S-ar putea să vă placă și
- Interpretación de planos en soldadura. FMEC0210De la EverandInterpretación de planos en soldadura. FMEC0210Evaluare: 4.5 din 5 stele4.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De la EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Încă nu există evaluări
- Procesos de corte y preparación de bordes. FMEC0210De la EverandProcesos de corte y preparación de bordes. FMEC0210Încă nu există evaluări
- Modulo 6Document50 paginiModulo 6Ivan SevillanoÎncă nu există evaluări
- Soldadura con alambre tubular. FMEC0210De la EverandSoldadura con alambre tubular. FMEC0210Încă nu există evaluări
- 2-Clase de Normativa Soldadura PDFDocument122 pagini2-Clase de Normativa Soldadura PDFPericodelosPalotes100% (1)
- Soldeo Entre Materilaes DisimilaresDocument38 paginiSoldeo Entre Materilaes DisimilaresRjvPoqui100% (1)
- 18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFDocument96 pagini18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFauro01Încă nu există evaluări
- Corte y mecanizado de tuberías. FMEC0108De la EverandCorte y mecanizado de tuberías. FMEC0108Încă nu există evaluări
- Simbología CisoldDocument148 paginiSimbología CisoldEnriiqe F'Collao100% (1)
- Tema 12 END Inspección Visual PDFDocument26 paginiTema 12 END Inspección Visual PDFNéstor Villanueva GutiérrezÎncă nu există evaluări
- Soldadura en el montaje de tuberías. FMEC0108De la EverandSoldadura en el montaje de tuberías. FMEC0108Încă nu există evaluări
- Base de Cálculo para Las Uniones Soldadas-Manual Cesol PDFDocument70 paginiBase de Cálculo para Las Uniones Soldadas-Manual Cesol PDFhenrychavezconde100% (2)
- Soldadura Presencial Ppt-1Document200 paginiSoldadura Presencial Ppt-1Denìs Espinoza ReyesÎncă nu există evaluări
- Manual Grizzly 1188B11171 sg2151 Spanish PDFDocument50 paginiManual Grizzly 1188B11171 sg2151 Spanish PDFEdson Eduardo Medina de la Cruz100% (1)
- Manual Grizzly 1188B11171 sg2151 Spanish PDFDocument50 paginiManual Grizzly 1188B11171 sg2151 Spanish PDFEdson Eduardo Medina de la Cruz100% (1)
- Manual Grizzly 1188B11171 sg2151 Spanish PDFDocument50 paginiManual Grizzly 1188B11171 sg2151 Spanish PDFEdson Eduardo Medina de la Cruz100% (1)
- Simbologia Aws. Ansi PDFDocument45 paginiSimbologia Aws. Ansi PDFWilliam Chipana100% (1)
- Iwe - Tema 3.6.rev4 - DefDocument75 paginiIwe - Tema 3.6.rev4 - DefCesar Ramos100% (1)
- Manual Filtro 1-2 PDFDocument526 paginiManual Filtro 1-2 PDFEduardoÎncă nu există evaluări
- Manual Filtro 1-2 PDFDocument526 paginiManual Filtro 1-2 PDFEduardoÎncă nu există evaluări
- PutzmeisterDocument350 paginiPutzmeisterEdson Eduardo Medina de la Cruz100% (3)
- Reglamento de Inspectores AcsDocument52 paginiReglamento de Inspectores Acswilialexis771Încă nu există evaluări
- Iwe - Tema 3.4.rev4 - DefDocument70 paginiIwe - Tema 3.4.rev4 - DefJose Corbacho100% (1)
- IWE - Tema 1.2. Rev3 - DEF OXIGASDocument40 paginiIWE - Tema 1.2. Rev3 - DEF OXIGASJorge HernándezÎncă nu există evaluări
