S-ar putea să vă placă și
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsDe la EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilÎncă nu există evaluări
- Mobileflow Demineralizer: Water Technologies & SolutionsDocument2 paginiMobileflow Demineralizer: Water Technologies & SolutionsSupatmono NAIÎncă nu există evaluări
- Reactive Distillation Design and ControlDe la EverandReactive Distillation Design and ControlEvaluare: 1 din 5 stele1/5 (1)
- 750-197 Hawk ICS Boiler Control (Rev 2004) PDFDocument90 pagini750-197 Hawk ICS Boiler Control (Rev 2004) PDFmarcp22Încă nu există evaluări
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasDe la EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasÎncă nu există evaluări
- The Implementation of A Steam Transformer PDFDocument9 paginiThe Implementation of A Steam Transformer PDFASHIL PRABHAKARÎncă nu există evaluări
- Natural Circulation in BoilerDocument9 paginiNatural Circulation in BoilerSajjad AhmedÎncă nu există evaluări
- Boiler Types and ClassificationsDocument26 paginiBoiler Types and ClassificationshardikÎncă nu există evaluări
- Wood BoilerDocument59 paginiWood BoilerRoberto ScheferÎncă nu există evaluări
- Metallic Materials For Construction of FGD SystemsDocument21 paginiMetallic Materials For Construction of FGD SystemsClaudia MmsÎncă nu există evaluări
- Boiler Furnace PDFDocument8 paginiBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Încă nu există evaluări
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocument28 paginiHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- Calculation of Electrical Power Output From EFBDocument2 paginiCalculation of Electrical Power Output From EFBczteeÎncă nu există evaluări
- Industrial BoilersDocument26 paginiIndustrial BoilersAnkit bohra0% (1)
- Jinnan Boilers ManualDocument282 paginiJinnan Boilers ManualMuhummad Tanzeel RanaÎncă nu există evaluări
- Boiler Tuning BasicsDocument18 paginiBoiler Tuning BasicsLester Pino100% (1)
- Wingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018Document3 paginiWingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018parthi20065768Încă nu există evaluări
- FBC Boiler and Auxiliary EquipmentDocument17 paginiFBC Boiler and Auxiliary EquipmentyogacruiseÎncă nu există evaluări
- Cop Forth S Safe Thermal Oil HeatersDocument48 paginiCop Forth S Safe Thermal Oil HeatersMochammad Nur HidayatÎncă nu există evaluări
- KevlarDocument8 paginiKevlarapi-282592950Încă nu există evaluări
- Superheater Problems in Steam GeneratorsDocument11 paginiSuperheater Problems in Steam GeneratorsMarcus BaltesÎncă nu există evaluări
- Boiler Afbc PDFDocument101 paginiBoiler Afbc PDFdika wahyu0% (1)
- Generator Hydrogen CoolingDocument4 paginiGenerator Hydrogen CoolingBanamali MohantaÎncă nu există evaluări
- Casestudy On Ricehusk Firing in CFBC by R.nagarajaprasathDocument8 paginiCasestudy On Ricehusk Firing in CFBC by R.nagarajaprasathNagarajaprasath PremÎncă nu există evaluări
- Boilers Basic Components (Att. VIII)Document28 paginiBoilers Basic Components (Att. VIII)Vijay RajÎncă nu există evaluări
- Boiler ClaytonDocument58 paginiBoiler ClaytonVitor MarquesÎncă nu există evaluări
- WEFTEC 2019 Technical ProgramDocument55 paginiWEFTEC 2019 Technical ProgramgreenknightÎncă nu există evaluări
- FCSG For SAGDDocument7 paginiFCSG For SAGDaugur886Încă nu există evaluări
- Boiler Basics Design and Application Differences PDFDocument44 paginiBoiler Basics Design and Application Differences PDFLINIEL DE JESUSÎncă nu există evaluări
- Air Heaters: Requirement, Types ConstructionDocument20 paginiAir Heaters: Requirement, Types ConstructionArvind ShuklaÎncă nu există evaluări
- Water CycleDocument16 paginiWater CycleFahrul FauziÎncă nu există evaluări
- Boiler Water TreatmentDocument1 paginăBoiler Water TreatmentRommel Cena NepalarÎncă nu există evaluări
- BB ElectricBoilers Nov10Document40 paginiBB ElectricBoilers Nov10deztruktorÎncă nu există evaluări
