S-ar putea să vă placă și
- New Sensors and Processing ChainDe la EverandNew Sensors and Processing ChainJean-Hugh ThomasÎncă nu există evaluări
- Finite Element Programming in Non-linear Geomechanics and Transient FlowDe la EverandFinite Element Programming in Non-linear Geomechanics and Transient FlowÎncă nu există evaluări
- Ep1005656b1 Fluid Sample Testing SystemDocument27 paginiEp1005656b1 Fluid Sample Testing Systemzweisteine777Încă nu există evaluări
- BS 1881 Part 122 83Document8 paginiBS 1881 Part 122 83Jennifer StokesÎncă nu există evaluări
- United States Patent Application PublicationDocument11 paginiUnited States Patent Application Publicationjproctor67Încă nu există evaluări
- TEPZZ - Z6449B - T: European Patent SpecificationDocument16 paginiTEPZZ - Z6449B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- Pa3 - Us20110199908Document12 paginiPa3 - Us20110199908acela3248Încă nu există evaluări
- Patent Application Publication (10) Pub. No.: US 2009/0250323 A1Document9 paginiPatent Application Publication (10) Pub. No.: US 2009/0250323 A1AdailsonÎncă nu există evaluări
- United States Patent (10) Patent No.: US 7,618,235 B2: Sacco (45) Date of Patent: Nov. 17, 2009Document5 paginiUnited States Patent (10) Patent No.: US 7,618,235 B2: Sacco (45) Date of Patent: Nov. 17, 2009Abdemanaf IdrisÎncă nu există evaluări
- Us 7638082Document10 paginiUs 7638082Fa BelÎncă nu există evaluări
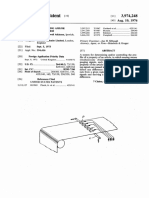
- United States Patent (19) : Crane (45) Aug. 23, 1977Document4 paginiUnited States Patent (19) : Crane (45) Aug. 23, 1977hosseinnaÎncă nu există evaluări
- BS 3424-18 1986 Wicking TestDocument12 paginiBS 3424-18 1986 Wicking TestJakariya NugrahaÎncă nu există evaluări
- BS 598 104 1989 PDFDocument18 paginiBS 598 104 1989 PDFEnd EndÎncă nu există evaluări
- WO2010105003A2 Description 20240328 1708Document12 paginiWO2010105003A2 Description 20240328 1708Igor SilvaÎncă nu există evaluări
- Us4587423 PDFDocument12 paginiUs4587423 PDFRamanamurthy PalliÎncă nu există evaluări
- B 2023 Examiners - Report - ENDocument11 paginiB 2023 Examiners - Report - EN99konstantinostsiÎncă nu există evaluări
- TEPZZ - 8 7 - B - T: European Patent SpecificationDocument85 paginiTEPZZ - 8 7 - B - T: European Patent SpecificationJie99Încă nu există evaluări
- TEPZZ - 6 - 7Z B - T: European Patent SpecificationDocument15 paginiTEPZZ - 6 - 7Z B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- Donald L Smith Gamma PatentDocument34 paginiDonald L Smith Gamma PatentjradÎncă nu există evaluări
- Is 2645 2003 PDFDocument16 paginiIs 2645 2003 PDFlittle gloryÎncă nu există evaluări
- United States Patent (19) : Atkinson (45) Aug. 10, 1976Document9 paginiUnited States Patent (19) : Atkinson (45) Aug. 10, 1976zgregzÎncă nu există evaluări
- Us 20040155650Document13 paginiUs 20040155650dfgsfgsre rete rtwÎncă nu există evaluări
- Bubble Size and Velocity Measurement in Gas-Liquid Systems: Application Fiber Optic Technique To Pilot Plant ScaleDocument5 paginiBubble Size and Velocity Measurement in Gas-Liquid Systems: Application Fiber Optic Technique To Pilot Plant ScaleAmin SmileyÎncă nu există evaluări
- Us 4925562Document7 paginiUs 4925562César Fernando Melquiades BravoÎncă nu există evaluări
- Porosity Measurements and Analysis For Metal Additive Manufacturing Process ControlDocument35 paginiPorosity Measurements and Analysis For Metal Additive Manufacturing Process ControlĐặng HuyÎncă nu există evaluări
- CardingDocument4 paginiCardingsaeedreza20Încă nu există evaluări
- Ultrasonic oDocument8 paginiUltrasonic oDiego Alfonso Godoy PerezÎncă nu există evaluări
- Caja de Vacio AngularDocument3 paginiCaja de Vacio AngularmatiasgatoÎncă nu există evaluări
- Us 20120197440Document13 paginiUs 20120197440Armando MantillaÎncă nu există evaluări
