S-ar putea să vă placă și
- Actividad 2 Caso MonarkDocument49 paginiActividad 2 Caso MonarkErick Vera100% (1)
- GDE2011-Caso Monark - ProblemasDocument16 paginiGDE2011-Caso Monark - ProblemasJesus Gomez SuyonÎncă nu există evaluări
- Caso Biblicletas MONARKDocument24 paginiCaso Biblicletas MONARKFernando AloNsoÎncă nu există evaluări
- Planificación producción bicicletas MonarkDocument49 paginiPlanificación producción bicicletas MonarkPablo Cesar100% (2)
- Caso Monark Parte 1Document21 paginiCaso Monark Parte 1craft_12_12533% (3)
- Final MonografiaDocument28 paginiFinal MonografiaDiana Parra SalazarÎncă nu există evaluări
- Empresa DinetDocument19 paginiEmpresa DinetWilliamCiriacoÎncă nu există evaluări
- Clase Pronostico de La DemandaDocument19 paginiClase Pronostico de La DemandaCarlos Armando Aguilar DinisÎncă nu există evaluări
- Táper's biodegradables-GESTIÓN LOGÍSTICADocument74 paginiTáper's biodegradables-GESTIÓN LOGÍSTICAKaEs GopeÎncă nu există evaluări
- Ejercicios Data Maestra Calculo Del Rop 2021Document5 paginiEjercicios Data Maestra Calculo Del Rop 2021AlexÎncă nu există evaluări
- Village VolvoDocument2 paginiVillage VolvoHarold Coila ChacónÎncă nu există evaluări
- Tarea 3Document17 paginiTarea 3ATUNCAR AVALOS FRANK ALEXANDERÎncă nu există evaluări
- Billy GinDocument19 paginiBilly Ginsmileforme20Încă nu există evaluări
- Milliken and CompanyDocument1 paginăMilliken and CompanyNorman Gerardo Galeas FigueroaÎncă nu există evaluări
- 2do. Estudio Sobre La Situacion Del Supply Chain Management en El PeruDocument17 pagini2do. Estudio Sobre La Situacion Del Supply Chain Management en El PeruEdgardo Koqui Inocente GavilanÎncă nu există evaluări
- Bayfield Mud CompanyDocument3 paginiBayfield Mud CompanyJonathan Figueroa PeñarrietaÎncă nu există evaluări
- Caso Jorge Marbell LogisticaDocument6 paginiCaso Jorge Marbell LogisticajosephÎncă nu există evaluări
- Embotelladora San Miguel Del SurDocument23 paginiEmbotelladora San Miguel Del SurCamilaRodriguezCarrilloÎncă nu există evaluări
- Organizacion Yobel 10abril2013 0415Document83 paginiOrganizacion Yobel 10abril2013 0415Marf Anerol100% (2)
- U1 PL Parte 1 201602Document4 paginiU1 PL Parte 1 201602Howk RiosÎncă nu există evaluări
- Problema 3Document5 paginiProblema 3Alejandro TrejoÎncă nu există evaluări
- Ventajas de Los Sistemas de Preparación de Pedidos "Producto A Hombre"Document2 paginiVentajas de Los Sistemas de Preparación de Pedidos "Producto A Hombre"Juli SurberÎncă nu există evaluări
- Ejercicio Caso DMI LimpioDocument5 paginiEjercicio Caso DMI LimpioMiguel HidalgoÎncă nu există evaluări
- Sistema de Automatización Neumática en La Avicultura ProyectoDocument14 paginiSistema de Automatización Neumática en La Avicultura ProyectoJose Migue Osorio TelloÎncă nu există evaluări
- JIT A Empresa Metal MecanicaDocument8 paginiJIT A Empresa Metal MecanicaFrank Yorck Balbin Perez100% (1)
- Caso - Clínica Suizo PeruanaDocument10 paginiCaso - Clínica Suizo PeruanaDiana Saavedra SilvaÎncă nu există evaluări
- Mejora procesos YM PlasticsDocument22 paginiMejora procesos YM PlasticsClaudia Karim CSÎncă nu există evaluări
- Taller IDocument5 paginiTaller Idaisy_jalsÎncă nu există evaluări
- Trabajo Final 4 Supply ChainDocument5 paginiTrabajo Final 4 Supply ChainDavid Mendoza BravoÎncă nu există evaluări
- TAFDERCODocument14 paginiTAFDERCOPAUL MARTIN MOSCO CASASÎncă nu există evaluări
- Sesion 6 - Unidad 2 - Despliegue de La Función de La Calidad QFD - Sist Integrados de La Calidad - 2021-1Document27 paginiSesion 6 - Unidad 2 - Despliegue de La Función de La Calidad QFD - Sist Integrados de La Calidad - 2021-1Paolo Chavez CernaÎncă nu există evaluări
