S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Msds Plus Weld Metal Lt1 298Document7 paginiMsds Plus Weld Metal Lt1 298Juan franÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Chemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Document20 paginiChemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Tran Thuy Anh B2005647Încă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Method Statement - Tube Pilling WorkDocument21 paginiMethod Statement - Tube Pilling WorkReza Roseno100% (12)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- TDI33 Tank Inspection Suitaility For Service API 653 Sec 4Document29 paginiTDI33 Tank Inspection Suitaility For Service API 653 Sec 4Faizal SattuÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grinding+uit 1-s2.0-S092401361500179X-mainDocument8 paginiGrinding+uit 1-s2.0-S092401361500179X-mainMd MehtabÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- 382imguf - RRB JE - Online Test Series PDFDocument13 pagini382imguf - RRB JE - Online Test Series PDFSuryesh PathakÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- FCAW Welding Guide PDFDocument76 paginiFCAW Welding Guide PDFAmir Nor0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- 192771712Document6 pagini192771712alfredÎncă nu există evaluări
- Material and Equipment Standard For Arc Welding Equipment and AccessoriesDocument27 paginiMaterial and Equipment Standard For Arc Welding Equipment and AccessoriesRezaÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- FMC PDFDocument20 paginiFMC PDFAnggi SujiwoÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Pns Paes 254 2011Document18 paginiPns Paes 254 2011bojik2Încă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Raex 400 Tube CircularDocument3 paginiRaex 400 Tube Circulardoshi78Încă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Welding DefectsDocument77 paginiWelding DefectsBalakumar100% (1)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- 2019 PreboarsuejeDocument11 pagini2019 PreboarsuejeImmanuel Conrey0% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Readiness of Grade 12 Smaw LearnersDocument11 paginiReadiness of Grade 12 Smaw LearnersJoelouis Sudario100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- AWS Maintenance of Welder CertificationDocument1 paginăAWS Maintenance of Welder CertificationPatrick DominguezÎncă nu există evaluări
- Copper Busbar Jointing Methods - EEPDocument5 paginiCopper Busbar Jointing Methods - EEPMahmoud FawzyÎncă nu există evaluări
- Arc WeldingDocument24 paginiArc Weldingaq lapar100% (5)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Sample Questions On CSWIP 3.1Document16 paginiSample Questions On CSWIP 3.1mushruff100% (2)
- WPS - 008Document11 paginiWPS - 008MAT-LIONÎncă nu există evaluări
- Himal Iron and Steel QuestionareDocument9 paginiHimal Iron and Steel QuestionareAdarsha Man TamrakarÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Maz 10 Ym - Mip Ea 151 - 02 - RNCCDocument62 paginiMaz 10 Ym - Mip Ea 151 - 02 - RNCCFilipe Areas100% (1)
- Error Codes 3.1. A: 3.1.1. AG Alarm CodeDocument50 paginiError Codes 3.1. A: 3.1.1. AG Alarm CodeptiagolomasÎncă nu există evaluări
- Miyachi - MA-627 Program Box ManualDocument16 paginiMiyachi - MA-627 Program Box ManualcnmengineeringÎncă nu există evaluări
- ME6302-SCAD-MSM-by WWW - LearnEngineering.inDocument130 paginiME6302-SCAD-MSM-by WWW - LearnEngineering.inKKÎncă nu există evaluări
- Trends in Robotics and Automation in Construction: Carlos Balaguer and Mohamed AbderrahimDocument22 paginiTrends in Robotics and Automation in Construction: Carlos Balaguer and Mohamed AbderrahimMuhamet AhmetiÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
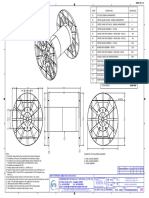
- SHEET No 01 REEL FULL ASSLY GA DWGDocument1 paginăSHEET No 01 REEL FULL ASSLY GA DWGKarikalan JayÎncă nu există evaluări
- Who TRS 970 Anexo 2 PDFDocument23 paginiWho TRS 970 Anexo 2 PDFAnonymous guhSjjNWdP100% (1)
- Tappi Tip 0402-18Document19 paginiTappi Tip 0402-18pedroÎncă nu există evaluări
- WJ 2016 07Document158 paginiWJ 2016 07JastenJesusÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)