- Appendix CDocument7 paginiAppendix CnevenkanikÎncă nu există evaluări
- Us8456609 PDFDocument21 paginiUs8456609 PDFpmurphÎncă nu există evaluări
- Triaxial Compression Test 1978Document5 paginiTriaxial Compression Test 1978Alejandro425Încă nu există evaluări
- Experiment 4Document11 paginiExperiment 4mirza farhanÎncă nu există evaluări
- Improving Particle Dispersion Characteristics With A Novel Cleaning Screen: Parameter Design and Numerical SimulationDocument56 paginiImproving Particle Dispersion Characteristics With A Novel Cleaning Screen: Parameter Design and Numerical SimulationArman HoseiniÎncă nu există evaluări
- May 19, 1964 F. - Calhoun Etal '3,133,640: Original Filed June 12, 1958 2 Sheets-Sheet. LDocument9 paginiMay 19, 1964 F. - Calhoun Etal '3,133,640: Original Filed June 12, 1958 2 Sheets-Sheet. LjesseÎncă nu există evaluări
- Doc. No.: MHR01 (0056) : ForewordDocument14 paginiDoc. No.: MHR01 (0056) : ForewordYashdeep SinghÎncă nu există evaluări
- Is 4031 2 1999Document13 paginiIs 4031 2 1999MiteshÎncă nu există evaluări
- Barometric Column Filtration V/s Filtrate Pump Filtration Comparison: Case StudyDocument8 paginiBarometric Column Filtration V/s Filtrate Pump Filtration Comparison: Case StudyEusebio Castillo MejiaÎncă nu există evaluări
- Earth Work Excavation ALAM1Document8 paginiEarth Work Excavation ALAM1Partheeban SkpÎncă nu există evaluări
- D 5101 Â " 01 RDUXMDEDocument8 paginiD 5101 Â " 01 RDUXMDEdorbarelÎncă nu există evaluări
- Amendment 1 - 2002Document23 paginiAmendment 1 - 2002Mamta ShindeÎncă nu există evaluări
- Bubbling Fluidized Bed Characterization Using Electrical Capacitance VolumeDocument11 paginiBubbling Fluidized Bed Characterization Using Electrical Capacitance VolumeMészáros EmeseÎncă nu există evaluări
- United States Patent (191: Ham Et AlDocument7 paginiUnited States Patent (191: Ham Et Alguna1985sÎncă nu există evaluări
- Disclosure To Promote The Right To InformationDocument8 paginiDisclosure To Promote The Right To InformationVijayKatariaÎncă nu există evaluări
- ASTM D829 - 97 Wet Tensile Breaking Strength of Paper and Paper ProductsDocument5 paginiASTM D829 - 97 Wet Tensile Breaking Strength of Paper and Paper ProductsSubidorDeLibrosÎncă nu există evaluări
- Sensors 19 01394 PDFDocument22 paginiSensors 19 01394 PDFVictor RojasÎncă nu există evaluări
- On-Line Measurement in Real Time of Tile Moisture at The Dryer Exit by Radio FrequencyDocument16 paginiOn-Line Measurement in Real Time of Tile Moisture at The Dryer Exit by Radio Frequencyduong nguyenÎncă nu există evaluări
- Ultrasonic 01Document22 paginiUltrasonic 01SAMO SAMARAÎncă nu există evaluări
- G76 30608-1Document6 paginiG76 30608-1Alejandro Valdés RojasÎncă nu există evaluări
- Experiment No. 2 - C191 04bDocument7 paginiExperiment No. 2 - C191 04bHassan SyedÎncă nu există evaluări
- NDT Pile Testing Methods: Jarosław RYBAK, Krzysztof SCHABOWICZDocument8 paginiNDT Pile Testing Methods: Jarosław RYBAK, Krzysztof SCHABOWICZshaikabdulkaderscribÎncă nu există evaluări
- BS 598-104-1989Document18 paginiBS 598-104-1989hibonardo100% (1)
- IOPConfSer MaterSciEng406 (2018) 012013Document11 paginiIOPConfSer MaterSciEng406 (2018) 012013Paulo UtargÎncă nu există evaluări
- ASTM C 232 - Bleeding of Concrete PDFDocument5 paginiASTM C 232 - Bleeding of Concrete PDFXaviorOusephÎncă nu există evaluări
- Estimation of Petrophysical Properties of Tar Sands Using MicrotomographyDocument12 paginiEstimation of Petrophysical Properties of Tar Sands Using MicrotomographyRosa K Chang HÎncă nu există evaluări
- spe 124932 ms光纤应变与缠绕角度关系Document15 paginispe 124932 ms光纤应变与缠绕角度关系su feiyuÎncă nu există evaluări
- Module 5. Draft Protocol For Gamma Scanning of Industrial Process ColumnsDocument16 paginiModule 5. Draft Protocol For Gamma Scanning of Industrial Process ColumnsWillykateKairuÎncă nu există evaluări
