S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Soil Disturbance from Pile Driving in Sensitive ClayDocument17 paginiSoil Disturbance from Pile Driving in Sensitive ClaytangkokhongÎncă nu există evaluări
- A Numerical Analysis of Anchored Diaphragm Walls For A Deep Basement in Kuala Lumpur, Malaysia.Document6 paginiA Numerical Analysis of Anchored Diaphragm Walls For A Deep Basement in Kuala Lumpur, Malaysia.tangkokhongÎncă nu există evaluări
- The Ultimate Resistance of Rigid Piles Against Transversal ForcesDocument5 paginiThe Ultimate Resistance of Rigid Piles Against Transversal ForcestangkokhongÎncă nu există evaluări
- Tall Buildings and Deep Foundations - Middle East Challenges - Harry PolousDocument33 paginiTall Buildings and Deep Foundations - Middle East Challenges - Harry PoloustangkokhongÎncă nu există evaluări
- Introduction To Singapore FormationDocument10 paginiIntroduction To Singapore FormationtangkokhongÎncă nu există evaluări
- Design, Construction & Performance of Hand-Dug Caissons in Kuala Lumpur Granitic FormationDocument4 paginiDesign, Construction & Performance of Hand-Dug Caissons in Kuala Lumpur Granitic Formationtangkokhong100% (1)
- Failure of An Embankment Treated With Vacuum Preloading MethodDocument4 paginiFailure of An Embankment Treated With Vacuum Preloading MethodtangkokhongÎncă nu există evaluări
- Geology of Singapore DST A 2009Document117 paginiGeology of Singapore DST A 2009Lissa ChooÎncă nu există evaluări
- Enhance Anchors in Soft Soils with Post GroutingDocument15 paginiEnhance Anchors in Soft Soils with Post GroutingMehmet Akif ArslanÎncă nu există evaluări
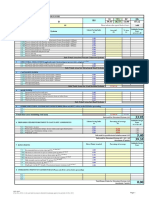
- Buildability Score CalculationDocument4 paginiBuildability Score CalculationtangkokhongÎncă nu există evaluări
- Stiffness of Diagonal StrutDocument1 paginăStiffness of Diagonal StruttangkokhongÎncă nu există evaluări
- SCC - Efnarc FranceDocument32 paginiSCC - Efnarc FrancefernandoÎncă nu există evaluări
- Estimate Pile Settlement EasilyDocument1 paginăEstimate Pile Settlement EasilytangkokhongÎncă nu există evaluări
- Finite Element Modeling For Piled Raft Foundation in SandDocument8 paginiFinite Element Modeling For Piled Raft Foundation in SandtangkokhongÎncă nu există evaluări
- Foundation and Diaphragm Wall Design Case Study in Kowloon Hong KongDocument17 paginiFoundation and Diaphragm Wall Design Case Study in Kowloon Hong KongMark Chan100% (2)
- Research On Soil-CementDocument6 paginiResearch On Soil-CementhuhuhuhuÎncă nu există evaluări
- Anchor CalculationDocument4 paginiAnchor Calculationmile100% (1)
- A Proposed Model For A Sustainable Engineering Consulting FirmDocument4 paginiA Proposed Model For A Sustainable Engineering Consulting Firmtangkokhong100% (1)
- Time Effects On Bearing Capacity of Driven PilesDocument4 paginiTime Effects On Bearing Capacity of Driven Pilessmw100% (1)
- Work Ability of SCCDocument9 paginiWork Ability of SCCenisbucaÎncă nu există evaluări
- Analysis of Self-Boring Pressuremeter Tests in Overconsolidated ClaysDocument5 paginiAnalysis of Self-Boring Pressuremeter Tests in Overconsolidated ClaystangkokhongÎncă nu există evaluări
- Work Ability of SCCDocument9 paginiWork Ability of SCCenisbucaÎncă nu există evaluări
- Influence of Installation of Piles With Partial and Full Displacement of The Soil On The Subsoil StrengthDocument8 paginiInfluence of Installation of Piles With Partial and Full Displacement of The Soil On The Subsoil StrengthtangkokhongÎncă nu există evaluări
- Geology of Singapore's Kallang Formation Soft Marine ClayDocument1 paginăGeology of Singapore's Kallang Formation Soft Marine ClaytangkokhongÎncă nu există evaluări
- Basic Soil Properties From CPT in Bangkok Clay For Highway DesignDocument8 paginiBasic Soil Properties From CPT in Bangkok Clay For Highway DesigntangkokhongÎncă nu există evaluări
- Influence of Installation of Piles With Partial and Full Displacement of The Soil On The Subsoil StrengthDocument8 paginiInfluence of Installation of Piles With Partial and Full Displacement of The Soil On The Subsoil StrengthtangkokhongÎncă nu există evaluări