- Administración de la cadena de suministro de empresa textil peruanaDocument15 paginiAdministración de la cadena de suministro de empresa textil peruanaKatherine HuffÎncă nu există evaluări
- Efe PinkberryDocument2 paginiEfe PinkberrySaidy CespedesÎncă nu există evaluări
- Guia de Examen CSDocument7 paginiGuia de Examen CSAlberto GarciaÎncă nu există evaluări
- GLOBAL BIKE - Breve ResumenDocument4 paginiGLOBAL BIKE - Breve ResumenRoberto AmpueroÎncă nu există evaluări
- PDF Inventario Inca Kola - CompressDocument4 paginiPDF Inventario Inca Kola - CompressNilson RamirezÎncă nu există evaluări
- España - Hoja de Devoluciones PDFDocument1 paginăEspaña - Hoja de Devoluciones PDFbeaÎncă nu există evaluări
- Iop 2Document7 paginiIop 2Guevara Martinez JordanÎncă nu există evaluări
- Trabajo de Materiales y ManufacturaDocument24 paginiTrabajo de Materiales y ManufacturaNathaly HuamanÎncă nu există evaluări
- Fabrica IdealDocument1 paginăFabrica IdealKevyn Chavez NavarroÎncă nu există evaluări
- Trabajo Final Mercadotecnia...Document44 paginiTrabajo Final Mercadotecnia...JESSICA RAMONÎncă nu există evaluări
- Círculos de Calidad y su importanciaDocument41 paginiCírculos de Calidad y su importanciaCarlos Campos CamavilcaÎncă nu există evaluări
- GUIA 1 Información y Decisiones de MercadoDocument7 paginiGUIA 1 Información y Decisiones de MercadosÎncă nu există evaluări
- t3 Grupo 20 Simsis Trabajo t3 de Simulacion de SistemasDocument28 paginit3 Grupo 20 Simsis Trabajo t3 de Simulacion de SistemasSarela CastilloÎncă nu există evaluări
- Grupo 7 - S&opDocument5 paginiGrupo 7 - S&opNataliaVargasÎncă nu există evaluări
- Caso 11Document7 paginiCaso 11David JoelÎncă nu există evaluări
- Análisis estratégico ArtescoDocument8 paginiAnálisis estratégico ArtescoCesarZumina100% (1)
- Tarea Académica 5 TextoDocument2 paginiTarea Académica 5 TextoLimtec InstalacionesÎncă nu există evaluări
- Gestión de Cadena de SuministroDocument6 paginiGestión de Cadena de SuministroJhonnyÎncă nu există evaluări
- Caso XYZ - DanielDocument4 paginiCaso XYZ - DanielDaniel Perez LescanoÎncă nu există evaluări
- Proyecto AnteriorDocument4 paginiProyecto AnteriorJohn Fernandao Salazar PardoÎncă nu există evaluări
- 1 Examen Soi 2021 1 PDFDocument3 pagini1 Examen Soi 2021 1 PDFMauricio Carlos Ramirez PayéÎncă nu există evaluări
- PCP San LorenzoDocument32 paginiPCP San LorenzoEvelyn SierraÎncă nu există evaluări
- C 3 Wall Mart Delivery ServiceDocument8 paginiC 3 Wall Mart Delivery ServiceJosé A. Vásquez Meza0% (1)
- Gestión Del Transporte y Distribución Semana 02 (4048)Document52 paginiGestión Del Transporte y Distribución Semana 02 (4048)Daniella S. MÎncă nu există evaluări
- Actividad 2 - Caso - MonarkDocument51 paginiActividad 2 - Caso - MonarkBruno A Calla TovarÎncă nu există evaluări
- A2010 Caso MonarkADocument17 paginiA2010 Caso MonarkACesar HuamaniÎncă nu există evaluări
- GDE2011 Caso Monark ProblemasDocument16 paginiGDE2011 Caso Monark ProblemasRenato GavilanÎncă nu există evaluări
- PCP 2017i C12 2 PCDocument15 paginiPCP 2017i C12 2 PCJhovanni BM67% (3)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De la EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Evaluare: 5 din 5 stele5/5 (1)
- Tercera Practica Calificada de Diseño 2Document6 paginiTercera Practica Calificada de Diseño 2Jhon Choquehuanca BenegasÎncă nu există evaluări
- Tercera Practica Calificada de Diseño 2Document6 paginiTercera Practica Calificada de Diseño 2Jhon Choquehuanca BenegasÎncă nu există evaluări