- Ftee 77 70Document6 paginiFtee 77 70Mariya PavlovaÎncă nu există evaluări
- Multiple Downcomer Fractional Distillation Tray and ProcessDocument9 paginiMultiple Downcomer Fractional Distillation Tray and Processziz37Încă nu există evaluări
- Aashto TP 64 03 2007 PDFDocument15 paginiAashto TP 64 03 2007 PDFAmjad MalikÎncă nu există evaluări
- EP1186430B1Document36 paginiEP1186430B1zweisteine777Încă nu există evaluări
- EP92902669NWB2Document47 paginiEP92902669NWB2zweisteine777Încă nu există evaluări
- TEPZZ - Z89 76B - T: European Patent SpecificationDocument28 paginiTEPZZ - Z89 76B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - Z - 7 79B - T: European Patent SpecificationDocument32 paginiTEPZZ - Z - 7 79B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ765 86B - T: European Patent SpecificationDocument17 paginiTEPZZZ765 86B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ9675 - 4B - T: European Patent SpecificationDocument26 paginiTEPZZZ9675 - 4B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- Tepzz - Z9 ZZZB - T: European Patent SpecificationDocument114 paginiTepzz - Z9 ZZZB - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - Z - 7 79B - T: European Patent SpecificationDocument32 paginiTEPZZ - Z - 7 79B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ7 8Z - B - T: European Patent SpecificationDocument59 paginiTEPZZZ7 8Z - B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ89Z4 - 4B - T: European Patent SpecificationDocument25 paginiTEPZZZ89Z4 - 4B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 489 B - T: European Patent SpecificationDocument23 paginiTEPZZ - 489 B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - Z 8 8B - T: European Patent SpecificationDocument18 paginiTEPZZ - Z 8 8B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 49Z - ZB - T: European Patent SpecificationDocument21 paginiTEPZZ - 49Z - ZB - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 9 - 6 - 6B - T: European Patent SpecificationDocument15 paginiTEPZZ - 9 - 6 - 6B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 6 5B - T: European Patent SpecificationDocument15 paginiTEPZZ - 6 5B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 98957B - T: European Patent SpecificationDocument10 paginiTEPZZ - 98957B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ7 8Z - B - T: European Patent SpecificationDocument59 paginiTEPZZZ7 8Z - B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - Z 8 8B - T: European Patent SpecificationDocument18 paginiTEPZZ - Z 8 8B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ89Z4 - 4B - T: European Patent SpecificationDocument25 paginiTEPZZZ89Z4 - 4B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ765 86B - T: European Patent SpecificationDocument17 paginiTEPZZZ765 86B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 49Z - ZB - T: European Patent SpecificationDocument21 paginiTEPZZ - 49Z - ZB - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 98957B - T: European Patent SpecificationDocument10 paginiTEPZZ - 98957B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - Z89 76B - T: European Patent SpecificationDocument28 paginiTEPZZ - Z89 76B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZZ9675 - 4B - T: European Patent SpecificationDocument26 paginiTEPZZZ9675 - 4B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- Tepzz - Z9 ZZZB - T: European Patent SpecificationDocument114 paginiTepzz - Z9 ZZZB - T: European Patent Specificationzweisteine777Încă nu există evaluări
- TEPZZ - 9 - 6 - 6B - T: European Patent SpecificationDocument15 paginiTEPZZ - 9 - 6 - 6B - T: European Patent Specificationzweisteine777Încă nu există evaluări
- EP1186430B1Document36 paginiEP1186430B1zweisteine777Încă nu există evaluări