S-ar putea să vă placă și
- Ultrasonidos: Nivel IIDe la EverandUltrasonidos: Nivel IIEvaluare: 5 din 5 stele5/5 (1)
- Diseño de Estructura de AceroDocument23 paginiDiseño de Estructura de AceroJofran SoplinÎncă nu există evaluări
- Acero ClasesDocument26 paginiAcero ClasesEdwin ArteagaÎncă nu există evaluări
- Costos de Insumos y Maquinarias - Revista ConstructivoDocument31 paginiCostos de Insumos y Maquinarias - Revista ConstructivoJhamill Linares TejedaÎncă nu există evaluări
- SikaWrap-600 CWV PDFDocument4 paginiSikaWrap-600 CWV PDFLAlbertoLlanosÎncă nu există evaluări
- Ensayos No Destructivos en PuentesDocument28 paginiEnsayos No Destructivos en PuentesAyeli Baltazar ArizaÎncă nu există evaluări
- Memoria de Cálculo Estructural Del Puente Tipo LosaDocument18 paginiMemoria de Cálculo Estructural Del Puente Tipo LosaAngelo alfredo Huaman pillacaÎncă nu există evaluări
- Portafolio Ensayos de Laboratorio ConstrulabDocument6 paginiPortafolio Ensayos de Laboratorio ConstrulabMateo Andres Villa SanchezÎncă nu există evaluări
- Diseño Por Capacidad en Edificaciones AporticadasDocument5 paginiDiseño Por Capacidad en Edificaciones AporticadasMauricio Salinas BeltranÎncă nu există evaluări
- Cotizacion CarrizoDocument7 paginiCotizacion CarrizoVice CvÎncă nu există evaluări
- Cerco Perimetrico GanttDocument2 paginiCerco Perimetrico GanttVILCHEZ AVÎncă nu există evaluări
- Panel FotograficoDocument21 paginiPanel Fotograficojhoshy nathalyÎncă nu există evaluări
- Resumen de La Norma Técnica E.050Document15 paginiResumen de La Norma Técnica E.050RusvelLopezJaraÎncă nu există evaluări
- Método PCA 2015Document34 paginiMétodo PCA 2015luispablo10Încă nu există evaluări
- Memoria de Calculo PDFDocument19 paginiMemoria de Calculo PDFPablo Andres Sanchez RamirezÎncă nu există evaluări
- Diseño Por Torsion de Una Viga.Document6 paginiDiseño Por Torsion de Una Viga.JOSE CARLOS JULLUNI CCAHUAÎncă nu există evaluări
- 1 5172789505278607795Document51 pagini1 5172789505278607795Rogelio Yaranga HuamaníÎncă nu există evaluări
- Diseño de Pavimento - PAVEDocument20 paginiDiseño de Pavimento - PAVERoberto Vargas TorresÎncă nu există evaluări
- Diseño Cimentacion Tanque de 1500 m3 SalaverryDocument3 paginiDiseño Cimentacion Tanque de 1500 m3 SalaverryPaul Paredes FloresÎncă nu există evaluări
- Carbonatación Del ConcretoDocument7 paginiCarbonatación Del ConcretoSantiago BarreraÎncă nu există evaluări
- Dossier de Calidad FM 010614Document89 paginiDossier de Calidad FM 010614Marita Carrion PadillaÎncă nu există evaluări
- Resumen de Reparación y Reforzamiento de Estructuras - Examen REV 01Document2 paginiResumen de Reparación y Reforzamiento de Estructuras - Examen REV 01joruizeÎncă nu există evaluări
- LZapataB PDFDocument9 paginiLZapataB PDFEdgar Niño de GuzmanÎncă nu există evaluări
- Formulario Especificaciones Tecnicas Postes de Fibra de VidrioDocument7 paginiFormulario Especificaciones Tecnicas Postes de Fibra de VidrioClemente Capani Juan AlfonsoÎncă nu există evaluări
