S-ar putea să vă placă și
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansDe la EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansEvaluare: 4 din 5 stele4/5 (8)
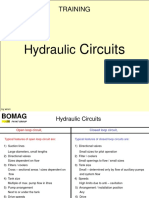
- Training Hydraulic Circuits PDFDocument5 paginiTraining Hydraulic Circuits PDFRICHARDÎncă nu există evaluări
- Hydraulics TrainingDocument115 paginiHydraulics TrainingAnwar Ali Khan100% (9)
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideDe la EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideEvaluare: 4 din 5 stele4/5 (8)
- Industrial Hydraulics ManualDocument337 paginiIndustrial Hydraulics Manualbabin t100% (8)
- Basis Hydraulics Hand BookDocument184 paginiBasis Hydraulics Hand Booksharma.hansraj100% (11)
- Hydraulic TroubleshootingDocument42 paginiHydraulic TroubleshootingJacques Van Niekerk100% (9)
- HydraulicsDocument107 paginiHydraulicsramnath008Încă nu există evaluări
- Some Aspects of Hydraulics in Mechanical Handling and Mobile EquipmentDe la EverandSome Aspects of Hydraulics in Mechanical Handling and Mobile EquipmentEvaluare: 3.5 din 5 stele3.5/5 (2)
- 1.3 Basic Hydraulic Symbols and Major ComponentsDocument31 pagini1.3 Basic Hydraulic Symbols and Major ComponentsMahmoud Mohamed100% (1)
- Basic Hydraulic SystemsDocument128 paginiBasic Hydraulic Systemsbeau04297% (35)
- Basic HydraulicDocument129 paginiBasic Hydraulicdjenan100% (26)
- Troubleshooting HYDRAULICSDocument62 paginiTroubleshooting HYDRAULICSamguna4056100% (3)
- Hydraulic TrainingDocument32 paginiHydraulic TrainingbadralislamÎncă nu există evaluări
- Hydraulic SystemDocument82 paginiHydraulic SystemOnyx_nwa100% (18)
- Hydraulics SymbolsDocument25 paginiHydraulics SymbolsFrancisco Gonzalez100% (8)
- Mobile Hydraulic TrainingDocument16 paginiMobile Hydraulic TrainingMuhammad Imran Aftab100% (3)
- Hyd Problem SolvingDocument0 paginiHyd Problem SolvingKhin Aung ShweÎncă nu există evaluări
- Hydraulic NotesDocument73 paginiHydraulic NotesE-klil Wawa100% (2)
- Fluid Power CircuitsDocument176 paginiFluid Power CircuitsMike Fredskilde97% (29)
- Basic Hydraulics - JR - L&TDocument188 paginiBasic Hydraulics - JR - L&TArul SankaranÎncă nu există evaluări
- Hydraulic Trainings For Axial Piston UnitsDocument29 paginiHydraulic Trainings For Axial Piston UnitsNBRellos100% (27)
- Industrial HydraulicsDocument86 paginiIndustrial HydraulicsPrakash KumarÎncă nu există evaluări
- Hydraulic SpecalistDocument195 paginiHydraulic SpecalistLogan Cabori100% (22)
- Pneumatic and Hydraulic Components and Instruments in Automatic Control: Proceedings of the IFAC Symposium, Warsaw, Poland, 20-23 May 1980De la EverandPneumatic and Hydraulic Components and Instruments in Automatic Control: Proceedings of the IFAC Symposium, Warsaw, Poland, 20-23 May 1980H. J. LeskiewiczEvaluare: 1 din 5 stele1/5 (1)
- Hydraulic Training Wirgent DocumentDocument79 paginiHydraulic Training Wirgent DocumentNguyen Ngoc100% (15)
- Hydraulic Schematic ReadingDocument18 paginiHydraulic Schematic ReadingArup Das95% (20)
- Basics of Hydraulic CircuitsDocument48 paginiBasics of Hydraulic Circuitslaxman_det95% (22)
- Industrial hydraulics-MANUAL PDFDocument337 paginiIndustrial hydraulics-MANUAL PDFcastro216088% (16)
- Hydraulic Training Smiley PDFDocument100 paginiHydraulic Training Smiley PDFliu zhao liu zhaoÎncă nu există evaluări