- Soldadura MAG de chapas de acero al carbono. FMEC0210De la EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Încă nu există evaluări
- IWE - Tema 3.3.rev5 - DEF PDFDocument42 paginiIWE - Tema 3.3.rev5 - DEF PDFCesar Ramos100% (1)
- Liquidos Penetrantes Manual CursoDocument234 paginiLiquidos Penetrantes Manual Cursopaul116Încă nu există evaluări
- Iwe - Tema 3.9.rev3 - DefDocument68 paginiIwe - Tema 3.9.rev3 - DefJosé SandovalÎncă nu există evaluări
- 02 IWE - Tema 1.2. Rev3 - DEF PDFDocument41 pagini02 IWE - Tema 1.2. Rev3 - DEF PDFGuillermo GutierrezÎncă nu există evaluări
- UD8 Rev02Document61 paginiUD8 Rev02Melvinia ShieldsÎncă nu există evaluări
- Soldeo MIG - MAGDocument80 paginiSoldeo MIG - MAGJoan Rueda100% (1)
- Variabilidad BiologicaDocument23 paginiVariabilidad BiologicaNegro Mendoza Regalado75% (4)
- Fractura MecanicaDocument36 paginiFractura Mecanicaauro01Încă nu există evaluări
- Soldeo Manual Por Arco Con Electrodo Revestido PDFDocument55 paginiSoldeo Manual Por Arco Con Electrodo Revestido PDFJefferson Josue Escobedo Flores100% (1)
- Manual Inspector de Construcciones SoldadasDocument13 paginiManual Inspector de Construcciones SoldadasoaperuchenaÎncă nu există evaluări
- IWE - Tema 3.2 Fundamento de La Resistencia de Materiales - Rev4Document68 paginiIWE - Tema 3.2 Fundamento de La Resistencia de Materiales - Rev4Marco AntonioÎncă nu există evaluări
- Procesos de SoldeoDocument103 paginiProcesos de SoldeoChristian Vg100% (1)
- IWE - Tema 1.18 Soldeo Cerámicos PDFDocument41 paginiIWE - Tema 1.18 Soldeo Cerámicos PDFCesar Ramos100% (1)
- Manual Filtro 4-5 PDFDocument535 paginiManual Filtro 4-5 PDFEduardo100% (1)
- Iwe - Tema 2.7. Rev0 - DefDocument28 paginiIwe - Tema 2.7. Rev0 - DefAbel Valderrama PerezÎncă nu există evaluări
- Modulo 10Document59 paginiModulo 10Ivan SevillanoÎncă nu există evaluări
- m01 09 El Soldeo Mig MagDocument60 paginim01 09 El Soldeo Mig MagmontyviaderoÎncă nu există evaluări
- IWE - Tema 1.2. Rev4Document40 paginiIWE - Tema 1.2. Rev4Andrea FPresa100% (1)
- IWE - Tema 1.1. Rev5Document79 paginiIWE - Tema 1.1. Rev5Andrea FPresaÎncă nu există evaluări
- IWE - Tema 1.1 Introducción General PDFDocument79 paginiIWE - Tema 1.1 Introducción General PDFCesar Ramos100% (2)
- UD16 Rev02Document71 paginiUD16 Rev02Melvinia ShieldsÎncă nu există evaluări
- Tig 1Document60 paginiTig 1Jose DaltónÎncă nu există evaluări
- 3.3 - Diseño de Uniones Soldadas PDFDocument32 pagini3.3 - Diseño de Uniones Soldadas PDFIñaki JaritÎncă nu există evaluări
- 3.03.2. Simbología de Uniones Soldadadas - NORMA ISO 2553Document17 pagini3.03.2. Simbología de Uniones Soldadadas - NORMA ISO 2553RENZO RAI RIOS ROQUEÎncă nu există evaluări
- Proceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)Document32 paginiProceso de Soldadura Por Arco Electrico Con Proteccion Gaseosa (GMAW)topitoloco100% (3)
- Educaciónhospitalariauna Aproximaciónalpensamiento Filosoficodelahospitalidad DesdelaexperienciadocenteDocument243 paginiEducaciónhospitalariauna Aproximaciónalpensamiento Filosoficodelahospitalidad DesdelaexperienciadocenteLourdes TorresÎncă nu există evaluări
