S-ar putea să vă placă și
- Din 8062-3 2009 PDFDocument10 paginiDin 8062-3 2009 PDFkoalaboi33% (3)
- Iso 7380Document8 paginiIso 7380pradelles100% (1)
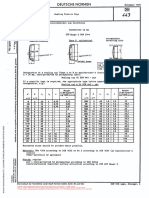
- Din 443 PDFDocument1 paginăDin 443 PDFLuciano Fontes100% (1)
- Din 13-1Document4 paginiDin 13-1Sankha Dasgupta100% (3)
- DIN 76-1 - (2004) - Thread Run-Outs and Thread Undercuts For ISO Metric Threads As in DIN 13-1 PDFDocument5 paginiDIN 76-1 - (2004) - Thread Run-Outs and Thread Undercuts For ISO Metric Threads As in DIN 13-1 PDFnoraafshin100% (2)
- Iso 4156 1 2005 en PDFDocument11 paginiIso 4156 1 2005 en PDFDavide FregniÎncă nu există evaluări
- Din 5480-15Document2 paginiDin 5480-15Bajrang Gears67% (3)
- Din 3963 PDFDocument18 paginiDin 3963 PDFLuciano Fontes0% (1)
- DT40 PDFDocument34 paginiDT40 PDFFrancisco Carlos TelesÎncă nu există evaluări
- Knurling Profiles DIN 82Document3 paginiKnurling Profiles DIN 82mirzasinanovic100% (1)
- Din 475Document4 paginiDin 475Sinan Chen100% (1)
- 6935 2011Document13 pagini6935 2011Tufan Ünal100% (4)
- Din 8140-1 PDFDocument13 paginiDin 8140-1 PDFOSCAR VALENCIAÎncă nu există evaluări
- Splines: Side Splines For Soft Holes in Fittings-Sae J499aDocument4 paginiSplines: Side Splines For Soft Holes in Fittings-Sae J499aSanjay C BhattÎncă nu există evaluări
- Din en Iso 9013Document8 paginiDin en Iso 9013Cemal NergizÎncă nu există evaluări
- DEXT 085 DIN 928 Porca Solda QuadradaDocument10 paginiDEXT 085 DIN 928 Porca Solda Quadradatestesada100% (2)
- Sae J1102M 2001 (En)Document5 paginiSae J1102M 2001 (En)Oh No PotatoÎncă nu există evaluări
- BS 57 (1951)Document23 paginiBS 57 (1951)dapsiduÎncă nu există evaluări
- Din 938 - StudsDocument5 paginiDin 938 - StudsRicky WCKÎncă nu există evaluări
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 paginiFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganÎncă nu există evaluări
- Cold Bending DIN 6935 (Eng)Document4 paginiCold Bending DIN 6935 (Eng)maik angelo0% (2)
- ISO 8062 3 2007 Casting Tolerance PDFDocument1 paginăISO 8062 3 2007 Casting Tolerance PDFPankajMakwanaÎncă nu există evaluări
- Din 267 - 27Document18 paginiDin 267 - 27Ricardo Vitoriano100% (1)
- Iso 8062Document1 paginăIso 8062Asrar Ahmed100% (2)
- Douglas UFO DocsDocument275 paginiDouglas UFO DocsAndrew JohnsonÎncă nu există evaluări
- 8×8 LED Matrix MAX7219 With Scrolling Text & Android Control Via BluetoothDocument15 pagini8×8 LED Matrix MAX7219 With Scrolling Text & Android Control Via BluetoothakashlogicÎncă nu există evaluări
- TYBTech Syllabus MechanicalDocument49 paginiTYBTech Syllabus MechanicalswapnillkÎncă nu există evaluări
- Av36d303 SchematicDocument30 paginiAv36d303 SchematicLuis MorenoÎncă nu există evaluări
- Din 8140-1Document5 paginiDin 8140-1main46prairieÎncă nu există evaluări
- Din 472 1981-09 PDFDocument12 paginiDin 472 1981-09 PDFSenthil Kumar GanesanÎncă nu există evaluări
- Din 5480Document27 paginiDin 5480MiguelÎncă nu există evaluări
- Keyway DIN 6885 - Parallel Metric Keys and Keyway DimensionsDocument2 paginiKeyway DIN 6885 - Parallel Metric Keys and Keyway DimensionsHenrique MarquesÎncă nu există evaluări
- Din 76-1Document5 paginiDin 76-1mesa142Încă nu există evaluări
