S-ar putea să vă placă și
- Failure Modes of Outdoor InsulatorsDocument4 paginiFailure Modes of Outdoor InsulatorszerferuzÎncă nu există evaluări
- 6 Pfisterer - General Product CatalogueDocument7 pagini6 Pfisterer - General Product CatalogueSharafat AliÎncă nu există evaluări
- BS7870-4.10 33kv Single Core Un ArmouredDocument3 paginiBS7870-4.10 33kv Single Core Un Armouredrudypl100% (1)
- Aerial Bundled Conductor Solutions: Product CatalogDocument44 paginiAerial Bundled Conductor Solutions: Product CatalogNimish TaterhÎncă nu există evaluări
- Of Strand Diameter and Conductor Resistance As Per IS 694 and IS 8130 Are MetDocument4 paginiOf Strand Diameter and Conductor Resistance As Per IS 694 and IS 8130 Are MetShubhranshu SumanÎncă nu există evaluări
- EDC-DTS-LV002 - Electrical Accessories For LV ABCDocument34 paginiEDC-DTS-LV002 - Electrical Accessories For LV ABCJoe bilouteÎncă nu există evaluări
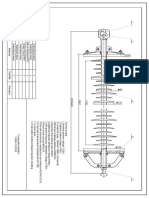
- 132kV Composite InsulatorDocument1 pagină132kV Composite InsulatorAneelÎncă nu există evaluări
- Joints and Terminations of Polymeric Cables For Working Voltages From 6.6 KV Up To and Including 33 KV - Performance Requirements and Type TestsDocument14 paginiJoints and Terminations of Polymeric Cables For Working Voltages From 6.6 KV Up To and Including 33 KV - Performance Requirements and Type TestsPrashant TrivediÎncă nu există evaluări
- 10 MeV Electron Beam Cross-Linking of Plasticized PVCDocument6 pagini10 MeV Electron Beam Cross-Linking of Plasticized PVCDuc Nguyen HuuÎncă nu există evaluări
- Heatshrink Joints PDFDocument24 paginiHeatshrink Joints PDFMonish KrishnaÎncă nu există evaluări
- EMEA WC Sec 6Document55 paginiEMEA WC Sec 6andy175Încă nu există evaluări
- Datasheet Assembly Cable LugsDocument6 paginiDatasheet Assembly Cable LugsGunjanÎncă nu există evaluări
- Single Core Cables To VDE 0276Document11 paginiSingle Core Cables To VDE 0276rose chenÎncă nu există evaluări
- HVDC Rihand 500KVDocument6 paginiHVDC Rihand 500KVpremredÎncă nu există evaluări
- Carta Presentacion FerreteriaDocument10 paginiCarta Presentacion FerreteriaDrakhoÎncă nu există evaluări
- Arial Bunch ConductorDocument10 paginiArial Bunch Conductorbbakari2000Încă nu există evaluări
- High Conductive High Galvanized Round Steel WireDocument2 paginiHigh Conductive High Galvanized Round Steel WirequycoctuÎncă nu există evaluări
- BalanisDocument6 paginiBalanisfabianorbÎncă nu există evaluări
- Three Core Cables To VDE 0276Document15 paginiThree Core Cables To VDE 0276A. HassanÎncă nu există evaluări
- 09 PDFDocument19 pagini09 PDFHesham FandyÎncă nu există evaluări
- EDOC-Practical Considerations in Surge ProtectionDocument15 paginiEDOC-Practical Considerations in Surge ProtectionEl Comedor BenedictÎncă nu există evaluări
- 3X185 RM HT (Test Report)Document1 pagină3X185 RM HT (Test Report)jamilÎncă nu există evaluări
- Generic Specification: Optical Ground Wire Cables (OPGW) For Installation On High Voltage Power LinesDocument15 paginiGeneric Specification: Optical Ground Wire Cables (OPGW) For Installation On High Voltage Power LinesKy TaÎncă nu există evaluări
- 400 KV Underground Cables in Rural AreasDocument9 pagini400 KV Underground Cables in Rural Areassong0603Încă nu există evaluări
- 600 / 1000v Stranded Copper Conductors PVC Insulated With Steel Wire Amour and PVC Sheathed Overall. (BS 6346: 1997)Document8 pagini600 / 1000v Stranded Copper Conductors PVC Insulated With Steel Wire Amour and PVC Sheathed Overall. (BS 6346: 1997)Himdad TahirÎncă nu există evaluări
- 380kV DiagonalConnection Brochure 50hertzDocument15 pagini380kV DiagonalConnection Brochure 50hertzburvanovÎncă nu există evaluări