- Hydraulic Failure AnalysisDocument93 paginiHydraulic Failure AnalysisJoseph Jose83% (6)
- Hydraulic Circuits Tutorial PDFDocument40 paginiHydraulic Circuits Tutorial PDFShaheen S. Ratnani69% (13)
- Chapter 3 Design Methodology: 3.1 IntroductionDocument10 paginiChapter 3 Design Methodology: 3.1 Introductionsushil100% (1)
- CylindersDocument36 paginiCylindersNellai VprÎncă nu există evaluări
- Training Hydraulic CircuitsDocument24 paginiTraining Hydraulic CircuitsElmith100% (3)
- The Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Document327 paginiThe Hydraulic Trainer Volume 1 (Basic Principles & Components of Fluid Technology)Guido Dorigoni100% (32)
- Hydraulic Proportional Closed Loop System Design PDFDocument86 paginiHydraulic Proportional Closed Loop System Design PDFragdapattice100% (7)
- Finding The Actual Causes of Hydraulic Cylinder FaultDocument8 paginiFinding The Actual Causes of Hydraulic Cylinder FaultSabahudin JašarevićÎncă nu există evaluări
- Sera CompressorsDocument37 paginiSera CompressorsJose SantosÎncă nu există evaluări
- Advantage of HydraulicDocument59 paginiAdvantage of Hydraulics_nimalanÎncă nu există evaluări
- Hydac Plastic Injection Molding MachinesDocument12 paginiHydac Plastic Injection Molding MachinespeterÎncă nu există evaluări
- Hydraulic and Pneumatic Systems: Mr. Quyen: 0908.131.884 Provides Hydraulic OilDocument59 paginiHydraulic and Pneumatic Systems: Mr. Quyen: 0908.131.884 Provides Hydraulic OilbernabasÎncă nu există evaluări
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 paginiPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
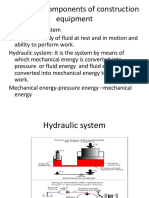
- Chassis Components of Construction EquipmentDocument87 paginiChassis Components of Construction EquipmentSujit RegmiÎncă nu există evaluări
- Hydac HandbookDocument22 paginiHydac Handbookrajayu20002724Încă nu există evaluări
- Liquid Ring Vacuum Pumps in Petrochemical ServiceDocument11 paginiLiquid Ring Vacuum Pumps in Petrochemical ServicePaulo RobertoÎncă nu există evaluări
- Compresor Liber de Aceite Enfriado Por AguaDocument21 paginiCompresor Liber de Aceite Enfriado Por AguaSAUL OSPINOÎncă nu există evaluări
- Hydraulic ComponentsDocument65 paginiHydraulic ComponentsVipul SharmaÎncă nu există evaluări
- Heavy EquipmentDocument35 paginiHeavy EquipmentAntonius BithÎncă nu există evaluări
- V18 - Majka - Technology of Hydrodynamic Cleaning and High Velocity Oil Flushing of Turbo-Machinery Oil SystemsDocument22 paginiV18 - Majka - Technology of Hydrodynamic Cleaning and High Velocity Oil Flushing of Turbo-Machinery Oil SystemsAnshuman Agrawal100% (1)
- Hydraulic Pump ParkerDocument6 paginiHydraulic Pump Parkermecamb100% (1)
- Rotare Vane PumpsDocument10 paginiRotare Vane PumpsZoran DjurdjevicÎncă nu există evaluări
- Chiller ChecklistDocument3 paginiChiller ChecklistMohammed SayeeduddinÎncă nu există evaluări
- HVAC Design CheckList (MEP Group Rev.0)Document16 paginiHVAC Design CheckList (MEP Group Rev.0)Designer ForeverÎncă nu există evaluări
- Aviation Fundamentals 1 - FlightDocument51 paginiAviation Fundamentals 1 - FlightppÎncă nu există evaluări
- Burkert Type2000, PneumaticDocument29 paginiBurkert Type2000, PneumaticGL Thiết Bị Công NghiệpÎncă nu există evaluări
