S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Ozone FriendlyDocument21 paginiOzone FriendlySarah FrazierÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Dangote CPPDocument161 paginiDangote CPPSarah Frazier100% (1)
- WTCDocument57 paginiWTCSarah FrazierÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Incident ReportDocument24 paginiIncident ReportSarah FrazierÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Alkali FlushingDocument107 paginiAlkali FlushingSarah FrazierÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Health Condition Report of The Fan Bs Fan For Boiler No # 1: ObservationDocument4 paginiHealth Condition Report of The Fan Bs Fan For Boiler No # 1: ObservationSarah FrazierÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- M. Syed Amirsha Hakani, B.EDocument29 paginiM. Syed Amirsha Hakani, B.ESarah FrazierÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- 210 MW Power PlantDocument3 pagini210 MW Power PlantSarah FrazierÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- ABG PresentationDocument28 paginiABG PresentationSarah Frazier0% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Power T&D SolutionsDocument47 paginiPower T&D SolutionsSarah FrazierÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Earthing PracticeDocument52 paginiEarthing PracticeSarah FrazierÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Nitrozen OxideDocument7 paginiNitrozen OxideSarah FrazierÎncă nu există evaluări
- About IndiaDocument32 paginiAbout IndiaSarah FrazierÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- TG ConfigurationsDocument35 paginiTG ConfigurationsSarah FrazierÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Proposed Cs3000System Architecture: Remote Operator Stations-Assumed at 50 Mtrs From The Main CRDocument1 paginăProposed Cs3000System Architecture: Remote Operator Stations-Assumed at 50 Mtrs From The Main CRSarah FrazierÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- InstrumentationDocument21 paginiInstrumentationSarah FrazierÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Power Quality in Low VoltageDocument99 paginiPower Quality in Low VoltageSarah Frazier0% (1)
- Valves&Soot BlowersDocument29 paginiValves&Soot BlowersSarah FrazierÎncă nu există evaluări
- Roller MillsDocument27 paginiRoller MillsSarah FrazierÎncă nu există evaluări
- Air Pre HeaterDocument22 paginiAir Pre HeaterSarah FrazierÎncă nu există evaluări
- FAN-SOUND and Vibration, BalancingDocument33 paginiFAN-SOUND and Vibration, BalancingSarah FrazierÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Fan System and PerformanceDocument16 paginiFan System and PerformanceSarah FrazierÎncă nu există evaluări
- SHUT DOWN - PpsDocument6 paginiSHUT DOWN - PpsSarah FrazierÎncă nu există evaluări
- Stoker FiringDocument26 paginiStoker FiringSarah Frazier50% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Heat Transfer & Circulation SystemDocument24 paginiHeat Transfer & Circulation SystemSarah FrazierÎncă nu există evaluări
- Vpi-07 - Boiler Feed Water GuidlinesDocument5 paginiVpi-07 - Boiler Feed Water GuidlinesKarthick VelayuthamÎncă nu există evaluări
- Adjustable Speed Asynchronous Machine in Hydro Power Plants and Its Advantages For The Electric Grid StabilityDocument8 paginiAdjustable Speed Asynchronous Machine in Hydro Power Plants and Its Advantages For The Electric Grid StabilitySarah FrazierÎncă nu există evaluări
- 3 Nos. 660 MW - Coal Fired Supercritical: Conference - ENERGEX 2008 Date: 26-09-2008Document19 pagini3 Nos. 660 MW - Coal Fired Supercritical: Conference - ENERGEX 2008 Date: 26-09-2008Sarah FrazierÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Synchronous Generator Fundamentals and OperationDocument28 paginiSynchronous Generator Fundamentals and OperationSarah Frazier100% (2)
