S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Mysteries of The Unknown - The UFO PhenomenonDocument162 paginiMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Cross Slide Nut ModificationDocument3 paginiCross Slide Nut ModificationkokiskoÎncă nu există evaluări
- Ralph Patterson Tailstock Camlock 2Document13 paginiRalph Patterson Tailstock Camlock 2supremesportsÎncă nu există evaluări
- Well Stimulation TechniquesDocument165 paginiWell Stimulation TechniquesRafael MorenoÎncă nu există evaluări
- Ss1169 - Telecom Frameworx l1TMFDocument65 paginiSs1169 - Telecom Frameworx l1TMFPrince SinghÎncă nu există evaluări
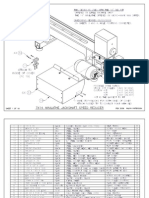
- Ralph Patterson Speed Reducer 2Document27 paginiRalph Patterson Speed Reducer 2kokiskoÎncă nu există evaluări
- WO9010337 Magnetic MotorDocument23 paginiWO9010337 Magnetic MotorAndras KondratÎncă nu există evaluări
- Anti-Gravity PropulsionDocument16 paginiAnti-Gravity PropulsionTony FreelandÎncă nu există evaluări
- Anti-Gravity PropulsionDocument16 paginiAnti-Gravity PropulsionTony FreelandÎncă nu există evaluări
- Evading Thermal Imaging and Radar Detection-1Document8 paginiEvading Thermal Imaging and Radar Detection-1kokiskoÎncă nu există evaluări
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisDocument21 paginiAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqÎncă nu există evaluări
- Tan Vs GumbaDocument2 paginiTan Vs GumbakjsitjarÎncă nu există evaluări
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 paginiQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoÎncă nu există evaluări
- A Method of Dividing The Circumference of A CircleDocument3 paginiA Method of Dividing The Circumference of A CirclekokiskoÎncă nu există evaluări
- SMD Electrolysis PDFDocument1 paginăSMD Electrolysis PDFkokiskoÎncă nu există evaluări
- Ball Turner PrintsDocument10 paginiBall Turner PrintskokiskoÎncă nu există evaluări
- Ball Turner Prints PDFDocument10 paginiBall Turner Prints PDFkokiskoÎncă nu există evaluări
- 1769 Compound Rest AssyDocument1 pagină1769 Compound Rest AssykokiskoÎncă nu există evaluări
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 paginiQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoÎncă nu există evaluări
- UFODocument2 paginiUFOkokiskoÎncă nu există evaluări
- Rollies Dads MethodDocument4 paginiRollies Dads Methodctin12Încă nu există evaluări
- Drive TroubleshootingDocument9 paginiDrive TroubleshootingkokiskoÎncă nu există evaluări
- Spindle, 7x10, 12 Mini LatheDocument1 paginăSpindle, 7x10, 12 Mini LatheramaaramaaÎncă nu există evaluări
- Morse Taper Dimensions and Drill Chuck ArborsDocument4 paginiMorse Taper Dimensions and Drill Chuck ArborskokiskoÎncă nu există evaluări
- Change Gears Charts For Metric Threading On The 7x MiniDocument2 paginiChange Gears Charts For Metric Threading On The 7x MinikokiskoÎncă nu există evaluări
- RB 7x12 Minilathe BedwaysDocument2 paginiRB 7x12 Minilathe BedwayskokiskoÎncă nu există evaluări
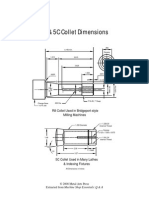
- r8 5c Collet DimensionsDocument2 paginir8 5c Collet Dimensionskokisko100% (1)
- Drilling SpeedsDocument3 paginiDrilling SpeedskokiskoÎncă nu există evaluări
- How To Make Economical BateryDocument85 paginiHow To Make Economical BaterykokiskoÎncă nu există evaluări
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Document9 paginiPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoÎncă nu există evaluări
- Ball Turning Toolpost - Complete PDFDocument5 paginiBall Turning Toolpost - Complete PDFRamanujam O SÎncă nu există evaluări