- DIN 7349 - Arruela Plana PDFDocument1 paginăDIN 7349 - Arruela Plana PDFpierocarnelociÎncă nu există evaluări
- DIN 5480-2.PDF - Engineering Tolerance - GearDocument25 paginiDIN 5480-2.PDF - Engineering Tolerance - GearDeniz Tuncbilek0% (2)
- Din 434Document1 paginăDin 434RaduZapciroiuÎncă nu există evaluări
- Iso 7379Document2 paginiIso 7379Ahmed ElsafouryÎncă nu există evaluări
- DIN 5480 Nazubljena OsovinaDocument27 paginiDIN 5480 Nazubljena OsovinaNikola MilojevicÎncă nu există evaluări
- Din 6885Document1 paginăDin 6885Riadini Anis Hade50% (2)
- Din76 2 84Document3 paginiDin76 2 84Luis TestaÎncă nu există evaluări
- Din en Iso 7090Document8 paginiDin en Iso 7090Jennifer Owens100% (2)
- Din en 1663-EnDocument9 paginiDin en 1663-EnThiago GoncalvesÎncă nu există evaluări
- Metric DIN 137 SpecDocument5 paginiMetric DIN 137 Specpradipbhosale81Încă nu există evaluări
- Din 1705Document2 paginiDin 1705Anurag Jain50% (2)
- Din 470 PDFDocument6 paginiDin 470 PDFLuciano FontesÎncă nu există evaluări
- Cross Recessed Cheese Head Screws: UDC 621 882 215.3.091 2 July 1986Document5 paginiCross Recessed Cheese Head Screws: UDC 621 882 215.3.091 2 July 1986Charmaine DrafkeÎncă nu există evaluări
- Din Iso 965-1Document21 paginiDin Iso 965-1Memo Gonzalez Aleman100% (1)
- DIN 137 Type A, Spring Washers, CurvedDocument2 paginiDIN 137 Type A, Spring Washers, CurvedSteve1108Încă nu există evaluări
- Iso 7380Document1 paginăIso 7380Nisa_nisheÎncă nu există evaluări
- Cutting With BroachDocument5 paginiCutting With BroachJori Kristian RidayatÎncă nu există evaluări
- Din 929 - 01-00Document5 paginiDin 929 - 01-00qualidade1fameqÎncă nu există evaluări
- Din 7977Document1 paginăDin 7977zorghi1Încă nu există evaluări
- Din 13-51Document1 paginăDin 13-51anks_raÎncă nu există evaluări
- Artigo Stave de Ferro Fundido 1976Document14 paginiArtigo Stave de Ferro Fundido 1976Gabriel MáximoÎncă nu există evaluări
- Lammeren W P A.Wageningen B-Screw S.1969.TRANS PDFDocument49 paginiLammeren W P A.Wageningen B-Screw S.1969.TRANS PDFStefanoÎncă nu există evaluări
- A Simple Method For The Selection of Axial Fan Blade ProfilesDocument7 paginiA Simple Method For The Selection of Axial Fan Blade ProfilesVigiiÎncă nu există evaluări
- Tonar Katalog 0-11sDocument10 paginiTonar Katalog 0-11schampionÎncă nu există evaluări
- Sulzer 6rlb76 Me Diesel Engines SulzerDocument300 paginiSulzer 6rlb76 Me Diesel Engines SulzerJoseph AbrahamÎncă nu există evaluări
- Deburring Catalog 2011Document30 paginiDeburring Catalog 2011WVPÎncă nu există evaluări
- Investigations On Partial Penetration Welded NozzleDocument15 paginiInvestigations On Partial Penetration Welded NozzleAndres_Pastor1987Încă nu există evaluări
- Imi022 David Brown Technical Service Bulletins & Parts Bulletins Part 1Document151 paginiImi022 David Brown Technical Service Bulletins & Parts Bulletins Part 1Mauro SantanaÎncă nu există evaluări
- UT Rotary Tube TestingDocument4 paginiUT Rotary Tube Testingach soÎncă nu există evaluări
- 110 Semiconductor Projects for the Home ConstructorDe la Everand110 Semiconductor Projects for the Home ConstructorEvaluare: 4 din 5 stele4/5 (1)
- Planning For Procurement of Construction ContractsDocument41 paginiPlanning For Procurement of Construction ContractsJoel AlcantaraÎncă nu există evaluări
