S-ar putea să vă placă și
- Laser Gases BrochureDocument16 paginiLaser Gases Brochuremahd6Încă nu există evaluări
- AA V2 I2 Learning To Work With Workbench PDFDocument2 paginiAA V2 I2 Learning To Work With Workbench PDFDr-Alaa HashimÎncă nu există evaluări
- WB AqwaDocument0 paginiWB Aqwamahd6Încă nu există evaluări
- ContactDeflts Sum04Document4 paginiContactDeflts Sum04mahd6Încă nu există evaluări
- Ansys Install in NotebookDocument0 paginiAnsys Install in Notebookmahd6Încă nu există evaluări
- AnsysWorkbench11 BracketDocument9 paginiAnsysWorkbench11 BracketKaliya PerumalÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Source: Deped Science 8 Teacher'S Guide P.80Document2 paginiSource: Deped Science 8 Teacher'S Guide P.80Dabe Genesis Ligalig100% (1)
- Assignment in MechanicsDocument4 paginiAssignment in MechanicsMarvin Bryant MedinaÎncă nu există evaluări
- 2011 Trial Physics AnswersDocument27 pagini2011 Trial Physics AnswersGeorgeÎncă nu există evaluări
- TMDDocument12 paginiTMDSeth FerraraÎncă nu există evaluări
- Problems THDocument26 paginiProblems THDaniel Bogdan DincaÎncă nu există evaluări
- Course2-Point Mass Dynamics & Aerodynamic Thrust Forces PDFDocument32 paginiCourse2-Point Mass Dynamics & Aerodynamic Thrust Forces PDFAmartistÎncă nu există evaluări
- Module 4-Mechanics: CollisionsDocument32 paginiModule 4-Mechanics: CollisionsHead LightÎncă nu există evaluări
- Overview of ABAQUS ExplicitDocument11 paginiOverview of ABAQUS Explicittone_n_tune100% (1)
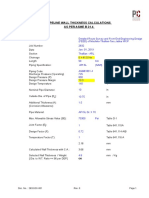
- PIPECALC ASME B31.4 - Rev 2Document24 paginiPIPECALC ASME B31.4 - Rev 2Mohsin RazaÎncă nu există evaluări
- Dynamic, Absolute and Kinematic ViscosityDocument4 paginiDynamic, Absolute and Kinematic ViscosityzahoorÎncă nu există evaluări
- Kanis MethodDocument18 paginiKanis MethodAbhishekSreekumar100% (2)
- 714b0061 Rev 11 - Sensor Guide PDFDocument15 pagini714b0061 Rev 11 - Sensor Guide PDFGustavo TancoÎncă nu există evaluări
- GEOL - 3003 - Lecture 3 4 Rheology PDFDocument66 paginiGEOL - 3003 - Lecture 3 4 Rheology PDFMohammed HarrasiÎncă nu există evaluări
- Solidworks Simulation Premiun DYNAMICSDocument142 paginiSolidworks Simulation Premiun DYNAMICSTarcio TomÎncă nu există evaluări
- Chapter 3 Rigid BodyDocument21 paginiChapter 3 Rigid BodyimfendiÎncă nu există evaluări
- BABASAHIN KO Ejder PDFDocument167 paginiBABASAHIN KO Ejder PDFRyan Joseph QuebrarÎncă nu există evaluări
- Maurer Seismic Isolation Systems With Lead Rubber Bearings (LRB)Document9 paginiMaurer Seismic Isolation Systems With Lead Rubber Bearings (LRB)BogdanBÎncă nu există evaluări
- VVVDocument108 paginiVVVapi-19827675Încă nu există evaluări
- Assembling The Global Stiffness MatrixDocument8 paginiAssembling The Global Stiffness MatrixsameerÎncă nu există evaluări
- 9A21601 Flight Mechanics - IIDocument4 pagini9A21601 Flight Mechanics - IIsivabharathamurthyÎncă nu există evaluări
- Optimization of MicrochannelDocument21 paginiOptimization of MicrochannelAnkit LonareÎncă nu există evaluări
- C3c-Work and Energy MC Practice Problems-ANSWERSDocument2 paginiC3c-Work and Energy MC Practice Problems-ANSWERSJaffethAvendañoÎncă nu există evaluări
- Paper TowerDocument15 paginiPaper TowerJoshua VirtucioÎncă nu există evaluări
- Tensors, Stress, Strain, ElasticityDocument10 paginiTensors, Stress, Strain, ElasticitySiti Cweety MarryÎncă nu există evaluări
- Lesson 1 Work1Document6 paginiLesson 1 Work1EmilyÎncă nu există evaluări
- Edexcel GCSE (9-1) Physics SP4 Waves Test With Mark Scheme 16 - 17Document16 paginiEdexcel GCSE (9-1) Physics SP4 Waves Test With Mark Scheme 16 - 17Paul Burgess93% (30)
- Numerical Methods in Termal Zvonko Radmi 2011Document7 paginiNumerical Methods in Termal Zvonko Radmi 2011Zvonko DamnjanovicÎncă nu există evaluări
- Chapter 17 Thermodynamics KeyDocument5 paginiChapter 17 Thermodynamics KeyJanzelle BorbonÎncă nu există evaluări
- Gantry CraneDocument31 paginiGantry CraneWaheed Ahmad100% (1)