- Faculty of Business and Law Assignment Brief Mode E and R RegulationsDocument4 paginiFaculty of Business and Law Assignment Brief Mode E and R RegulationsSyeda Sana Batool RizviÎncă nu există evaluări
- S 101-01 - PDF - User Interface - Computer MonitorDocument130 paginiS 101-01 - PDF - User Interface - Computer Monitormborghesi1Încă nu există evaluări
- Characteristics of Planetary Candidates Observed by Kepler, IIDocument106 paginiCharacteristics of Planetary Candidates Observed by Kepler, IIRick FeedÎncă nu există evaluări
- Mathematical Geophysics: Class One Amin KhalilDocument13 paginiMathematical Geophysics: Class One Amin KhalilAmin KhalilÎncă nu există evaluări
- How Can You Achieve Safety and Profitability ?Document32 paginiHow Can You Achieve Safety and Profitability ?Mohamed OmarÎncă nu există evaluări
- Management Interface For SFP+: Published SFF-8472 Rev 12.4Document43 paginiManagement Interface For SFP+: Published SFF-8472 Rev 12.4Антон ЛузгинÎncă nu există evaluări
- U2 - Week1 PDFDocument7 paginiU2 - Week1 PDFJUANITO MARINOÎncă nu există evaluări
- Opel GT Wiring DiagramDocument30 paginiOpel GT Wiring DiagramMassimiliano MarchiÎncă nu există evaluări
- Tecplot 360 2013 Scripting ManualDocument306 paginiTecplot 360 2013 Scripting ManualThomas KinseyÎncă nu există evaluări
- Flyer Manuale - CON WATERMARK PAGINE SINGOLEDocument6 paginiFlyer Manuale - CON WATERMARK PAGINE SINGOLEjscmtÎncă nu există evaluări
- Incoterms 2010 PresentationDocument47 paginiIncoterms 2010 PresentationBiswajit DuttaÎncă nu există evaluări
- Comparative Analysis of Mutual Fund SchemesDocument29 paginiComparative Analysis of Mutual Fund SchemesAvinash JamiÎncă nu există evaluări
- Chapter 11 Walter Nicholson Microcenomic TheoryDocument15 paginiChapter 11 Walter Nicholson Microcenomic TheoryUmair QaziÎncă nu există evaluări
- Certification DSWD Educational AssistanceDocument3 paginiCertification DSWD Educational AssistancePatoc Stand Alone Senior High School (Region VIII - Leyte)Încă nu există evaluări
- List of Light Commercial LED CodesDocument8 paginiList of Light Commercial LED CodesRenan GonzalezÎncă nu există evaluări
- CENT - Company Presentation Q1 2020 PDFDocument22 paginiCENT - Company Presentation Q1 2020 PDFsabrina rahmawatiÎncă nu există evaluări
- จัดตารางสอบกลางภาคภาคต้น53Document332 paginiจัดตารางสอบกลางภาคภาคต้น53Yuwarath SuktrakoonÎncă nu există evaluări
- Qa-St User and Service ManualDocument46 paginiQa-St User and Service ManualNelson Hurtado LopezÎncă nu există evaluări
- Common Base AmplifierDocument6 paginiCommon Base AmplifierMuhammad SohailÎncă nu există evaluări
- Harga H2H Pula-Paket Data - Saldo EWallet v31012022Document10 paginiHarga H2H Pula-Paket Data - Saldo EWallet v31012022lala cemiÎncă nu există evaluări
- Appleyard ResúmenDocument3 paginiAppleyard ResúmenTomás J DCÎncă nu există evaluări
- Volvo B13R Data SheetDocument2 paginiVolvo B13R Data Sheetarunkdevassy100% (1)
- Criminal Law I Green Notes PDFDocument105 paginiCriminal Law I Green Notes PDFNewCovenantChurchÎncă nu există evaluări
- BBCVDocument6 paginiBBCVSanthosh PgÎncă nu există evaluări
- It14 Belotti PDFDocument37 paginiIt14 Belotti PDFHolis AdeÎncă nu există evaluări
- Solved - in Capital Budgeting, Should The Following Be Ignored, ...Document3 paginiSolved - in Capital Budgeting, Should The Following Be Ignored, ...rifa hanaÎncă nu există evaluări
- Key Features of A Company 1. Artificial PersonDocument19 paginiKey Features of A Company 1. Artificial PersonVijayaragavan MÎncă nu există evaluări