S-ar putea să vă placă și
- Drymax 100 + PDC @ESDocument38 paginiDrymax 100 + PDC @ESMarcelo Rodriguez OspinaÎncă nu există evaluări
- Análisis de Falla de Balancines en Motores Diesel Usando El Método de Elementos FinitosDocument6 paginiAnálisis de Falla de Balancines en Motores Diesel Usando El Método de Elementos FinitosAlexis XanderÎncă nu există evaluări
- Resumen Del Capítulo 33Document10 paginiResumen Del Capítulo 33patrickÎncă nu există evaluări
- Informe 2 AutomatismosDocument28 paginiInforme 2 AutomatismosRicardo AguilarÎncă nu există evaluări
- Análisis de tiempos de fabricaciónDocument5 paginiAnálisis de tiempos de fabricaciónFREDDY RAUL JUMBO MASACHEÎncă nu există evaluări
- Tarea #1 - CUESTIONARIO SOBRE LAS PROPIEDADES MECÁNICAS DE LOS METALESDocument4 paginiTarea #1 - CUESTIONARIO SOBRE LAS PROPIEDADES MECÁNICAS DE LOS METALESleemadeÎncă nu există evaluări
- Control Estadístico de Procesos - David - 01Document179 paginiControl Estadístico de Procesos - David - 01Andres Sanga TitoÎncă nu există evaluări
- Manual Del Rio V-Star 650 2001Document104 paginiManual Del Rio V-Star 650 2001paco_leon_698618100% (2)
- Marcello Carmagnani - Estado y Sociedad en América LatinaDocument128 paginiMarcello Carmagnani - Estado y Sociedad en América LatinaNelson Córdoba100% (1)
- Trabajo - Ieee Informe LaboratorioDocument8 paginiTrabajo - Ieee Informe LaboratorioKevin Stiven Rocha MolinaÎncă nu există evaluări
- Cortes de NúcleoDocument2 paginiCortes de NúcleoGustavo MarínÎncă nu există evaluări
- 3.3 Moldeo y Coladas - RigobertoDocument10 pagini3.3 Moldeo y Coladas - RigobertoRIGOBERTO MARIN OVIEDOÎncă nu există evaluări
- Funcionamiento de Las Máquinas de Combustión InternaDocument17 paginiFuncionamiento de Las Máquinas de Combustión InternaBlanca She LopezÎncă nu există evaluări
- Stps 110Document6 paginiStps 110Alfredo Alcaraz OteroÎncă nu există evaluări
- Cementera Patriotas proceso producción cementoDocument8 paginiCementera Patriotas proceso producción cementoHERMEL HERNANDO ACERO ACEROÎncă nu există evaluări
- Tipos de acumuladores hidráulicos: peso, muelle, membrana, vejiga y cilindroDocument1 paginăTipos de acumuladores hidráulicos: peso, muelle, membrana, vejiga y cilindroNeyserBurgaMarinÎncă nu există evaluări
- Cuadro SinopticoDocument3 paginiCuadro SinopticoEduardo RomoÎncă nu există evaluări
- Tribologia MixtaDocument4 paginiTribologia MixtaCrystian ReinoÎncă nu există evaluări
- Manual de instrucciones para inversores solares Blueplanet 1502xi, 2502xi, 3502xi y 5002xiDocument15 paginiManual de instrucciones para inversores solares Blueplanet 1502xi, 2502xi, 3502xi y 5002xiL Eru RoraitoÎncă nu există evaluări
- Producción de energía neumática y sus componentesDocument64 paginiProducción de energía neumática y sus componentesRamon Cobos GuerreroÎncă nu există evaluări
- Compresor Helicoidal de Dos RotoresDocument3 paginiCompresor Helicoidal de Dos RotoresPedro Molina GutierrezÎncă nu există evaluări
- Aplicaciones de Tornillos de PotenciaDocument3 paginiAplicaciones de Tornillos de PotenciasebasÎncă nu există evaluări