- 9.1.-Informe Ems-CallaoDocument19 pagini9.1.-Informe Ems-CallaodimaroÎncă nu există evaluări
- Ets LP RP Postes de Concreto Armado 1Document4 paginiEts LP RP Postes de Concreto Armado 1HERBERT ENRIQUE POMACCOSI BENAVENTEÎncă nu există evaluări
- 03 Flechas, FisurasDocument9 pagini03 Flechas, FisurasFernandoCardozoCastañoÎncă nu există evaluări
- Memoria de Calculo Estructuras Arco PDFDocument27 paginiMemoria de Calculo Estructuras Arco PDFAlex Manchay LopezÎncă nu există evaluări
- NCFLL Cys Mca Es 002Document497 paginiNCFLL Cys Mca Es 002Hans OlmosÎncă nu există evaluări
- Diseño de Viga WDocument23 paginiDiseño de Viga WDiego IdrovoÎncă nu există evaluări
- El Coeficiente o Módulo de Balasto HorizontalDocument4 paginiEl Coeficiente o Módulo de Balasto HorizontalPaul Vargas MezaÎncă nu există evaluări
- Columna CortaDocument30 paginiColumna CortaYeyson Alarcon AmachiÎncă nu există evaluări
- Diseño en MaderaDocument7 paginiDiseño en MaderaAdrian Yanqui SantosÎncă nu există evaluări
- Diseño Sismico de Relaves Jorge AlvaDocument84 paginiDiseño Sismico de Relaves Jorge Alvasaimon26Încă nu există evaluări
- Certificado Conformidad Cable AceroDocument8 paginiCertificado Conformidad Cable Aceroandres valdezÎncă nu există evaluări
- Angulos de Acero PDFDocument1 paginăAngulos de Acero PDFcrispinÎncă nu există evaluări
- Est Geotec VeredaApiay 24-06-2020 Lab-020-0330Document60 paginiEst Geotec VeredaApiay 24-06-2020 Lab-020-0330Rinconcito VicticorÎncă nu există evaluări
- Muros CortafuegosDocument1 paginăMuros CortafuegosClaudio Castillo MonsalveÎncă nu există evaluări
- Reforzamiento Estructural Con Disipadores Sismicos A Friccion de Edificio de Concreto en Zona de Alta SismicidadDocument35 paginiReforzamiento Estructural Con Disipadores Sismicos A Friccion de Edificio de Concreto en Zona de Alta SismicidadJulian GalvisÎncă nu există evaluări
- Evaluación Estructural Pedestal - PrimaveraDocument10 paginiEvaluación Estructural Pedestal - PrimaveraPrudencio Parra Kevin MarlonÎncă nu există evaluări
- Mem de Calculo Arcotechos BuenoDocument45 paginiMem de Calculo Arcotechos BuenoH.jimenezÎncă nu există evaluări
- ACI 318-05 - AnclajesDocument25 paginiACI 318-05 - AnclajesDEEFE SpAÎncă nu există evaluări
- Memoria Descriptiva Especificaciones TecnicasDocument30 paginiMemoria Descriptiva Especificaciones TecnicasDavid Jose Aquino RiosÎncă nu există evaluări
- Memoria Descriptiva Demolicion SURCODocument1 paginăMemoria Descriptiva Demolicion SURCOGary Ramirez Salvador100% (1)
- Sikadur AnchorFix-4 PDFDocument4 paginiSikadur AnchorFix-4 PDFFabian SepulvedaÎncă nu există evaluări
- Brochure INPROCON - Sistemas de Anclajes - V04Document2 paginiBrochure INPROCON - Sistemas de Anclajes - V04Mildred Alva SánchezÎncă nu există evaluări
- BernardoDelapena SikaDocument29 paginiBernardoDelapena SikaIvan AlexÎncă nu există evaluări
- Coeficientes de FriccionDocument12 paginiCoeficientes de Friccionhg66100% (2)