- V. Circulation SystemDocument11 paginiV. Circulation SystemRaja RamÎncă nu există evaluări
- Arc Hydro Wetland Identification Model PDFDocument67 paginiArc Hydro Wetland Identification Model PDFrekarancanaÎncă nu există evaluări
- C&I in CFBC-1Document25 paginiC&I in CFBC-1Prudhvi RajÎncă nu există evaluări
- Boiler Design Concept, Operation and Maintenance.Document126 paginiBoiler Design Concept, Operation and Maintenance.Trisha Mae BelmonteÎncă nu există evaluări
- Quemadores Modulares Ficha Tecnica RS - M - TS0015UK02Document36 paginiQuemadores Modulares Ficha Tecnica RS - M - TS0015UK02maikolÎncă nu există evaluări
- JBC Common Boiler FormulasDocument12 paginiJBC Common Boiler Formulasnesrine10Încă nu există evaluări
- Vdocuments - MX Boiler Book Cleaver BrooksDocument1.391 paginiVdocuments - MX Boiler Book Cleaver BrooksTecnico A Lazaro CardenasÎncă nu există evaluări
- Boiler and Its Efficiency-1Document38 paginiBoiler and Its Efficiency-1Madhu KamshettyÎncă nu există evaluări
- Chapter 1 BoilerDocument293 paginiChapter 1 BoilerTifanny FlorentinaÎncă nu există evaluări
- Boiler Learning ModuleDocument158 paginiBoiler Learning ModuleMallinatha PNÎncă nu există evaluări
- In-Serice Type IV Cracking in A Modified 9Cr (Grade 91) Header - OMMIDocument11 paginiIn-Serice Type IV Cracking in A Modified 9Cr (Grade 91) Header - OMMIabo1510Încă nu există evaluări
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 paginiSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- Boiler Reference Manual: Section 2 Feedwater TreatmentDocument53 paginiBoiler Reference Manual: Section 2 Feedwater TreatmentSaad Javed100% (2)
- Trouble Shooting and Problems of A CFBC Unit PDFDocument72 paginiTrouble Shooting and Problems of A CFBC Unit PDFgangaraoÎncă nu există evaluări
- Borderer Boiler Complete ManualDocument228 paginiBorderer Boiler Complete ManualNitrogeno MPDÎncă nu există evaluări
- Boiler Inspection Tips 1Document146 paginiBoiler Inspection Tips 1SenakeÎncă nu există evaluări
- Boiler Efficiency FactsDocument21 paginiBoiler Efficiency FactschikukotwalÎncă nu există evaluări
- Difference Between Nm3 Vs Sm3Document1 paginăDifference Between Nm3 Vs Sm3Arun kumarÎncă nu există evaluări
- Corrosion and Cracking in Recovery Boilers: W. B. A. SharpDocument8 paginiCorrosion and Cracking in Recovery Boilers: W. B. A. SharpLariane Mühl de ÁvilaÎncă nu există evaluări
- Corrosion and Cracking in Recovery BoilersDocument9 paginiCorrosion and Cracking in Recovery BoilersPedro Augusto Ribeiro MartinsÎncă nu există evaluări
- High Temperature Corrosion Problems in Waste Heat BoilersDocument2 paginiHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaÎncă nu există evaluări
- Metallurgical Aspects of Boiler Tube FailureDocument17 paginiMetallurgical Aspects of Boiler Tube FailureAshwani Dogra100% (1)
- Considerations For The Design of RDF-Fired Refuse BoilersDocument1 paginăConsiderations For The Design of RDF-Fired Refuse BoilersJose Lorenzo ToralÎncă nu există evaluări
- Cracks in Boiler PlantsDocument2 paginiCracks in Boiler Plantshpss77Încă nu există evaluări
- Report On Corrosion Resistant of Boiler Tubes by Different CoatingsDocument94 paginiReport On Corrosion Resistant of Boiler Tubes by Different Coatingsshakeel360Încă nu există evaluări
- Condenser Tube LifeDocument12 paginiCondenser Tube LifeAlvinmorÎncă nu există evaluări
- Brochure HRC ESP For BoilerDocument2 paginiBrochure HRC ESP For Boilerlambu_ladÎncă nu există evaluări
- Model KilnDocument21 paginiModel KilnFelipe SantosÎncă nu există evaluări
- Kraftmills PDFDocument4 paginiKraftmills PDFlambu_ladÎncă nu există evaluări
- Nuts Bolts KeyDocument2 paginiNuts Bolts KeysudhirggÎncă nu există evaluări
- Cleaning of Dustbins 2013-14Document67 paginiCleaning of Dustbins 2013-14lambu_ladÎncă nu există evaluări
- Caro-Kann DefenseDocument21 paginiCaro-Kann DefenseAmit Kumar100% (2)
- Ss Stub TypesDocument1 paginăSs Stub Typeslambu_ladÎncă nu există evaluări