- Calculo de Uniones Soldadas 3-7Document52 paginiCalculo de Uniones Soldadas 3-7ricardodelatorre100% (1)
- Linea 7 Instrucciones de Funcionamiento PDFDocument92 paginiLinea 7 Instrucciones de Funcionamiento PDFDaniel TuerosÎncă nu există evaluări
- Psicología Fisiológica UNEDDocument51 paginiPsicología Fisiológica UNEDbobsraineyÎncă nu există evaluări
- Tutela de Suministro de Lentes Alvaro de Jesus SolerDocument4 paginiTutela de Suministro de Lentes Alvaro de Jesus SolerMayerlyGarcia100% (1)
- 6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFDocument91 pagini6 - Introducción Al Proceso de Soldeo Con Protección Gas PDFIñaki JaritÎncă nu există evaluări
- Diseño y Cálculo de Uniones en Estructuras de AceroDocument24 paginiDiseño y Cálculo de Uniones en Estructuras de Aceromlamour0% (1)
- Arco SumergidoDocument42 paginiArco Sumergidomessigol10Încă nu există evaluări
- Clasificación de Los ElectrodosDocument8 paginiClasificación de Los ElectrodosPoletteÎncă nu există evaluări
- Uf1622 Procesos de Corte Y Preparacion de Bordes OnlineDocument12 paginiUf1622 Procesos de Corte Y Preparacion de Bordes OnlineAndres Zabala Castaneda0% (1)
- U4-Soldabilidad Aceros Al CarbonoDocument18 paginiU4-Soldabilidad Aceros Al CarbonoRoberto DavisÎncă nu există evaluări
- Manual de Ac Inox para Sold AdoresDocument80 paginiManual de Ac Inox para Sold AdorescoloccioÎncă nu există evaluări
- X Clasificación Del AceroDocument3 paginiX Clasificación Del Aceroneripe100% (7)
- Temario Clinica Aws D11-2015 PDFDocument15 paginiTemario Clinica Aws D11-2015 PDFjavierÎncă nu există evaluări
- Proceso GMAW, Lincoln en EspañolDocument52 paginiProceso GMAW, Lincoln en EspañolAlex DE LA CruzÎncă nu există evaluări
- EXT z0jnxIbqO4mIPd2DZijcDocument3 paginiEXT z0jnxIbqO4mIPd2DZijcAnonymous fIP5oBxoÎncă nu există evaluări
- Manual Proceso Soldadura MigDocument15 paginiManual Proceso Soldadura MigArmando Palacios MaximilianoÎncă nu există evaluări
- Curso SoldaduraDocument98 paginiCurso SoldaduraAngel Escandón VillaÎncă nu există evaluări
- ALEACIONES FERREAS DefinitivaDocument108 paginiALEACIONES FERREAS DefinitivaJesús ValÎncă nu există evaluări
- Clasificación de Electrodos para SoldaduraDocument13 paginiClasificación de Electrodos para SoldaduraRodrigo PaezÎncă nu există evaluări
- REDUCTOR (FMI-LP-FDR - 008) - Model PDFDocument1 paginăREDUCTOR (FMI-LP-FDR - 008) - Model PDFEdson Eduardo Medina de la CruzÎncă nu există evaluări
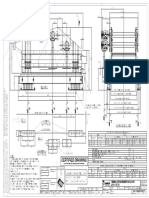
- 2.1.2 - Dibujo de Arreglo Generale - N11500702 - 01 PDFDocument1 pagină2.1.2 - Dibujo de Arreglo Generale - N11500702 - 01 PDFEdson Eduardo Medina de la CruzÎncă nu există evaluări
- 2.1.3 - Cuaderno de Piezas LH 8'x20' DD - 128.183Document22 pagini2.1.3 - Cuaderno de Piezas LH 8'x20' DD - 128.183Edson Eduardo Medina de la CruzÎncă nu există evaluări
- Manual OptibeltDocument160 paginiManual OptibeltRenzo Jo Laurent100% (2)