- Propiedades Mecanicas Angulos DoblesDocument8 paginiPropiedades Mecanicas Angulos DoblesEliasV91Încă nu există evaluări
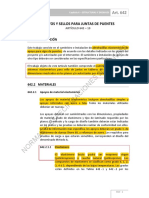
- Invias Art 642 Apoyos y Sellos para Juntas de PuentesDocument18 paginiInvias Art 642 Apoyos y Sellos para Juntas de Puentescarlosalberto379Încă nu există evaluări
- 14 Octubre - Version Final BORRADOR MANUAL BAUMAXDocument124 pagini14 Octubre - Version Final BORRADOR MANUAL BAUMAXFernando Guillermo Moya JironÎncă nu există evaluări
- Informe C2a 135-12 Muelle CallaoDocument21 paginiInforme C2a 135-12 Muelle CallaoCristian UntitledÎncă nu există evaluări
- E Structur AsDocument23 paginiE Structur AsSamir G Nina UrbinaÎncă nu există evaluări
- TESIS Diseño Sisimico de EdificioDocument115 paginiTESIS Diseño Sisimico de EdificioErnest VenaverÎncă nu există evaluări
- Registro de Excavaciones: "Marino Pacheco"Document1 paginăRegistro de Excavaciones: "Marino Pacheco"David PelaezÎncă nu există evaluări
- Anclajes Químicos Sika® AnchorfixDocument6 paginiAnclajes Químicos Sika® AnchorfixJohn STCÎncă nu există evaluări
- Memoria Descrptiva Estructuras Grupo 1practica 4Document22 paginiMemoria Descrptiva Estructuras Grupo 1practica 4jemy Cutipa Ramos100% (1)
- Pase Aereo Tokio.Document11 paginiPase Aereo Tokio.ruy guerraÎncă nu există evaluări
- RadiografiaDocument39 paginiRadiografiaLeo RÎncă nu există evaluări
- Cuestionario de EndDocument8 paginiCuestionario de EndRay Broncano del AguilaÎncă nu există evaluări
- Aceros ArequipaDocument11 paginiAceros ArequipaJuan SanjinezÎncă nu există evaluări
- Trabajo 4Document5 paginiTrabajo 4Juan SanjinezÎncă nu există evaluări
- Cuestionario N°02 IluminacionDocument15 paginiCuestionario N°02 IluminacionJuan SanjinezÎncă nu există evaluări
- Centrales Termoelectricas de Ciclo Simple Aprovechando Los Residuos Solidos de La Ciudad de Ica 1Document20 paginiCentrales Termoelectricas de Ciclo Simple Aprovechando Los Residuos Solidos de La Ciudad de Ica 1Juan SanjinezÎncă nu există evaluări
- Restitucion (Sanjinez)Document11 paginiRestitucion (Sanjinez)Juan SanjinezÎncă nu există evaluări
- SEMANA 5 - 5TO y 6TO GRADO APRENDO EN CASA SANDRODocument4 paginiSEMANA 5 - 5TO y 6TO GRADO APRENDO EN CASA SANDROJuan SanjinezÎncă nu există evaluări
- 10% DescuentoDocument6 pagini10% DescuentoJuan SanjinezÎncă nu există evaluări
- Profesor El Mensaje Que Nos Deja La Danza de La Marinera Es Una Expresión Del Alma Sobre La PicardíaDocument1 paginăProfesor El Mensaje Que Nos Deja La Danza de La Marinera Es Una Expresión Del Alma Sobre La PicardíaJuan SanjinezÎncă nu există evaluări
- Trabajo Grupal - Arbol de ProblemasDocument2 paginiTrabajo Grupal - Arbol de ProblemasJuan SanjinezÎncă nu există evaluări
- 13.2 Libro MayorDocument6 pagini13.2 Libro MayorJuan SanjinezÎncă nu există evaluări
- Ficha RucDocument3 paginiFicha RucJuan SanjinezÎncă nu există evaluări