- Electro Tec NiaDocument1 paginăElectro Tec NiaJhon Choquehuanca BenegasÎncă nu există evaluări
- Diagrama de IshikawaDocument17 paginiDiagrama de IshikawaJhon Choquehuanca BenegasÎncă nu există evaluări
- Practica N°10 de SoldaduraDocument21 paginiPractica N°10 de SoldaduraJhon Choquehuanca BenegasÎncă nu există evaluări
- Derecho Adm PDFDocument231 paginiDerecho Adm PDFJhon Choquehuanca BenegasÎncă nu există evaluări
- Detección Fallas Máquinas IndustriaDocument3 paginiDetección Fallas Máquinas IndustriaJhon Choquehuanca BenegasÎncă nu există evaluări
- Diseño Bombas CentrifugasDocument436 paginiDiseño Bombas CentrifugasJhon Choquehuanca BenegasÎncă nu există evaluări
- Procesos SoldaduraDocument8 paginiProcesos SoldaduraJhon Choquehuanca BenegasÎncă nu există evaluări
- Electro Tec NiaDocument1 paginăElectro Tec NiaJhon Choquehuanca BenegasÎncă nu există evaluări
- Circuito ElectricoDocument6 paginiCircuito ElectricoJhon Choquehuanca BenegasÎncă nu există evaluări
- Guía Técnica de Operacióny Mantenimiento Debombas CentrífugasDocument11 paginiGuía Técnica de Operacióny Mantenimiento Debombas CentrífugasJhon Choquehuanca BenegasÎncă nu există evaluări
- Costos TR1Document6 paginiCostos TR1Jhon Choquehuanca BenegasÎncă nu există evaluări
- Derecho Administrativo tr2 PDFDocument4 paginiDerecho Administrativo tr2 PDFJhon Choquehuanca BenegasÎncă nu există evaluări
- Indicadores de ProductividadDocument17 paginiIndicadores de ProductividadJhon Choquehuanca Benegas100% (2)
- Indicadores de ProductividadDocument17 paginiIndicadores de ProductividadJhon Choquehuanca Benegas100% (2)
- Informatica Aplicada Ii TR1Document5 paginiInformatica Aplicada Ii TR1Jhon Choquehuanca BenegasÎncă nu există evaluări
- Ado TR2Document13 paginiAdo TR2Jhon Choquehuanca Benegas64% (22)
- Informatica Aplicada Ii TR1Document5 paginiInformatica Aplicada Ii TR1Jhon Choquehuanca BenegasÎncă nu există evaluări
- Informatica Aplicada Ii TR1Document5 paginiInformatica Aplicada Ii TR1Jhon Choquehuanca BenegasÎncă nu există evaluări
- MOTIVACIONDocument2 paginiMOTIVACIONJhon Choquehuanca BenegasÎncă nu există evaluări
- Informatica Aplicada Ii TR1Document5 paginiInformatica Aplicada Ii TR1Jhon Choquehuanca BenegasÎncă nu există evaluări
- ANEXO - La RectaDocument18 paginiANEXO - La RectaJhon Choquehuanca BenegasÎncă nu există evaluări
- Geometria 2Document2 paginiGeometria 2Jhon Choquehuanca BenegasÎncă nu există evaluări
- Rocas IgneasDocument20 paginiRocas IgneasJM MalagaÎncă nu există evaluări
- Informe de Produccion 16ago17.Document2 paginiInforme de Produccion 16ago17.Jhon Choquehuanca BenegasÎncă nu există evaluări
- G932Document2 paginiG932Jhon Choquehuanca BenegasÎncă nu există evaluări
- Magmatismo y VulcanismoDocument18 paginiMagmatismo y VulcanismoMauricio Suclla VilcaÎncă nu există evaluări
- Geometria 1Document3 paginiGeometria 1Jhon Choquehuanca BenegasÎncă nu există evaluări
- Tesis II Análisis Del Ciclo de Carguío y Acarreo Bajo Condiciones Climatológicas Severas en La Minera YanacochaDocument46 paginiTesis II Análisis Del Ciclo de Carguío y Acarreo Bajo Condiciones Climatológicas Severas en La Minera YanacochaJhon Choquehuanca BenegasÎncă nu există evaluări
- Antropocentrismo y BiocentrismoDocument3 paginiAntropocentrismo y Biocentrismorosse valderramaÎncă nu există evaluări
- Fisiología Humana y NeurologíaDocument14 paginiFisiología Humana y NeurologíaGuillermo Gerardo Gaxiola CerecerÎncă nu există evaluări
- Tecnicas Documentales de Archivo PDFDocument381 paginiTecnicas Documentales de Archivo PDFMauro PogliacomiÎncă nu există evaluări
