S-ar putea să vă placă și
- Visual Examination ProcedureDocument10 paginiVisual Examination Proceduresantanurini50% (2)
- Visual Examination ProcedureDocument10 paginiVisual Examination ProceduresantanuriniÎncă nu există evaluări
- Visual Examination ProcedureDocument10 paginiVisual Examination ProcedureBasar100% (2)
- Liquid Dye Penetrant Test Inspection Sample ProcedureDocument8 paginiLiquid Dye Penetrant Test Inspection Sample Procedureم.ذكى فضل ذكىÎncă nu există evaluări
- Standard Inspection Procedure For Ultrasonic Thickness Measurement (Repaired)Document16 paginiStandard Inspection Procedure For Ultrasonic Thickness Measurement (Repaired)Karna250492% (13)
- Weldment Visual Inspection RequirementsDocument10 paginiWeldment Visual Inspection RequirementsKarthik P MuraliÎncă nu există evaluări
- MT ProcedureDocument9 paginiMT ProcedureTouil Houssem100% (1)
- PENETRANT TEST PROCEDURE (PT Procedure)Document9 paginiPENETRANT TEST PROCEDURE (PT Procedure)Senthil Kumaran100% (1)
- Magnetic Particle Test Procedure Magnetic Particle Test Procedure MTDocument14 paginiMagnetic Particle Test Procedure Magnetic Particle Test Procedure MTsamer8saif100% (3)
- VT ProcedureDocument6 paginiVT ProcedurePand AemonaEonÎncă nu există evaluări
- UT Procedure Rev.0Document32 paginiUT Procedure Rev.0Goutam Kumar Deb100% (2)
- Pt-001 Rev 0 Liquid Penetrant Testing ProcedureDocument7 paginiPt-001 Rev 0 Liquid Penetrant Testing ProcedureBen Buys100% (5)
- Toolfab Engineering Industries (P) LTD: Magnetic Particle Testing ProcedureDocument9 paginiToolfab Engineering Industries (P) LTD: Magnetic Particle Testing Procedurebalakumar rajaramÎncă nu există evaluări
- Sample PT ProcedureDocument10 paginiSample PT ProcedureLarry Keating100% (2)
- P-001 Radiographic Testing Procedure For PipelineDocument25 paginiP-001 Radiographic Testing Procedure For PipelineSaheb YadavÎncă nu există evaluări
- VT Procedure: 1 - PurposeDocument4 paginiVT Procedure: 1 - PurposeElvin Menlibai100% (1)
- Dye Penetrant Testing ProcedureDocument5 paginiDye Penetrant Testing ProcedureTabish Shaikh50% (2)
- Radiography Test & Liquid Penetrant Test ProcedureDocument7 paginiRadiography Test & Liquid Penetrant Test ProcedurePrashant MalveÎncă nu există evaluări
- PT Procedure GeneralDocument9 paginiPT Procedure Generalvsnaiduqc100% (1)
- NDT PT ProcedureDocument13 paginiNDT PT ProcedureSandiSandiiÎncă nu există evaluări
- Liquid Penetrant and Magnetic Particle Testing Level 2Document296 paginiLiquid Penetrant and Magnetic Particle Testing Level 2Anonymous knICaxÎncă nu există evaluări
- Non-Destructive Testing: Proceedings of the 4th European Conference, London, UK, 13- 17 September 1987De la EverandNon-Destructive Testing: Proceedings of the 4th European Conference, London, UK, 13- 17 September 1987Încă nu există evaluări
- Peneterant Testing For NDT - Procedure Details - Latest FinalDocument8 paginiPeneterant Testing For NDT - Procedure Details - Latest FinalAlam MD Sazid100% (1)
- AWSD1.1 Procedure UtDocument19 paginiAWSD1.1 Procedure Utkevin desai50% (2)
- UT ProcedureDocument14 paginiUT Procedurepoodook100% (3)
- NDT Weld Visual Inspection ProcedureDocument4 paginiNDT Weld Visual Inspection Procedureg_sancheti100% (2)
- Aws d1.1 RT Inspection ProcedureDocument14 paginiAws d1.1 RT Inspection ProcedureMohanadÎncă nu există evaluări
- Hardness Test ProcedureDocument5 paginiHardness Test Procedurefebinjohns87100% (1)
- MT Tta NDT Mpi 01 AsmeDocument13 paginiMT Tta NDT Mpi 01 AsmeTuan DangÎncă nu există evaluări
- Visual Inspection ProcedureDocument8 paginiVisual Inspection ProcedureTouil Houssem100% (3)
- Editable NDT Written PractiseDocument15 paginiEditable NDT Written PractiseArockia Rohan Vincent100% (3)
- Eddy Current RFT ProcedureDocument12 paginiEddy Current RFT ProcedureJeganeswaran100% (1)