- Current-Carrying Capacity For Multicore, Armoured To Bs 6346Document1 paginăCurrent-Carrying Capacity For Multicore, Armoured To Bs 6346lkt_pestechÎncă nu există evaluări
- 24 Fiber OPGW ANDES PDFDocument7 pagini24 Fiber OPGW ANDES PDFMAN TÎncă nu există evaluări
- GTP For DPDC HTDocument2 paginiGTP For DPDC HTjamilÎncă nu există evaluări
- Creepage Distance MeasurementsDocument10 paginiCreepage Distance MeasurementsehangomaÎncă nu există evaluări
- TDS, CSD - Iec 60502-2Document4 paginiTDS, CSD - Iec 60502-2Ghiles AOUICHEÎncă nu există evaluări
- Single-Conductor Cables in Parallel - Wu, Alex Y.Document19 paginiSingle-Conductor Cables in Parallel - Wu, Alex Y.eero.ylistalo100% (1)
- Technical Specification of Lattice Steel PolesDocument9 paginiTechnical Specification of Lattice Steel PolesCalinB.ACÎncă nu există evaluări
- List of Malaysian Standards Prepared by MCMA SWO PDFDocument7 paginiList of Malaysian Standards Prepared by MCMA SWO PDFfisplÎncă nu există evaluări
- Seccionador de LíneaDocument1 paginăSeccionador de LíneaGeorge O.Încă nu există evaluări
- Specification For PVC Insulated (Heavy Duty) Electric CablesDocument18 paginiSpecification For PVC Insulated (Heavy Duty) Electric CablesPrashant TrivediÎncă nu există evaluări
- Description: Cu/Mica/Xlpe/Oscr/Lszh/Gswa/LszhDocument4 paginiDescription: Cu/Mica/Xlpe/Oscr/Lszh/Gswa/LszhTarek FawzyÎncă nu există evaluări
- Corp-058 Tech Spec - Covered Conducor - Al 59 Acs PDFDocument34 paginiCorp-058 Tech Spec - Covered Conducor - Al 59 Acs PDFCabcon IndiaÎncă nu există evaluări
- Cleveland Cable Catlaogue 2012 PDFDocument140 paginiCleveland Cable Catlaogue 2012 PDFjaliscoruedaÎncă nu există evaluări
- Positive and Zero Sequence Impedance of Cable - Voltage DisturbanceDocument6 paginiPositive and Zero Sequence Impedance of Cable - Voltage DisturbanceshuwingÎncă nu există evaluări
- Overhead SwitchesDocument24 paginiOverhead SwitchesAnthony LagradaÎncă nu există evaluări
- HV DC PrysmianDocument32 paginiHV DC PrysmianFiras AtwanÎncă nu există evaluări
- Is 398 Part5 1992Document13 paginiIs 398 Part5 1992skc1234Încă nu există evaluări
- Polymer InsulatorsDocument34 paginiPolymer InsulatorsAbraiz Khan KhattakÎncă nu există evaluări
- Is 7098 2 2011Document17 paginiIs 7098 2 2011prajaptijagdishÎncă nu există evaluări
- High-Voltage Bridge For Cable Fault Location, Sheath Testing, Sheath Fault Prelocation and PinpointingDocument4 paginiHigh-Voltage Bridge For Cable Fault Location, Sheath Testing, Sheath Fault Prelocation and PinpointingPetru VirgilÎncă nu există evaluări
- Transmission Line & DistributionDocument40 paginiTransmission Line & DistributionAnil KumarÎncă nu există evaluări
- Pre Qualificaion1Document16 paginiPre Qualificaion1Mahmoud YahyaÎncă nu există evaluări
- Caledoniana HT CableDocument100 paginiCaledoniana HT Cable1382aceÎncă nu există evaluări
- No Smoke Without FireDocument1 paginăNo Smoke Without FireArdi Do0% (1)
- BS 4568Document6 paginiBS 4568Shamoon ChaudhryÎncă nu există evaluări
- Zolex - Bi Metalic PDFDocument6 paginiZolex - Bi Metalic PDFHemang M. GajjarÎncă nu există evaluări
- Micalastic Insulation: For High Voltage Hydro GeneratorsDocument8 paginiMicalastic Insulation: For High Voltage Hydro GeneratorsBruno Oliveira100% (1)
- 2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Document202 pagini2B P6 MVCC - RDSS - PGVCL - Infra SBD - Part 2 - TS - Version-2 - 28062022Mrugesh Samsung.m31sÎncă nu există evaluări
- AFL Substation Bus DampersDocument12 paginiAFL Substation Bus Dampersabhi120783Încă nu există evaluări
- Test Feasibility For Various EquipmentsDocument10 paginiTest Feasibility For Various EquipmentsBoreda RahulÎncă nu există evaluări