- 2.1.2 - Dibujo de Arreglo Generale - N11500702 - 01 PDFDocument1 pagină2.1.2 - Dibujo de Arreglo Generale - N11500702 - 01 PDFEdson Eduardo Medina de la CruzÎncă nu există evaluări
- DESPIECE REDUCTOR MIXER - 01257596 - EsDocument1 paginăDESPIECE REDUCTOR MIXER - 01257596 - EsEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Instrucciones HFS1325 XP5648Document196 paginiInstrucciones HFS1325 XP5648Edson Eduardo Medina de la Cruz0% (1)
- Analisis de La Gestion de Lubricación Enero (01 - 31 Ene) U.M. Porvenir Mtto PlantaDocument5 paginiAnalisis de La Gestion de Lubricación Enero (01 - 31 Ene) U.M. Porvenir Mtto PlantaEdson Eduardo Medina de la CruzÎncă nu există evaluări
- DESPIECE ADAPTADOR REDUCTOR MIXER - 23276199 - EsDocument1 paginăDESPIECE ADAPTADOR REDUCTOR MIXER - 23276199 - EsEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Presentacion 02 PMDocument30 paginiPresentacion 02 PMEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Guias para La Implementacion ISO17359 PDFDocument61 paginiGuias para La Implementacion ISO17359 PDFskotikoÎncă nu există evaluări
- Instrucciones Hf1345 Xp5646Document198 paginiInstrucciones Hf1345 Xp5646Paul DavidÎncă nu există evaluări
- Presentacion 01 PMDocument26 paginiPresentacion 01 PMEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Guias para La ImplementacionDocument4 paginiGuias para La ImplementacionEdson Eduardo Medina de la CruzÎncă nu există evaluări
- O&M-IMC6-P-7 Procedimiento de Planeación, Programación, Asignación y Ejecución Rev. 0Document17 paginiO&M-IMC6-P-7 Procedimiento de Planeación, Programación, Asignación y Ejecución Rev. 0Edson Eduardo Medina de la CruzÎncă nu există evaluări
- Guias para La ImplementacionDocument4 paginiGuias para La ImplementacionEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Catalogo Cur Sos General 1Document26 paginiCatalogo Cur Sos General 1Edson Eduardo Medina de la CruzÎncă nu există evaluări
- Brochure SAP PMDocument4 paginiBrochure SAP PMAngel Ramiro Osco TelloÎncă nu există evaluări
- Promocion Diplomado Administrador PlanificadorDocument4 paginiPromocion Diplomado Administrador PlanificadorEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Excel 2016 Bas Sesión 4 PresentaciónDocument17 paginiExcel 2016 Bas Sesión 4 PresentaciónEdson Eduardo Medina de la CruzÎncă nu există evaluări
- TRIBOLOGIADocument2 paginiTRIBOLOGIAEdson Eduardo Medina de la CruzÎncă nu există evaluări
- Manual de Negocios Cacao y Café 219Document3 paginiManual de Negocios Cacao y Café 219Edson Eduardo Medina de la CruzÎncă nu există evaluări
- Repaso de Anatomía y Fisiología GastrointestinalDocument11 paginiRepaso de Anatomía y Fisiología Gastrointestinalfernanda23enfÎncă nu există evaluări
- EKuore Manual UsuarioDocument31 paginiEKuore Manual Usuariovemedic sasÎncă nu există evaluări
- Ficha de Mantenimiento TomacorrientesDocument1 paginăFicha de Mantenimiento TomacorrientesCacallica Caceres agustoÎncă nu există evaluări
- Pract #2 Estadistica 300Document6 paginiPract #2 Estadistica 300Rocio Quispe ParicaguaÎncă nu există evaluări