- Ultrasonic ProcedureDocument31 paginiUltrasonic ProcedureChristopher Jones100% (1)
- Nde Procedure Magnetic Particle TestingDocument20 paginiNde Procedure Magnetic Particle TestingBhisamS Salleh100% (3)
- Ut Procedure AwsDocument23 paginiUt Procedure AwsKrishna Vacha80% (10)
- Procedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Document4 paginiProcedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Mark BrailsfordÎncă nu există evaluări
- All NDE ProcedureDocument35 paginiAll NDE ProcedureArun Karthikeyan100% (2)
- Errata ASNT UT Study Guide LIIIDocument18 paginiErrata ASNT UT Study Guide LIIIVicky SinghÎncă nu există evaluări
- Vacume Box Test ProcedureDocument5 paginiVacume Box Test ProcedureFarhan Sheikh100% (3)
- PTDocument28 paginiPTglazetm100% (1)
- RADIOGRAPHIC TEST PROCEDURE (RT Procedure)Document17 paginiRADIOGRAPHIC TEST PROCEDURE (RT Procedure)Senthil Kumaran100% (1)
- Asme Ix Welder Qualification Interpretation PDFDocument95 paginiAsme Ix Welder Qualification Interpretation PDFnizam1372Încă nu există evaluări
- Penetrant Testing (PT)Document11 paginiPenetrant Testing (PT)Maria Cristina DijmarescuÎncă nu există evaluări
- RT Procedure 10.09.16Document9 paginiRT Procedure 10.09.16mukeshsingh6Încă nu există evaluări
- NDT MT ProcedureDocument14 paginiNDT MT ProcedureSandiSandii100% (2)
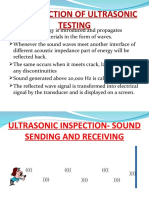
- Introduction of Ultrasonic TestingDocument70 paginiIntroduction of Ultrasonic TestingMAXX ENGINEERS100% (1)
- Dye Penetrant Test ProcedureDocument7 paginiDye Penetrant Test ProcedurePer DC100% (1)
- Helium Leak Testing DubaiDocument32 paginiHelium Leak Testing DubaiAbhijitÎncă nu există evaluări
- Asme b31.3 Acceptance RT TabulatedDocument86 paginiAsme b31.3 Acceptance RT TabulatedWalter Trajada100% (2)
- Rtfi Report PDFDocument1 paginăRtfi Report PDFShreekanthKannathÎncă nu există evaluări
- MPI Procedure For BCEII-FinalDocument10 paginiMPI Procedure For BCEII-FinalBCE DeÎncă nu există evaluări
- List of NDT Standards 10 2015 CorrDocument16 paginiList of NDT Standards 10 2015 CorrAymeeen100% (2)
- Procedure For Liquid Penetrant TestDocument6 paginiProcedure For Liquid Penetrant TestRanjan KumarÎncă nu există evaluări
- Wtm-058 Ut Procedure Aws d1.5 (2010)Document9 paginiWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Writen Practice of Qualification and Certification SHDocument15 paginiWriten Practice of Qualification and Certification SHSisira Chandrasoma100% (3)
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 paginiBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamÎncă nu există evaluări
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocument11 paginiIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnÎncă nu există evaluări
- Engineering ProceduresDocument23 paginiEngineering ProceduresadammzjinÎncă nu există evaluări
- Pneumatic TestDocument10 paginiPneumatic Testchitobarba19726762100% (3)
- Central Business District CBD EAST - Phase 1 of The New Administrative CapitalDocument20 paginiCentral Business District CBD EAST - Phase 1 of The New Administrative CapitalLi LiuÎncă nu există evaluări
- Election2013 Predictions-V4 PDFDocument11 paginiElection2013 Predictions-V4 PDFishfaqurrehmanpkÎncă nu există evaluări
- Tank Testing ProcedureDocument99 paginiTank Testing ProcedureishfaqurrehmanpkÎncă nu există evaluări
- Ultrasonic Phased Array Inspection For An PDFDocument19 paginiUltrasonic Phased Array Inspection For An PDFwiÎncă nu există evaluări
- Tank Erection Manual 2010Document17 paginiTank Erection Manual 2010kaijuÎncă nu există evaluări
- Audit Check List For NDE IssDocument2 paginiAudit Check List For NDE Issishfaqurrehmanpk100% (1)
- AWS-CWI Brochure 2011Document7 paginiAWS-CWI Brochure 2011ishfaqurrehmanpk100% (1)
- Mineral Processing Lab ManualDocument11 paginiMineral Processing Lab ManualChimwemwe KaongaÎncă nu există evaluări