- Silicone Conductor Cover, Overhead Line Cover IndiaDocument6 paginiSilicone Conductor Cover, Overhead Line Cover IndiaNikhil MathewÎncă nu există evaluări
- Knowledge is "Real Power": Introduction to Power QualityDe la EverandKnowledge is "Real Power": Introduction to Power QualityÎncă nu există evaluări
- B D Bonatto PHD ThesisDocument185 paginiB D Bonatto PHD Thesisdmsoares1989100% (1)
- PDFDocument4 paginiPDFdmsoares1989Încă nu există evaluări
- Characteristic Properties of Silicone Rubber CompoundsDocument16 paginiCharacteristic Properties of Silicone Rubber Compoundslink2u_007Încă nu există evaluări
- Nema Stdstp2Document34 paginiNema Stdstp2dmsoares1989Încă nu există evaluări
- Casio Fx-350MS ManualDocument40 paginiCasio Fx-350MS ManualGarrett Lewis100% (3)
- Stafford House InternationalDocument24 paginiStafford House Internationaldmsoares1989Încă nu există evaluări
- Composite Insulators 081208Document12 paginiComposite Insulators 081208Nikitha ChandrashekarÎncă nu există evaluări
- Insulator TestingDocument28 paginiInsulator TestingadnanÎncă nu există evaluări
- Special Relativity and Maxwells EquationsDocument51 paginiSpecial Relativity and Maxwells EquationslepetitnoirÎncă nu există evaluări
- COMSOL MetisDocument44 paginiCOMSOL Metisdmsoares1989Încă nu există evaluări
- Environmental Aging of Polymeri Insulators in PakistanDocument2 paginiEnvironmental Aging of Polymeri Insulators in Pakistandmsoares1989Încă nu există evaluări
- COMSOL - Introduction To AC/DC ModuleDocument46 paginiCOMSOL - Introduction To AC/DC ModuleRafael CoelhoÎncă nu există evaluări
- PDFDocument10 paginiPDFdmsoares1989Încă nu există evaluări
- Upload 1desig N An D Operatio N Perspectiv e o F A Britis H UH V LaboratorDocument21 paginiUpload 1desig N An D Operatio N Perspectiv e o F A Britis H UH V Laboratordmsoares1989Încă nu există evaluări
- Harmonics Transformer de RatingDocument6 paginiHarmonics Transformer de RatingFabricio Dias CoimbraÎncă nu există evaluări
- Maxwell's Equations For Electromagnetic WavesDocument54 paginiMaxwell's Equations For Electromagnetic Wavesdmsoares1989Încă nu există evaluări
- PDFDocument6 paginiPDFdmsoares1989Încă nu există evaluări
- jgrd14623 PDFDocument8 paginijgrd14623 PDFdmsoares1989Încă nu există evaluări
- PDFDocument4 paginiPDFdmsoares1989Încă nu există evaluări
- Corona Ring Design of 800kV DC Composite Insulator Based On Computer AnalysisDocument4 paginiCorona Ring Design of 800kV DC Composite Insulator Based On Computer Analysisdmsoares1989Încă nu există evaluări
- Ajas651010 1014 PDFDocument5 paginiAjas651010 1014 PDFdmsoares1989Încă nu există evaluări
- Ajas651010 1014 PDFDocument5 paginiAjas651010 1014 PDFdmsoares1989Încă nu există evaluări
- ABB - Guidelines For Surge Protection of Shunt Capacitors BanksDocument14 paginiABB - Guidelines For Surge Protection of Shunt Capacitors BanksRodolpho SousaÎncă nu există evaluări
- Review of Features of Fog Chamber at The Ohio State University For Polymer Insulator EvaluationDocument4 paginiReview of Features of Fog Chamber at The Ohio State University For Polymer Insulator Evaluationdmsoares1989Încă nu există evaluări
- PDFDocument4 paginiPDFdmsoares1989Încă nu există evaluări
- PDFDocument4 paginiPDFdmsoares1989Încă nu există evaluări
- PDFDocument4 paginiPDFdmsoares1989Încă nu există evaluări
- PDFDocument7 paginiPDFdmsoares1989Încă nu există evaluări
- PDFDocument10 paginiPDFdmsoares1989Încă nu există evaluări
- Inorganic Fibers Lecture Class NoteDocument23 paginiInorganic Fibers Lecture Class NoteGemeda GebinoÎncă nu există evaluări
- Schels Textile Reinforced ConcreteDocument15 paginiSchels Textile Reinforced ConcreteJill Jim LivestockÎncă nu există evaluări
- 106 JmesDocument17 pagini106 JmesYuvaraj GÎncă nu există evaluări