- 2 TensionDocument28 pagini2 TensionRICKY IVANÎncă nu există evaluări
- Statistical Process Control & Cost of QualityDocument114 paginiStatistical Process Control & Cost of QualityAshraf S. Youssef100% (2)
- Wanyiri S K - Traffic Congestion in Nairobi CBDDocument65 paginiWanyiri S K - Traffic Congestion in Nairobi CBD1man1bookÎncă nu există evaluări
- SW11Document6 paginiSW11Adam GordonÎncă nu există evaluări
- Olefins-All Product CatalogDocument28 paginiOlefins-All Product Catalogayon_hossen242Încă nu există evaluări
- Case Study - RESCOMDocument43 paginiCase Study - RESCOMMahima PriyadarshiniÎncă nu există evaluări
- Glass & Glazing WorkDocument34 paginiGlass & Glazing WorkPratik ThakkarÎncă nu există evaluări
- Department: First Year Name of Subject: Engg. Mechanics Unit Number: 04 (Analysis of Structure)Document2 paginiDepartment: First Year Name of Subject: Engg. Mechanics Unit Number: 04 (Analysis of Structure)JayÎncă nu există evaluări
- Comb - Chemkin - Format PDFDocument5 paginiComb - Chemkin - Format PDFMUHAMMAD FAREEZ IZWAN BIN ABDUL JALILÎncă nu există evaluări
- Assignment 1 Low Temperature and SuperconductivityDocument3 paginiAssignment 1 Low Temperature and SuperconductivityNadhrah MuradÎncă nu există evaluări
- Modeling and Control of Side Face Beam Cracking - FroschDocument10 paginiModeling and Control of Side Face Beam Cracking - FroschphamminhquangÎncă nu există evaluări
- Mobile Network LayerDocument25 paginiMobile Network LayerAmrendra Kumar Mishra100% (2)
- SuperOrca ManualDocument22 paginiSuperOrca Manualarm usaÎncă nu există evaluări
- SS-7 May Refer To:: RFC 2719 RFC 2719Document15 paginiSS-7 May Refer To:: RFC 2719 RFC 2719William GentryÎncă nu există evaluări
- A Review On Water ElectrolysisDocument18 paginiA Review On Water ElectrolysisSilvester KolicÎncă nu există evaluări
- Remote Log-In, Electronic Mail and File Transfer: Solutions To Odd-Numbered Review Questions and ExercisesDocument2 paginiRemote Log-In, Electronic Mail and File Transfer: Solutions To Odd-Numbered Review Questions and ExercisesAnurag UpadhyayÎncă nu există evaluări
- Stanley 46 InstructionsDocument2 paginiStanley 46 Instructionsj_abendstern4688Încă nu există evaluări
- Day 1 Borehole Geophysics WDocument21 paginiDay 1 Borehole Geophysics Waliy2k4uÎncă nu există evaluări
- Wireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Document221 paginiWireman, Terry - Training Programs For Maintenance Organizations - Maintenance Strategy Series (2013, Reliabilityweb Com)Faiza TariqÎncă nu există evaluări
- Swimming Pool Pump & Filter SystemDocument8 paginiSwimming Pool Pump & Filter SystemDedy KristiantoÎncă nu există evaluări
- ProeDocument160 paginiProejohn100% (1)
- Excel To C I For Positive in PutDocument23 paginiExcel To C I For Positive in PuthimanshuÎncă nu există evaluări
- XMT 350 Vs PDFDocument36 paginiXMT 350 Vs PDFgerman gualavisiÎncă nu există evaluări
- Interfaces KelloggDocument16 paginiInterfaces KelloggUrrÎncă nu există evaluări
- Asymmetric Cycler Time Relay: Instruction ManualDocument2 paginiAsymmetric Cycler Time Relay: Instruction ManualRamius HamdaniÎncă nu există evaluări
- SA-6 Press KitDocument53 paginiSA-6 Press KitBob Andrepont100% (1)