- Experimental Investigation of Machining Parameters For EDM Using Rectangular Shaped Electrode of en 31 SteelDocument3 paginiExperimental Investigation of Machining Parameters For EDM Using Rectangular Shaped Electrode of en 31 SteelMostafa Adil0% (1)
- List of Contractors and Status of Work of Sports Villa 25 To 48A & B Civil Work Plumbing Work Finishing WorkDocument4 paginiList of Contractors and Status of Work of Sports Villa 25 To 48A & B Civil Work Plumbing Work Finishing WorkManasÎncă nu există evaluări
- Project One - Ecr Epcm Services Contract: Level Instruments DatasheetsDocument105 paginiProject One - Ecr Epcm Services Contract: Level Instruments DatasheetsKhan Akhtar HusainÎncă nu există evaluări
- Carbon Capture Physical Solvent Scrubbing Simulation Selexol ProcessDocument28 paginiCarbon Capture Physical Solvent Scrubbing Simulation Selexol ProcesssoemoeÎncă nu există evaluări
- Heat Intake LabDocument3 paginiHeat Intake LabTajay BillingsÎncă nu există evaluări
- Hardness Conversion ChartDocument10 paginiHardness Conversion ChartAshutosh SinghÎncă nu există evaluări
- 2013 Alkane Tutorial (Solutions)Document7 pagini2013 Alkane Tutorial (Solutions)Pinzhen ChenÎncă nu există evaluări
- Buckling of Spherical Shells Subjected To External PressureDocument7 paginiBuckling of Spherical Shells Subjected To External PressureSUBHASH100% (1)
- Buckling Commentary E-Mar18 PDFDocument132 paginiBuckling Commentary E-Mar18 PDFthomas1313Încă nu există evaluări
- ETTV CalculationDocument8 paginiETTV Calculationmeeng2014Încă nu există evaluări
- Lanco Antifloat D-14, TDSDocument2 paginiLanco Antifloat D-14, TDSZein HayekÎncă nu există evaluări
- PFM920I-6U-U Datasheet 20221020Document2 paginiPFM920I-6U-U Datasheet 20221020GgopÎncă nu există evaluări
- C0051-11 Standard Terminology Relating To Lime and Limestone (As Used by The IndustryDocument5 paginiC0051-11 Standard Terminology Relating To Lime and Limestone (As Used by The IndustryAnonymous YwFJrk0yCÎncă nu există evaluări
- Gas LawsDocument80 paginiGas LawsChennille Ann Bleu GundayaoÎncă nu există evaluări
- Wagon Tippler Foundation Rev BDocument294 paginiWagon Tippler Foundation Rev BMUTHUKKUMARAM100% (3)
- Investigation of Al Welding Through MIG Welding ProcessDocument92 paginiInvestigation of Al Welding Through MIG Welding ProcessMert KarakaplanÎncă nu există evaluări
- Many of The Important Properties of Materials Are Due To The Presence of ImperfectionsDocument14 paginiMany of The Important Properties of Materials Are Due To The Presence of ImperfectionsAbdulrahman AlsubieÎncă nu există evaluări
- MSDS083 Rev2 - Photochromic Powder - ESTEE LAUDERDocument4 paginiMSDS083 Rev2 - Photochromic Powder - ESTEE LAUDERSanketh GuptaÎncă nu există evaluări
- Unit-5 PTDocument136 paginiUnit-5 PTTanay NaikÎncă nu există evaluări
- 4024q1 Specimen PaperdocxDocument12 pagini4024q1 Specimen PaperdocxLeses MayÎncă nu există evaluări
- Starrett 3814 ManualDocument15 paginiStarrett 3814 ManualcdokepÎncă nu există evaluări
- 100 QUESTIONS FOR 100 1 XII Class PDFDocument15 pagini100 QUESTIONS FOR 100 1 XII Class PDFAadikeshav SinhaÎncă nu există evaluări
- Design and Development of SMA-actuated CPR SystemDocument11 paginiDesign and Development of SMA-actuated CPR SystemHarsh NigamÎncă nu există evaluări
- LAKBAY A Proposed PNR StationDocument5 paginiLAKBAY A Proposed PNR StationJohn Paul RamosÎncă nu există evaluări
- Techno-Economic Assessment About Propylene GlycolDocument4 paginiTechno-Economic Assessment About Propylene GlycolIntratec SolutionsÎncă nu există evaluări
- Qualcast Trucks Catalog2015Document188 paginiQualcast Trucks Catalog2015Edwin Javier Garavito100% (2)
- Johnson-Cook Empirical ModelsDocument14 paginiJohnson-Cook Empirical ModelsSanaan Khan95% (21)
- Gunstone 61 eDocument0 paginiGunstone 61 esusu222000Încă nu există evaluări