- Example. A Reinforced Concrete Spandrel Beam Has Overall Dimensions of 250 X 460 and Is JoinedDocument4 paginiExample. A Reinforced Concrete Spandrel Beam Has Overall Dimensions of 250 X 460 and Is JoinedJames NeoÎncă nu există evaluări
- Cleaning Pig Designs and ApplicationsDocument24 paginiCleaning Pig Designs and ApplicationsChristopher BrownÎncă nu există evaluări
- Chemical Energetics 2Document14 paginiChemical Energetics 2Shafqat ShakeelÎncă nu există evaluări
- VMS WetarDocument24 paginiVMS WetarErwin AnshariÎncă nu există evaluări
- 04262-En-30 DRBFM Worksheet ExampleDocument2 pagini04262-En-30 DRBFM Worksheet Examplejefry sitorusÎncă nu există evaluări
- IDFL Test Summary - Air Permeability A4Document1 paginăIDFL Test Summary - Air Permeability A4Keith WilsonÎncă nu există evaluări
- Oncealor: The Original Line of Pancake Head Screws!Document8 paginiOncealor: The Original Line of Pancake Head Screws!RobertÎncă nu există evaluări
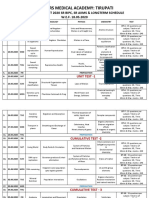
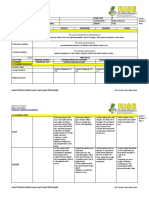
- 18.05.2020 SR Bipc, SR Aiims & Longterm Re-Revision Schedule PDFDocument5 pagini18.05.2020 SR Bipc, SR Aiims & Longterm Re-Revision Schedule PDFGuru charan ReddyÎncă nu există evaluări
- SPECIFICATION-FOR-ALUMINIUM-SULPHATE (Alum) Used For Potable Water SupplyDocument5 paginiSPECIFICATION-FOR-ALUMINIUM-SULPHATE (Alum) Used For Potable Water SupplyWeida KuchingÎncă nu există evaluări
- Introduction To Designing Elastomeric Vibration IsolatorsDocument26 paginiIntroduction To Designing Elastomeric Vibration IsolatorsDurukan Burak DilekÎncă nu există evaluări
- Arun Sir JoCP PaperDocument50 paginiArun Sir JoCP PaperAmrit KumarÎncă nu există evaluări
- 8378 13800 1 SMDocument9 pagini8378 13800 1 SMSYIFA AULIA 1Încă nu există evaluări
- Deionized Water: Application BulletinDocument2 paginiDeionized Water: Application BulletinpinutaÎncă nu există evaluări
- Thennal Stability of Surfactants For Reservoir ApplicationDocument14 paginiThennal Stability of Surfactants For Reservoir ApplicationSanjay singhÎncă nu există evaluări
- Amberlite™ Hpr2800 H Ion Exchange Resin: Product Data SheetDocument4 paginiAmberlite™ Hpr2800 H Ion Exchange Resin: Product Data SheetsamarthÎncă nu există evaluări
- Project Sherazi 12april2010Document159 paginiProject Sherazi 12april2010Carlos MarquezÎncă nu există evaluări
- Sabp A 014 PDFDocument22 paginiSabp A 014 PDFShubhodeep SarkarÎncă nu există evaluări
- Delmars Standard Textbook of Electricity 6th Edition Herman Test BankDocument6 paginiDelmars Standard Textbook of Electricity 6th Edition Herman Test Bankphelandieuz7n100% (27)
- MCQ DESIGN OF Machine Elements - EETP - SVCE - MUNIRAJ - FINAL TEST QUESTIONS - 25Document6 paginiMCQ DESIGN OF Machine Elements - EETP - SVCE - MUNIRAJ - FINAL TEST QUESTIONS - 25munirajÎncă nu există evaluări
- Astm D6641 D6641M 09 PDFDocument11 paginiAstm D6641 D6641M 09 PDFBipin SasikumarÎncă nu există evaluări
- Confining Pressure 10 Mpa Von Mises StressDocument2 paginiConfining Pressure 10 Mpa Von Mises StressMoj TabaÎncă nu există evaluări
- Bacterial Concrete or Self Healing Concrete For Crack RepairsDocument6 paginiBacterial Concrete or Self Healing Concrete For Crack RepairsAnish PandeyÎncă nu există evaluări
- Box Culvert - ISDocument14 paginiBox Culvert - ISShyamontika Choudhury ChakrabartiÎncă nu există evaluări
- HT Practice QuestionsDocument3 paginiHT Practice QuestionsVivek SharmaÎncă nu există evaluări
- Grade 8, Quarter 3Document39 paginiGrade 8, Quarter 3Leisor Euqirdnam Oyacnub94% (16)
- Ce133p 2 A74 HW1 DaguipaDocument13 paginiCe133p 2 A74 HW1 DaguipaColin Dwight M. DaguipaÎncă nu există evaluări
- m2-216 Vendor Document Master ListDocument1 paginăm2-216 Vendor Document Master ListhannanÎncă nu există evaluări
- Frame MaterialsDocument29 paginiFrame MaterialsPluviophileÎncă nu există evaluări
- Zipper Pull Strength 80 N: Test Results Buyer RequirementDocument1 paginăZipper Pull Strength 80 N: Test Results Buyer Requirementyogesh123789Încă nu există evaluări
- Palm Oil Mill PipingDocument4 paginiPalm Oil Mill PipingmshkÎncă nu există evaluări