- Concrete in Sulphate-Bearing Soils and Groundwaters (1968)Document6 paginiConcrete in Sulphate-Bearing Soils and Groundwaters (1968)tangkokhongÎncă nu există evaluări
- Time Effects On Bearing Capacity of Driven PilesDocument4 paginiTime Effects On Bearing Capacity of Driven Pilessmw100% (1)
- Stiffness of Diagonal StrutDocument1 paginăStiffness of Diagonal StruttangkokhongÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- ZSL National Red List of Nepal's Birds Volume 2Document636 paginiZSL National Red List of Nepal's Birds Volume 2Tushita LamaÎncă nu există evaluări
- A Study To Assess The Effectiveness of PDocument9 paginiA Study To Assess The Effectiveness of PKamal JindalÎncă nu există evaluări
- Basic Facts For Homebooks Stage 7Document3 paginiBasic Facts For Homebooks Stage 7api-311857762Încă nu există evaluări
- INJSO Answer Key & SolutionDocument5 paginiINJSO Answer Key & SolutionYatish Goyal100% (1)
- GbiDocument14 paginiGbimaurice86Încă nu există evaluări
- List of Electronics Manufacturing Companies in Noida - ElectronicsmediaDocument2 paginiList of Electronics Manufacturing Companies in Noida - ElectronicsmediaBlue Oceon50% (4)
- Strategic Investment Plan ForDocument78 paginiStrategic Investment Plan Forapi-3833112Încă nu există evaluări
- Application of EbwDocument11 paginiApplication of Ebwsuman kumarÎncă nu există evaluări
- QY25K5-I Technical Specifications (SC8DK280Q3)Document11 paginiQY25K5-I Technical Specifications (SC8DK280Q3)Everton Rai Pereira Feireira100% (1)
- AI Berkeley Solution PDFDocument9 paginiAI Berkeley Solution PDFPrathamGuptaÎncă nu există evaluări
- ¿Cómo Hacerlo?: Dr. Jorge Ramírez Medina, Dr. Guillermo Granados Ruíz EGADE Business SchoolDocument17 pagini¿Cómo Hacerlo?: Dr. Jorge Ramírez Medina, Dr. Guillermo Granados Ruíz EGADE Business Schoolgalter6Încă nu există evaluări
- Exoskeleton Power Requirements Based on Human BiomechanicsDocument54 paginiExoskeleton Power Requirements Based on Human Biomechanicsja2ja1Încă nu există evaluări
- Hardware Devices Used in Virtual Reality TechnologiesDocument6 paginiHardware Devices Used in Virtual Reality TechnologiesTheMoon LightÎncă nu există evaluări
- Interview QuestionsDocument3 paginiInterview Questionsاحتشام چوہدری100% (1)
- +GF+ Pressure Retaining Valve Type 586Document4 pagini+GF+ Pressure Retaining Valve Type 586ROMNAÎncă nu există evaluări
- Halo Outdoor slmt1000 - slmt1000wDocument1 paginăHalo Outdoor slmt1000 - slmt1000wFrank MoyaÎncă nu există evaluări
- 5R Invention Activity: Science LabDocument12 pagini5R Invention Activity: Science LabricardoÎncă nu există evaluări
- Physics Semiconductor Device MCQDocument3 paginiPhysics Semiconductor Device MCQAsim Ali0% (1)
- 07-02-2023 MS QLNDocument3 pagini07-02-2023 MS QLNSummaaaaÎncă nu există evaluări
- CanReg5 InstructionsDocument150 paginiCanReg5 InstructionsdiyafersanÎncă nu există evaluări
- Tiger AnddragonDocument61 paginiTiger AnddragonAdil SiddiquiÎncă nu există evaluări
- Đề Minh Họa 2020 Số 23 - GV Trang Anh - Moon.vnDocument22 paginiĐề Minh Họa 2020 Số 23 - GV Trang Anh - Moon.vnLily LeeÎncă nu există evaluări
- The Machine-Room-Less Elevator: Kone E MonospaceDocument8 paginiThe Machine-Room-Less Elevator: Kone E MonospaceAbdelmuneimÎncă nu există evaluări
- Module II Lecture 4Document19 paginiModule II Lecture 4Prateek NayakÎncă nu există evaluări
- HIBAH PKSM Sps 2021Document9 paginiHIBAH PKSM Sps 2021Gargazi Bin HamidÎncă nu există evaluări
- Kevin Chiu - Solving Procrastination v1.1Document2 paginiKevin Chiu - Solving Procrastination v1.1TêteHauteÎncă nu există evaluări
- Basf Masteremaco Application GuideDocument15 paginiBasf Masteremaco Application GuideSolomon AhimbisibweÎncă nu există evaluări
- Eccsa Five Year (2014 15 - 2018 19) Strategic PlanDocument95 paginiEccsa Five Year (2014 15 - 2018 19) Strategic Planyayehyirad100% (1)
- Caring Seedlings TLE Weekly PlanDocument3 paginiCaring Seedlings TLE Weekly PlanMarjorie RaymundoÎncă nu există evaluări
- Creative WritingDocument2 paginiCreative WritingSharmaine AsoyÎncă nu există evaluări