- Temporizadores NeumaticosDocument4 paginiTemporizadores Neumaticoskmantilla100% (1)
- Diseño, Selección y Falla de MaterialesDocument75 paginiDiseño, Selección y Falla de MaterialesJkaz AyalaÎncă nu există evaluări
- CastrolDocument39 paginiCastrolmarkoÎncă nu există evaluări
- Sistemas neumáticos mantenimientoDocument28 paginiSistemas neumáticos mantenimientoEsmeeralda RaamosÎncă nu există evaluări
- Unidad 7 Seguridad e Higiene en El TrabajoDocument4 paginiUnidad 7 Seguridad e Higiene en El Trabajoanon_828488380Încă nu există evaluări
- Convocatoria para Concurso de Robótica Seguidor de Linea UTHHDocument3 paginiConvocatoria para Concurso de Robótica Seguidor de Linea UTHHEmigdio Velasco PalaciosÎncă nu există evaluări
- Ejes FlexiblesDocument16 paginiEjes FlexiblesEduardo Vazquez50% (2)
- Carter Sy Ficha TecnicaDocument1 paginăCarter Sy Ficha TecnicaPedro DuqueÎncă nu există evaluări
- Análisis MultifísicoDocument9 paginiAnálisis MultifísicoXion FruttÎncă nu există evaluări
- Conversión de Corriente Alterna A Corriente ContinuaDocument5 paginiConversión de Corriente Alterna A Corriente ContinuaHEYNER DAMIAN VILLAR HERRERA100% (1)
- Caso No.1 (01-2017 Ejes)Document2 paginiCaso No.1 (01-2017 Ejes)Sebastian ÁlvarezÎncă nu există evaluări
- Deber FrenometroDocument2 paginiDeber FrenometroAnonymous KxLM7LFreÎncă nu există evaluări
- Partes Básicas de Un MoldeDocument5 paginiPartes Básicas de Un MoldeDann AlgomedaÎncă nu există evaluări
- Curado en Base SólidaDocument3 paginiCurado en Base SólidaFranco AlbertoÎncă nu există evaluări
- Las Tuberias Rigidas y Flexibles y Los Elementos de UnionDocument5 paginiLas Tuberias Rigidas y Flexibles y Los Elementos de UnionAlex BFÎncă nu există evaluări
- NeumaticaDocument20 paginiNeumaticaJudith RomeroÎncă nu există evaluări
- Razon de Flujo y VelocidadDocument2 paginiRazon de Flujo y Velocidad̾o̾m̾a̾r ̶̷̲̅g̶̷̲̅o̶̷̲̅n̶̷̲̅z̶̷̲̅a̶̷̲̅l̶̷̲̅e̶̷̲̅z̶̷̲̅ ̶̷̲̅m̶̷̲̅e̶̷̲̅r̶̷̲̅i̶̷̲̅n̶̷̲̅o̶̷̲̅Încă nu există evaluări
- EXP-Bombas de Rotor SimpleDocument13 paginiEXP-Bombas de Rotor SimpleAlberto J. Acevedo T.Încă nu există evaluări
- Nissan TsuruDocument4 paginiNissan TsuruErick Aldana GonzalezÎncă nu există evaluări
- Ventajas y Desventajas Tipos de EnergiaDocument4 paginiVentajas y Desventajas Tipos de EnergiaEddy TixÎncă nu există evaluări
- Diseñando La Parte Fija Del Molde de InyecciónDocument11 paginiDiseñando La Parte Fija Del Molde de InyecciónAntonio EgoavilÎncă nu există evaluări
- Ensayo de Aires ComprimidosDocument8 paginiEnsayo de Aires ComprimidosAndreina RiegoÎncă nu există evaluări
- PRESENTACION SEMANA 2 FPOMA EEID (Modo de Compatibilidad) PDFDocument140 paginiPRESENTACION SEMANA 2 FPOMA EEID (Modo de Compatibilidad) PDFjorge manuel huaman araujoÎncă nu există evaluări
- Selección de Materiales para Cascos Protectores - Fernandez CuervoDocument11 paginiSelección de Materiales para Cascos Protectores - Fernandez CuervoNicolas Fernandez CuervoÎncă nu există evaluări
- Sistema de Enfriamiento de Motor A GasolinaDocument10 paginiSistema de Enfriamiento de Motor A GasolinaLalo Parada100% (1)
- 3.4.1 Las Maquinas en La Manufactura FlexibleDocument5 pagini3.4.1 Las Maquinas en La Manufactura FlexibleMARCO ANTONIO HERNANDEZ FUENTESÎncă nu există evaluări