- A Pathway to Decarbonise the Shipping Sector by 2050De la EverandA Pathway to Decarbonise the Shipping Sector by 2050Încă nu există evaluări
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDe la EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterÎncă nu există evaluări
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionEvaluare: 5 din 5 stele5/5 (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDe la EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesEvaluare: 4.5 din 5 stele4.5/5 (21)
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!De la EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Încă nu există evaluări
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsDe la EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsÎncă nu există evaluări
- Shorting the Grid: The Hidden Fragility of Our Electric GridDe la EverandShorting the Grid: The Hidden Fragility of Our Electric GridEvaluare: 4.5 din 5 stele4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressDe la EverandNuclear Energy in the 21st Century: World Nuclear University PressEvaluare: 4.5 din 5 stele4.5/5 (3)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsDe la EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsEvaluare: 4.5 din 5 stele4.5/5 (2)
- Simulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetDe la EverandSimulation of Some Power Electronics Case Studies in Matlab Simpowersystem BlocksetEvaluare: 2 din 5 stele2/5 (1)
- Carbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersDe la EverandCarbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersEvaluare: 4.5 din 5 stele4.5/5 (2)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceDe la EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceÎncă nu există evaluări
- ISO 50001: A strategic guide to establishing an energy management systemDe la EverandISO 50001: A strategic guide to establishing an energy management systemÎncă nu există evaluări
- Renewable Energy: A Very Short IntroductionDe la EverandRenewable Energy: A Very Short IntroductionEvaluare: 4.5 din 5 stele4.5/5 (12)
- Practical Reservoir Engineering and CharacterizationDe la EverandPractical Reservoir Engineering and CharacterizationEvaluare: 4.5 din 5 stele4.5/5 (3)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDe la EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successEvaluare: 4.5 din 5 stele4.5/5 (3)
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerDe la EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerÎncă nu există evaluări
- Formulas and Calculations for Drilling OperationsDe la EverandFormulas and Calculations for Drilling OperationsÎncă nu există evaluări
- The Way Home: Tales from a life without technologyDe la EverandThe Way Home: Tales from a life without technologyEvaluare: 4 din 5 stele4/5 (45)
- Practical Methods for Analysis and Design of HV Installation Grounding SystemsDe la EverandPractical Methods for Analysis and Design of HV Installation Grounding SystemsEvaluare: 4.5 din 5 stele4.5/5 (2)
- Global Landscape of Renewable Energy FinanceDe la EverandGlobal Landscape of Renewable Energy FinanceÎncă nu există evaluări
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsDe la EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsÎncă nu există evaluări
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977De la EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Încă nu există evaluări
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDe la EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsÎncă nu există evaluări
- Recent Advances in Electrical Engineering: Applications OrientedDe la EverandRecent Advances in Electrical Engineering: Applications OrientedÎncă nu există evaluări
- Introduction to Power System ProtectionDe la EverandIntroduction to Power System ProtectionÎncă nu există evaluări
- Industrial Waste Treatment HandbookDe la EverandIndustrial Waste Treatment HandbookEvaluare: 5 din 5 stele5/5 (1)