- Principales Bloques EconómicosDocument5 paginiPrincipales Bloques EconómicosJuan RamosÎncă nu există evaluări
- HTTP WWW - Maestrofenix.com Market2000 Dia9Document42 paginiHTTP WWW - Maestrofenix.com Market2000 Dia9Yhoan NoriegaÎncă nu există evaluări
- Taller de 09 Religion Octubre-2021Document3 paginiTaller de 09 Religion Octubre-2021Dylan GuerreroÎncă nu există evaluări
- Gestión de Pavimentos - Carlos MoránDocument53 paginiGestión de Pavimentos - Carlos Moránnorbertopercara100% (1)
- Feria345 01 Cultivo de Cilantro Coriandrum Sativum Con Diferen PDFDocument15 paginiFeria345 01 Cultivo de Cilantro Coriandrum Sativum Con Diferen PDFrosauraÎncă nu există evaluări
- Acta Acuerdo ATE Reg05Document3 paginiActa Acuerdo ATE Reg05MinutoYaÎncă nu există evaluări
- SIMETRÍADocument3 paginiSIMETRÍAMartha OrtizÎncă nu există evaluări
- Comunidades Lectura Orientaciones Acta PNPDocument4 paginiComunidades Lectura Orientaciones Acta PNPChoque Crispin Doris NoemiÎncă nu există evaluări
- Formación de Instructores - Parcial 2 - PDocument4 paginiFormación de Instructores - Parcial 2 - PJOHANNA PUERTAS POVEDA0% (2)
- Alfred BinetDocument4 paginiAlfred BinetYuly M ArcosÎncă nu există evaluări
- Ergonomia Floricultor JaverianaDocument17 paginiErgonomia Floricultor JaverianaANDREA GOMEZ AGUIÑOÎncă nu există evaluări
- R 3Document6 paginiR 3Javier GarciaÎncă nu există evaluări
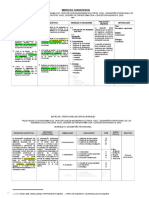
- Matriz de Operacionalizacion y ConsistenciaDocument3 paginiMatriz de Operacionalizacion y ConsistenciaLeonardo Chambilla Vega100% (1)
- Programa de Derecho Tributario Aplicado 2 LcpaDocument4 paginiPrograma de Derecho Tributario Aplicado 2 LcpaHugo VasquezÎncă nu există evaluări
- Apelación contra resolución de exclusión del Monotributo por incumplimiento de parámetrosDocument3 paginiApelación contra resolución de exclusión del Monotributo por incumplimiento de parámetrosmarcosk50% (2)
- Captura agua aire torre WarkaWater 9mDocument2 paginiCaptura agua aire torre WarkaWater 9malberto2795Încă nu există evaluări
- Consignas Taller La Piedra en El EstanqueDocument14 paginiConsignas Taller La Piedra en El EstanquejaimeeduardovalenÎncă nu există evaluări
- Ética UBA 2012: Introducción a los problemas éticosDocument6 paginiÉtica UBA 2012: Introducción a los problemas éticosOmar GramajoÎncă nu există evaluări
- UntitledDocument4 paginiUntitledMARIA ESPERANZA LOAYZA VALAREZOÎncă nu există evaluări
- Expediente Tecnico AquasystemDocument32 paginiExpediente Tecnico AquasystemArq.proy01 GRUPOLAYÎncă nu există evaluări
- Uso de Plantas en Las Prácticas Medicinales Conocidas ComoDocument5 paginiUso de Plantas en Las Prácticas Medicinales Conocidas ComoyimerÎncă nu există evaluări
- Resumen Del Prólogo de El Capital de Karl MarxDocument3 paginiResumen Del Prólogo de El Capital de Karl Marxgabriel2663Încă nu există evaluări
- De Los Siete Pecados Capitales A Los Trastornos de PersonalidadDocument16 paginiDe Los Siete Pecados Capitales A Los Trastornos de PersonalidadFrancisco Castillo RodriguezÎncă nu există evaluări
- Mapa Conceptual VPH FinalDocument1 paginăMapa Conceptual VPH FinalMariaTrujilloPedroza100% (3)
- Influencias pedagógicas en el método Montessori: Itard, Séguin, Rousseau y FroebelDocument24 paginiInfluencias pedagógicas en el método Montessori: Itard, Séguin, Rousseau y Froebelzaida carbajalÎncă nu există evaluări
- Escrituras de América IDocument4 paginiEscrituras de América INicols LpezÎncă nu există evaluări
- A010 (Santacruz) Software para El Calculo de Aislamiento AcusticoDocument10 paginiA010 (Santacruz) Software para El Calculo de Aislamiento AcusticohectcandÎncă nu există evaluări