- Estampado y embutido: procesos, máquinas, materialesDocument10 paginiEstampado y embutido: procesos, máquinas, materialesLeón Rodríguez MendozaÎncă nu există evaluări
- Diseño Del Sistema de Frenado para Un Vehículo de La Formula SAEDocument7 paginiDiseño Del Sistema de Frenado para Un Vehículo de La Formula SAEOscar Ivan Lopez PortillaÎncă nu există evaluări
- Maruti Engine Manual MB308.pdf (1) .En - EsDocument48 paginiMaruti Engine Manual MB308.pdf (1) .En - EsjuanÎncă nu există evaluări
- Normas de Seguridad Internacionales en Instalaciones Eléctricas InternacionalesDocument5 paginiNormas de Seguridad Internacionales en Instalaciones Eléctricas InternacionalesCarlos MendozaÎncă nu există evaluări
- Proyecto de AutomatizaciónDocument10 paginiProyecto de AutomatizaciónCesar Imba AÎncă nu există evaluări
- Arranque de Motor Con ClaveDocument9 paginiArranque de Motor Con ClaveJhon SiguenciaÎncă nu există evaluări
- Frenos y EmbraguesDocument22 paginiFrenos y EmbraguesRichard HidalgoÎncă nu există evaluări
- Uniones Atornilladas y Roblonadas PDFDocument5 paginiUniones Atornilladas y Roblonadas PDFcesar leonÎncă nu există evaluări
- Fugas en NeumaticaDocument4 paginiFugas en NeumaticaJavierÎncă nu există evaluări
- Alimentación y Almacenamiento Intermedio de Piezas de Varias DimensionesDDDDDDDocument1 paginăAlimentación y Almacenamiento Intermedio de Piezas de Varias DimensionesDDDDDDDaniloCHÎncă nu există evaluări
- Temporizador neumático: funcionamiento y aplicacionesDocument7 paginiTemporizador neumático: funcionamiento y aplicacionesLuis OrtegaÎncă nu există evaluări
- Análisis y Selección de Un Sistema de Inyección A Una Motocicleta Yamaha Yb125e A Carburador.Document72 paginiAnálisis y Selección de Un Sistema de Inyección A Una Motocicleta Yamaha Yb125e A Carburador.Kevin RoblezÎncă nu există evaluări
- Características Técnicas de Las Máquinas de InyecciónDocument9 paginiCaracterísticas Técnicas de Las Máquinas de InyecciónCarlos Banda RodriguezÎncă nu există evaluări
- La Máquina de InyecciónDocument5 paginiLa Máquina de InyecciónCarlos Banda RodriguezÎncă nu există evaluări
- Transformacion de PolimerosDocument5 paginiTransformacion de Polimeroshugo805Încă nu există evaluări
- Practica de PeletizadoDocument4 paginiPractica de Peletizadohugo805Încă nu există evaluări
- Ejercicios de TermodinámicaDocument7 paginiEjercicios de Termodinámicahugo805Încă nu există evaluări
- Práctica de Instalaciones IndustrialesDocument4 paginiPráctica de Instalaciones Industrialeshugo805Încă nu există evaluări
- Pioneer DDJ-SB Manual EspañolDocument22 paginiPioneer DDJ-SB Manual EspañolAlfredo PérezÎncă nu există evaluări
- Plan de empresa para MesRoda, fabricantes de mesas de oficina móvilesDocument34 paginiPlan de empresa para MesRoda, fabricantes de mesas de oficina móvilesPhilips Yepes GallegoÎncă nu există evaluări
- Las Resistencias Transferenciales en La Terapia Analítica de Sigmund FreudDocument17 paginiLas Resistencias Transferenciales en La Terapia Analítica de Sigmund FreudjuanpablovildosoÎncă nu există evaluări