- Water Distribution System PDFDocument39 paginiWater Distribution System PDFAlif KarimiÎncă nu există evaluări
- Splbe - Master Plumber 2015 15.: Page 1 of 7Document7 paginiSplbe - Master Plumber 2015 15.: Page 1 of 7gregÎncă nu există evaluări
- Adjustable Ceiling Diffusers: Dev, Dek, DeuDocument8 paginiAdjustable Ceiling Diffusers: Dev, Dek, DeuRobert PeharÎncă nu există evaluări
- 01 - Head Loss Calculation - 01Document15 pagini01 - Head Loss Calculation - 01pangit catcatÎncă nu există evaluări
- Qatar Liquified Gas Company Limited (II) : QG2, The Designs and Technologies For A 7.8 MTPA TrainDocument16 paginiQatar Liquified Gas Company Limited (II) : QG2, The Designs and Technologies For A 7.8 MTPA TrainweldsvÎncă nu există evaluări
- Spe 185658 MSDocument25 paginiSpe 185658 MSAneesh KollaÎncă nu există evaluări
- Bernoulli Lab ReportDocument78 paginiBernoulli Lab ReportErraFatiha70% (23)
- Numerical Question Part 5 (Q61 70)Document4 paginiNumerical Question Part 5 (Q61 70)ramkrishna100% (3)
- Pelatihan Pengoperasian Auxiliary Island Batch 1 - 16 SD 19 Maret 2020 (Rev.1)Document4 paginiPelatihan Pengoperasian Auxiliary Island Batch 1 - 16 SD 19 Maret 2020 (Rev.1)suryakidÎncă nu există evaluări
- Refrigeration Piping For DX SystemsDocument6 paginiRefrigeration Piping For DX SystemsBehnam AshouriÎncă nu există evaluări
- Block and Bleed ValvesDocument25 paginiBlock and Bleed ValvesVidyasenÎncă nu există evaluări
- Lab Report 4 (Physical Chemistry)Document10 paginiLab Report 4 (Physical Chemistry)Hanif YusofÎncă nu există evaluări
- Ceklis Peralatan MedisDocument7 paginiCeklis Peralatan Medislogistik RSIA Kendangsari MerrÎncă nu există evaluări
- SOP For Operation of Effulent Treatment PlantDocument3 paginiSOP For Operation of Effulent Treatment PlantRakesh RauniyarÎncă nu există evaluări
- Breather Valves - Pressure - Vacuum Relief ValvesDocument6 paginiBreather Valves - Pressure - Vacuum Relief Valvesmohamed abd eldayemÎncă nu există evaluări
- Non-Isentropic Study of A Closed-Circuit Oscillating-Water-Column Wave Energy ConverterDocument14 paginiNon-Isentropic Study of A Closed-Circuit Oscillating-Water-Column Wave Energy ConverterSthefanoÎncă nu există evaluări
- Structural Design of Sump WallDocument9 paginiStructural Design of Sump WallOjeleke OluwadareÎncă nu există evaluări
- Revolift SP - ExterranDocument5 paginiRevolift SP - ExterranHamidReza AhadiyanÎncă nu există evaluări
- Tank Battery Design PDFDocument4 paginiTank Battery Design PDFdigeca100% (1)
- Problems in Fluid Mechanics - Baranyi PDFDocument130 paginiProblems in Fluid Mechanics - Baranyi PDFNasser ShelilÎncă nu există evaluări
- HMT Conduction 22032909Document32 paginiHMT Conduction 22032909hamza saleemÎncă nu există evaluări
- Flowcon PDFDocument4 paginiFlowcon PDFMifta Hudin UlphaÎncă nu există evaluări
- Polyflow Dec 2020Document16 paginiPolyflow Dec 2020Abdul Rahman HilmiÎncă nu există evaluări
- Keppel Seghers Waste-to-Energy PDFDocument2 paginiKeppel Seghers Waste-to-Energy PDFCarlos GomezÎncă nu există evaluări
- Module 3 Activity No. 5 Experiment No. 3 Ice Making TestDocument22 paginiModule 3 Activity No. 5 Experiment No. 3 Ice Making TestMARIANNEANGEL DEVILLENAÎncă nu există evaluări
- Datasheet D042 3010 EN 02Document6 paginiDatasheet D042 3010 EN 02Rycky de la CruzÎncă nu există evaluări