- LUXOMETRÍADocument6 paginiLUXOMETRÍAEdy MarcÎncă nu există evaluări
- Recorridos TNSeg Ed MuestraDocument34 paginiRecorridos TNSeg Ed MuestraRafael Barajas Vazquez100% (1)
- E1. Simulacion Con Pspice PDFDocument5 paginiE1. Simulacion Con Pspice PDFJulian NietoÎncă nu există evaluări
- Informe de ZapatasDocument13 paginiInforme de ZapatasDany Raúl Alcántara MembrilloÎncă nu există evaluări
- Tautología y ConocimientoDocument5 paginiTautología y ConocimientoEnrique Bustillo HansenÎncă nu există evaluări
- MomentumDocument4 paginiMomentumJulio César Macías ZamoraÎncă nu există evaluări
- Apuntes de Máquinas Eléctricas PDFDocument36 paginiApuntes de Máquinas Eléctricas PDFfrank garciaÎncă nu există evaluări
- Muestreo DigitalDocument6 paginiMuestreo DigitalSergio VallejosÎncă nu există evaluări
- Ingenieria Biomedica (Tesis de Maestria)Document144 paginiIngenieria Biomedica (Tesis de Maestria)Vladimir Morote100% (2)
- Balanza de TorsionDocument3 paginiBalanza de TorsionFelipe Ignacio Lobos Medina40% (5)
- AsdasdasdasdDocument3 paginiAsdasdasdasdChelo ParrillaÎncă nu există evaluări
- 5546 IuxDocument7 pagini5546 IuxPedro lopez0% (1)
- Conform A DoDocument3 paginiConform A DoLaura GamboaÎncă nu există evaluări
- Complemento Práctico de Relatividad EspecialDocument3 paginiComplemento Práctico de Relatividad Especialmarger1001Încă nu există evaluări
- TEMA 1 La CienciaDocument4 paginiTEMA 1 La CienciaAnonymous oA0iAVHZÎncă nu există evaluări
- Taller 4 y 5 Ejercicios Solucionados 2013 1Document7 paginiTaller 4 y 5 Ejercicios Solucionados 2013 1AntonioÎncă nu există evaluări
- Máquina Térmica (Turbina) PDFDocument15 paginiMáquina Térmica (Turbina) PDFJohan Sebastian Hernandez AcevedoÎncă nu există evaluări
- Bases Epistemológicas - Enfoque SistémicoDocument3 paginiBases Epistemológicas - Enfoque SistémicoJuan Jose Fernandez75% (4)
- HIPERVENTILSCIONDocument3 paginiHIPERVENTILSCIONmarianaÎncă nu există evaluări
- BiofísicaDocument12 paginiBiofísicaPaola Alejandra Fuentealba ArayaÎncă nu există evaluări
- Soldadura de AluminioDocument18 paginiSoldadura de Aluminioapi-118986524Încă nu există evaluări
- Comprension LectoraDocument42 paginiComprension Lectoraalberto0% (1)
- Manual de Procesos Industriales de AMINAS PDFDocument63 paginiManual de Procesos Industriales de AMINAS PDFDiegoCortéz100% (2)
- 1204 Tuna ClipperDocument2 pagini1204 Tuna ClipperJulio MamaniÎncă nu există evaluări
- ERTema 9 - Induccion ElectromagneticaDocument3 paginiERTema 9 - Induccion Electromagneticamarbadiola60870% (1)
- Tesis Civ446 - Qui PDFDocument131 paginiTesis Civ446 - Qui PDFReyder Ramos CandiaÎncă nu există evaluări
- Manual Técnico AceiteDocument34 paginiManual Técnico Aceitefrank_16100% (1)
- Evaluacion Diag. QuimicaDocument1 paginăEvaluacion Diag. QuimicaAmira RochaÎncă nu există evaluări
- 12 Reflexión y Refracción de La Luz - 1Document1 pagină12 Reflexión y Refracción de La Luz - 1luis vimos calle100% (1)
- SRCVDocument50 paginiSRCVCarlosGordillo100% (1)