- Sample IndustryDocument58 paginiSample Industryprajwalhghadge17Încă nu există evaluări
- Dissertation Phase 1Document33 paginiDissertation Phase 1Syed Mohd Mehdi100% (1)
- Materi Komposit - Prof. Anne ZulfiaDocument59 paginiMateri Komposit - Prof. Anne ZulfiaMuhammad ThohariÎncă nu există evaluări
- Wind PowerDocument77 paginiWind PowersreeramÎncă nu există evaluări
- Application Methodology - ShaliEnamelDocument5 paginiApplication Methodology - ShaliEnamelPradeep SinghÎncă nu există evaluări
- Sika WrapDocument7 paginiSika WrapFredy Alexis Bellido SalazarÎncă nu există evaluări
- Jps DatabookDocument82 paginiJps DatabookcolnsandersÎncă nu există evaluări
- 05 Fiber - Reinforced Polymers Processes and ApplicationsDocument470 pagini05 Fiber - Reinforced Polymers Processes and ApplicationsarivumaniÎncă nu există evaluări
- Glass Fibre Filters - AxivaDocument4 paginiGlass Fibre Filters - AxivaKapil SharmaÎncă nu există evaluări
- 2nd Addenda National Highway Wing 2019 19022020Document87 pagini2nd Addenda National Highway Wing 2019 19022020a duttaÎncă nu există evaluări
- Glass Fibre Reinforced ConcreteDocument10 paginiGlass Fibre Reinforced ConcreteHimanshu Sekhar PandaÎncă nu există evaluări
- Sae1401 Aircraft Composite Materials and StructuresDocument45 paginiSae1401 Aircraft Composite Materials and Structuresu2b11517100% (1)
- Mil HDBK 17 2FDocument11 paginiMil HDBK 17 2FprodianÎncă nu există evaluări
- Of Composite Materials: Theodore J. ReinhartDocument13 paginiOf Composite Materials: Theodore J. Reinhartsupriyo1970Încă nu există evaluări
- GRP Properties 2016 01Document1 paginăGRP Properties 2016 01Carlos GarridoÎncă nu există evaluări
- Evaluation of In-Plane Shear Test Methods For Composite Material LaminatesDocument6 paginiEvaluation of In-Plane Shear Test Methods For Composite Material Laminates3pherÎncă nu există evaluări
- New Updated Project ReportDocument26 paginiNew Updated Project ReportsharanyaÎncă nu există evaluări
- C981-05 (Reapproved 2013) .PDF - (EngPedia - Ir)Document18 paginiC981-05 (Reapproved 2013) .PDF - (EngPedia - Ir)Hossein DoudiÎncă nu există evaluări
- Lobo 2021Document8 paginiLobo 2021Yerco muñozÎncă nu există evaluări
- Textilelearner - Blogspot.in-Introduction of Glass Fiber Types of Glass Fiber Properties of Glass Fiber Manufacturing ProcessesDocument4 paginiTextilelearner - Blogspot.in-Introduction of Glass Fiber Types of Glass Fiber Properties of Glass Fiber Manufacturing Processesimrock1234Încă nu există evaluări
- 4 - A Modelling Approach For Prediction of Erosion Behaviour of Glass Fiber Polyster Composites Amar Patnail - Alok Satapathy - Mahapatra S SDocument14 pagini4 - A Modelling Approach For Prediction of Erosion Behaviour of Glass Fiber Polyster Composites Amar Patnail - Alok Satapathy - Mahapatra S Sgirish KulkarniÎncă nu există evaluări
- Strengthening Competition Using Fiber-Reinforced Polymer (FRP) CompositesDocument6 paginiStrengthening Competition Using Fiber-Reinforced Polymer (FRP) Composites侯柏毅Încă nu există evaluări
- A Review On Basalt Fibre and Its Composites PDFDocument21 paginiA Review On Basalt Fibre and Its Composites PDFEjaz RahimiÎncă nu există evaluări
- Uni-Seals Product Catalog: Skived Sheets: Molded SheetsDocument1 paginăUni-Seals Product Catalog: Skived Sheets: Molded Sheetsglobal caroniÎncă nu există evaluări
- High Performance MaterialsDocument66 paginiHigh Performance MaterialsP100 Abdallah Ibrahem abdallah mohammedÎncă nu există evaluări
- ACI 440.XR - To - TAC Report On Fiber-Reinforced Polymer (FRP)Document348 paginiACI 440.XR - To - TAC Report On Fiber-Reinforced Polymer (FRP)Victor Calvet RodriguezÎncă nu există evaluări
- Composite Leaf SpringDocument19 paginiComposite Leaf SpringsreedhilmsÎncă nu există evaluări