- Trouble ShootingDocument20 paginiTrouble ShootingSarah FrazierÎncă nu există evaluări
- LR MODU R) PDFDocument536 paginiLR MODU R) PDFhshobeyri100% (4)
- MEP 1 Shafting SystemDocument19 paginiMEP 1 Shafting SystemYohannes DennisÎncă nu există evaluări
- Stolle Ragsdale BodymakersDocument2 paginiStolle Ragsdale BodymakersPackiaraj Krishnasamy0% (1)
- Butterfly Valves Waferdesign Manual O&mDocument17 paginiButterfly Valves Waferdesign Manual O&mMilu OberoiÎncă nu există evaluări
- Schlumberger Motor Hand Book CompleteDocument139 paginiSchlumberger Motor Hand Book Completewaheed2286100% (3)
- Spare Parts List For Saturday AuctionDocument49 paginiSpare Parts List For Saturday Auctionapi-67201372Încă nu există evaluări
- Gear Box Design Assignment S2 2012Document10 paginiGear Box Design Assignment S2 2012Nang TruongÎncă nu există evaluări
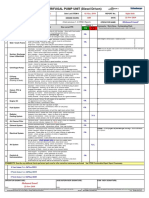
- Stem-I: Sus - Centrifugal Pump Unit (Diesel Driven)Document1 paginăStem-I: Sus - Centrifugal Pump Unit (Diesel Driven)Mohamed El-Sawah0% (1)
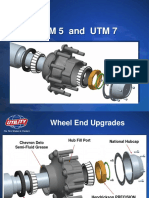
- UTM-5 and UTM-7final-1 PDFDocument14 paginiUTM-5 and UTM-7final-1 PDFPaulo Ignacio CastelliÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Especificacao Tecnica 7700 Single e Double DeepDocument14 paginiEspecificacao Tecnica 7700 Single e Double DeepCarolynne de PaulaÎncă nu există evaluări
- Bohmer Subsea #U2013 50 MM Offshore Pipeline ValvesDocument14 paginiBohmer Subsea #U2013 50 MM Offshore Pipeline ValvesBilly KurniawanÎncă nu există evaluări
- HF - 25 Hydraulic Deck CraneDocument715 paginiHF - 25 Hydraulic Deck CraneErianto Lee100% (1)
- SKF Vibracon Brochure PDFDocument4 paginiSKF Vibracon Brochure PDFchanayireÎncă nu există evaluări
- 3ZB-20 10.5 SpecificationDocument5 pagini3ZB-20 10.5 Specificationsigma Petroleum services CoÎncă nu există evaluări
- Instruction Manual - Ultra Pompe V16.1Document31 paginiInstruction Manual - Ultra Pompe V16.1AdvanDooremaalÎncă nu există evaluări
- En SD116 TF - Voe21a1004254hDocument223 paginiEn SD116 TF - Voe21a1004254hMACHINERY101GEAR100% (5)
- Journal Bearing LubricationDocument5 paginiJournal Bearing LubricationYorman Hernandez100% (1)
- IBC Precision LocknutsDocument12 paginiIBC Precision LocknutsTUĞÇE ÖZGEN GENÇÎncă nu există evaluări
- Barnstead 2314 Lab Rotator PDFDocument25 paginiBarnstead 2314 Lab Rotator PDFVe SeptianaÎncă nu există evaluări
- Generator Technical Excitation System SpecificationDocument20 paginiGenerator Technical Excitation System SpecificationjdanastasÎncă nu există evaluări
- Agitator For in Aeration Tanks: X XX XX XXXXDocument5 paginiAgitator For in Aeration Tanks: X XX XX XXXXcartagliÎncă nu există evaluări
- FK Rod Ends Catalog LR PDFDocument50 paginiFK Rod Ends Catalog LR PDFJ M Marín LópezÎncă nu există evaluări
- Investigation of A Master Axis of Rotation For Use in Spindle MetrologyDocument83 paginiInvestigation of A Master Axis of Rotation For Use in Spindle Metrologykndprasad01Încă nu există evaluări
- Crankshaft Main BearingsDocument5 paginiCrankshaft Main Bearingsma.powersourceÎncă nu există evaluări
- DBS - V2 HalliburtonDocument70 paginiDBS - V2 HalliburtonMohamed Khaled Fadl DahabÎncă nu există evaluări
- TM.P. S.p.A. Termomeccanica Pompe: Pump PerformancesDocument1 paginăTM.P. S.p.A. Termomeccanica Pompe: Pump PerformancesSiddiqui Muhammad AshfaqueÎncă nu există evaluări
- Utilization of Recycled Concrete Aggregate and Quarry Dust in ConcreteDocument25 paginiUtilization of Recycled Concrete Aggregate and Quarry Dust in ConcreteNeel100% (1)
- Gearbox JMP3 PDFDocument2 paginiGearbox JMP3 PDFMikh MIKHÎncă nu există evaluări
- Series B Direct Current Tachometer GeneratorsDocument3 paginiSeries B Direct Current Tachometer Generatorsmuhamad nurulÎncă nu există evaluări
- Centrifugal Pump Data SheetDocument4 paginiCentrifugal Pump Data SheetJohnÎncă nu există evaluări