- Delimitar Cuencas PDFDocument6 paginiDelimitar Cuencas PDFpachecoÎncă nu există evaluări
- Eval Diagn - 4°-DpccDocument4 paginiEval Diagn - 4°-DpccCELIA ANGELITA HERNANDEZ VASQUEZÎncă nu există evaluări
- La Enseñanza de La LechuzaDocument2 paginiLa Enseñanza de La LechuzaCarolina GámezÎncă nu există evaluări
- Las Experiencias de Sustentabilidad Comunitaria en México. Una Visión PanorámicaDocument45 paginiLas Experiencias de Sustentabilidad Comunitaria en México. Una Visión PanorámicaErick OrozcoÎncă nu există evaluări
- Circuitos eléctricos exploradosDocument8 paginiCircuitos eléctricos exploradosDaniel GómezÎncă nu există evaluări
- Flujo de líquidosDocument3 paginiFlujo de líquidosWillian CedeñoÎncă nu există evaluări
- LA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaDocument65 paginiLA MAGIA DE LA PALABRA 978-620-0-01057-5 Copia ElectrónicaGloria Gutiérrez O100% (1)
- Clasificacion de SemillasDocument6 paginiClasificacion de SemillasJACOBO LOPEZÎncă nu există evaluări
- PLANo DIDÁCTICO 3°b-OriginalDocument10 paginiPLANo DIDÁCTICO 3°b-Originalcibertepe3Încă nu există evaluări
- Ejercicios Ing Economica JULIO PDFDocument49 paginiEjercicios Ing Economica JULIO PDFPatricio TacoÎncă nu există evaluări
- Composición Corporal PediátricaDocument17 paginiComposición Corporal PediátricaXimena TobarÎncă nu există evaluări
- Historia de La Rep. DOmDocument30 paginiHistoria de La Rep. DOmAna Torres de LabaÎncă nu există evaluări
- Speroni CM 45 2 HPDocument2 paginiSperoni CM 45 2 HPWilliamÎncă nu există evaluări
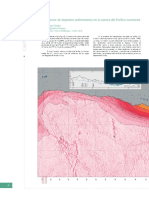
- 6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalDocument2 pagini6.3 Espesor de Depósitos Sedimentarios en La Cuenca Del Pacífico SurorientalGonzalo TampierÎncă nu există evaluări
- Expo1 Materiales G7Document16 paginiExpo1 Materiales G7Andres LopezÎncă nu există evaluări
- Taller 26 Marzo PDFDocument28 paginiTaller 26 Marzo PDFJose Alfredo Lozano ForeroÎncă nu există evaluări
- 11 PartogramaDocument6 pagini11 PartogramaDiegoMuñozÎncă nu există evaluări
- Qué Es y Cómo Me Convertí: NeurohackingDocument3 paginiQué Es y Cómo Me Convertí: NeurohackingFrank A PulgarÎncă nu există evaluări
- Actividad 4 Evidencia 2Document2 paginiActividad 4 Evidencia 2Zeugirdor Yornom NairdaÎncă nu există evaluări
- Calcul Bigues I Pilars Fusta MassissaDocument16 paginiCalcul Bigues I Pilars Fusta Massissammmarc_Încă nu există evaluări
- Libro Los Aburraes PDFDocument93 paginiLibro Los Aburraes PDFGermán David Vega Arévalo100% (2)
- Revista Computer Hoy 15 AgostoDocument68 paginiRevista Computer Hoy 15 AgostoFrancisco Raul OsoÎncă nu există evaluări
- Inmunidad en Trasplantes USMP2014Document18 paginiInmunidad en Trasplantes USMP2014TatiFernandezÎncă nu există evaluări
- Programa Curricular de Educación Básica Alternativa. Ciclo AvanzadoDocument150 paginiPrograma Curricular de Educación Básica Alternativa. Ciclo AvanzadoLicida Flor Rodriguez BustamanteÎncă nu există evaluări
- Areas de Regiones Poligonales y CircularesDocument1 paginăAreas de Regiones Poligonales y CircularesHilde Idrogo TorresÎncă nu există evaluări