- Manual Usuario EspañolDocument40 paginiManual Usuario EspañolSergio CifuentesÎncă nu există evaluări
- Aprendiendo A Evaluar La Vulnerabilidad de Las Fincas Productoras de Café para Implementar Acciones Que Contribuyan A Enfrentar El Cambio ClimáticoDocument81 paginiAprendiendo A Evaluar La Vulnerabilidad de Las Fincas Productoras de Café para Implementar Acciones Que Contribuyan A Enfrentar El Cambio ClimáticoJuan Guevara100% (1)
- Panel Solar AeronavesDocument3 paginiPanel Solar AeronavesFelixÎncă nu există evaluări
- Tucibi (FINAL)Document6 paginiTucibi (FINAL)Firulais IndustriesÎncă nu există evaluări
- Economía y Trabajo en La Perspectiva Global UC 2015 IDocument21 paginiEconomía y Trabajo en La Perspectiva Global UC 2015 IKarelly Balvin AraujoÎncă nu există evaluări
- Rotacion de CultivosDocument2 paginiRotacion de Cultivossebastian sebastianÎncă nu există evaluări
- Mapa de Competencias Enfermera de Urgencias - Carlos.HayaDocument2 paginiMapa de Competencias Enfermera de Urgencias - Carlos.HayaRoberto MÎncă nu există evaluări
- BIOMATERIALESDocument4 paginiBIOMATERIALESJoselyn NavarreteÎncă nu există evaluări
- Neuro MeningitisDocument11 paginiNeuro Meningitisjessyi12345Încă nu există evaluări
- 1 TDR Camara de Empalme y MedicionDocument23 pagini1 TDR Camara de Empalme y MedicionAnthony Soto MegoÎncă nu există evaluări
- Receta de Queque EsponjosoDocument3 paginiReceta de Queque EsponjosoPatricia herreraÎncă nu există evaluări
- Tipos de Cortes en Carne de ResDocument2 paginiTipos de Cortes en Carne de ResAndrés FryDarens100% (1)
- Manejo de FiebreDocument1 paginăManejo de FiebreAndrés VillacrésÎncă nu există evaluări
- Norma Técnica Implementación Sistema de Vigilancia de Accidentes Del Trabajo Con Resultado de Muerte y Graves PDFDocument67 paginiNorma Técnica Implementación Sistema de Vigilancia de Accidentes Del Trabajo Con Resultado de Muerte y Graves PDFIngenieros PrevenciónÎncă nu există evaluări
- Proyecto Sobre El FrijolDocument58 paginiProyecto Sobre El FrijolLina Utrera100% (2)
- Comprension Lectora en InfografiasDocument4 paginiComprension Lectora en InfografiasbeaulloaÎncă nu există evaluări
- Teoría Del EtiquetadoDocument2 paginiTeoría Del EtiquetadoPedro DavilaÎncă nu există evaluări
- Geología Fósiles y Fosilización. EstudiantesDocument8 paginiGeología Fósiles y Fosilización. Estudiantescarlos villanuevaÎncă nu există evaluări
- Modelo de Procedimiento para El Comité de Convivenci1Document9 paginiModelo de Procedimiento para El Comité de Convivenci1katherine benavidesÎncă nu există evaluări
- Inforne ModeloDocument9 paginiInforne ModeloJose CabanillasÎncă nu există evaluări
- Divisas 081121Document36 paginiDivisas 081121Monica MarinÎncă nu există evaluări
- La Influencia Del Estrés en El Rendimiento Académico en Estudiantes de Una Universidad Privada Del Cono Norte 2023Document50 paginiLa Influencia Del Estrés en El Rendimiento Académico en Estudiantes de Una Universidad Privada Del Cono Norte 2023Miguel Tolentino la CruzÎncă nu există evaluări