9 - USM, 2nd Edition, April 2007 PDFAnderson Widmer Morales VillarrealÎncă nu există evaluări
- Income Tax Return E-Filing Guide (Salaried) - 2009Document16 paginiIncome Tax Return E-Filing Guide (Salaried) - 2009Zohaib HussainÎncă nu există evaluări
- Amine Thermal DegradationDocument1 paginăAmine Thermal DegradationsaadashfaqÎncă nu există evaluări
- Example Calculations and FormsDocument41 paginiExample Calculations and FormssaadashfaqÎncă nu există evaluări
- Check List - IfADocument1 paginăCheck List - IfAsaadashfaqÎncă nu există evaluări
- Mellapak 250Document5 paginiMellapak 250saadashfaqÎncă nu există evaluări
- Alternate Energy BiodieselDocument59 paginiAlternate Energy BiodieselMalik AbubakrÎncă nu există evaluări
- Example Calculations and FormsDocument41 paginiExample Calculations and FormssaadashfaqÎncă nu există evaluări
- Design Relief Vent FinalDocument15 paginiDesign Relief Vent FinalshamoojeeÎncă nu există evaluări
- Pakistan's Power Sector UpdateDocument18 paginiPakistan's Power Sector UpdatesaadashfaqÎncă nu există evaluări
- Bell CurveDocument3 paginiBell CurvesaadashfaqÎncă nu există evaluări
- Bell CurveDocument3 paginiBell CurvesaadashfaqÎncă nu există evaluări
- CalcormonoxidoDocument3 paginiCalcormonoxidomartin_2104Încă nu există evaluări
- Ias 12Document4 paginiIas 12saadashfaqÎncă nu există evaluări
- Amine Thermal DegradationDocument1 paginăAmine Thermal DegradationsaadashfaqÎncă nu există evaluări
- Pakistan State Oil: SecuritiesDocument16 paginiPakistan State Oil: SecuritiesAmmad SheikhÎncă nu există evaluări
- Hbulletin Flat Type Glass Level GaugesDocument3 paginiHbulletin Flat Type Glass Level GaugessaadashfaqÎncă nu există evaluări
- Accounting For Merchandising ActivitiesDocument45 paginiAccounting For Merchandising ActivitiessaadashfaqÎncă nu există evaluări
- Income Tax New Payment Sections TemplateDocument2 paginiIncome Tax New Payment Sections TemplatesaadashfaqÎncă nu există evaluări
- PSAdsorptionDocument19 paginiPSAdsorptionsaadashfaqÎncă nu există evaluări
- Allied Materials CaseDocument5 paginiAllied Materials CasesaadashfaqÎncă nu există evaluări
- Research Experiments: Adnan ZafarDocument4 paginiResearch Experiments: Adnan ZafarsaadashfaqÎncă nu există evaluări
- 35 Electrical Safety SamanDocument32 pagini35 Electrical Safety SamanSaman Sri Ananda RajapaksaÎncă nu există evaluări
- ET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsDocument5 paginiET4254 Communications and Networking 1 - Tutorial Sheet 3 Short QuestionsMichael LeungÎncă nu există evaluări
- PreviewpdfDocument29 paginiPreviewpdfSoemarlan ErlanÎncă nu există evaluări
- Openvpn ReadmeDocument7 paginiOpenvpn Readmefzfzfz2014Încă nu există evaluări
- IOT Architecture IIDocument29 paginiIOT Architecture IIfaisul faryÎncă nu există evaluări
- 21 Tara Mantra-Wps OfficeDocument25 pagini21 Tara Mantra-Wps OfficeAlteo FallaÎncă nu există evaluări
- Galman V PamaranDocument7 paginiGalman V PamaranChow Momville EstimoÎncă nu există evaluări
- Operating Instructions: HTL-PHP Air Torque PumpDocument38 paginiOperating Instructions: HTL-PHP Air Torque PumpvankarpÎncă nu există evaluări
- Summative Reflection CommDocument5 paginiSummative Reflection Commapi-546460750Încă nu există evaluări
- Tyler Nugent ResumeDocument3 paginiTyler Nugent Resumeapi-315563616Încă nu există evaluări
- 105 2Document17 pagini105 2Diego TobrÎncă nu există evaluări
- Possessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Document1 paginăPossessive Determiners: A. 1. A) B) C) 2. A) B) C) 3. A) B) C) 4. A) B) C) 5. A) B) C) 6. A) B) C) 7. A) B) C)Manuela Marques100% (1)
- Computer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Document19 paginiComputer System Servicing 1 NC-II MODULE 8A (Second Semester: Week 6 - 7)Carl John GomezÎncă nu există evaluări
- Measurement and Scaling Techniques1Document42 paginiMeasurement and Scaling Techniques1Ankush ChaudharyÎncă nu există evaluări
- Benefits and Limitations of BEPDocument2 paginiBenefits and Limitations of BEPAnishaAppuÎncă nu există evaluări
- SDN Van NotesDocument26 paginiSDN Van Notesmjsmith11Încă nu există evaluări
- Bgrim 1q2022Document56 paginiBgrim 1q2022Dianne SabadoÎncă nu există evaluări
- [18476228 - Organization, Technology and Management in Construction_ an International Journal] Adaptive Reuse_ an Innovative Approach for Generating Sustainable Values for Historic Buildings in Developing CountriesDocument15 pagini[18476228 - Organization, Technology and Management in Construction_ an International Journal] Adaptive Reuse_ an Innovative Approach for Generating Sustainable Values for Historic Buildings in Developing Countrieslohithsarath bethalaÎncă nu există evaluări
- STS Module 11Document64 paginiSTS Module 11Desiree GalletoÎncă nu există evaluări
- Advocacy Firm Business Plan by SlidesgoDocument40 paginiAdvocacy Firm Business Plan by SlidesgoirinaÎncă nu există evaluări
- Duo Interpretation Class PresentationDocument31 paginiDuo Interpretation Class PresentationPlanetSparkÎncă nu există evaluări
- LEMBAR JAWABAN CH.10 (Capital Budgeting Techniques)Document4 paginiLEMBAR JAWABAN CH.10 (Capital Budgeting Techniques)Cindy PÎncă nu există evaluări













































































































![[18476228 - Organization, Technology and Management in Construction_ an International Journal] Adaptive Reuse_ an Innovative Approach for Generating Sustainable Values for Historic Buildings in Developing Countries](https://imgv2-1-f.scribdassets.com/img/document/422064728/149x198/344a5742a7/1565947342?v=1)



