S-ar putea să vă placă și
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe la EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalEvaluare: 5 din 5 stele5/5 (4)
- 16 Ejercicios Balanceo de LineaDocument6 pagini16 Ejercicios Balanceo de Lineaharold murilloÎncă nu există evaluări
- Guia APE 1 - Chimborazo - WDocument8 paginiGuia APE 1 - Chimborazo - WWilmer ChimborazoÎncă nu există evaluări
- Tabla MTM Mek Mr004 v2Document1 paginăTabla MTM Mek Mr004 v2Carlitos Ramos100% (1)
- Principales Etapas de Un Programa de Ingeniería de MétodosDocument10 paginiPrincipales Etapas de Un Programa de Ingeniería de MétodosJohan Reyes100% (1)
- Castano Morales SalustioDocument118 paginiCastano Morales SalustioEscarleth Altamirano AguirreÎncă nu există evaluări
- Hoja de Análisis de OperacionesDocument2 paginiHoja de Análisis de OperacionesIsabelÎncă nu există evaluări
- Ejemplo Medias y RangosDocument20 paginiEjemplo Medias y Rangosapi-2599237333% (3)
- Control Estadistico de La Calidad Trabajo EncargadoDocument13 paginiControl Estadistico de La Calidad Trabajo EncargadoYermahin Cooper Quispe PerezÎncă nu există evaluări
- Pablo Fernando Ramirez Tesiss PDFDocument82 paginiPablo Fernando Ramirez Tesiss PDFAngel MedinaÎncă nu există evaluări
- Unidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Document69 paginiUnidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Nicholas SmithÎncă nu există evaluări
- 6.-AMEF-ForMATO Pieza Automotriz ProcesoDocument5 pagini6.-AMEF-ForMATO Pieza Automotriz ProcesoJazmin RiveraÎncă nu există evaluări
- Aplicaciones Estadistica Desarrollo Productos 20211210Document11 paginiAplicaciones Estadistica Desarrollo Productos 20211210Cobalt DevilÎncă nu există evaluări
- Megafabrica Llantas MichelinDocument18 paginiMegafabrica Llantas MichelinJavier OspinaÎncă nu există evaluări
- R y R EjerciciosDocument5 paginiR y R EjerciciosJulio S Hernandez100% (1)
- Ejercicios Takt TimeDocument3 paginiEjercicios Takt TimeEnrique MoctezumaÎncă nu există evaluări
- COMO SE HACEN LAS CAMPANAS DE BRONCE La Elaboración de Una Campana de Bronce Se La Realiza A Través de Un Molde de Arena Muy Fina Con Un Compuesto EpoxiDocument5 paginiCOMO SE HACEN LAS CAMPANAS DE BRONCE La Elaboración de Una Campana de Bronce Se La Realiza A Través de Un Molde de Arena Muy Fina Con Un Compuesto EpoxiWilliam ManotoaÎncă nu există evaluări
- Taller 1 Six SigmaDocument34 paginiTaller 1 Six Sigmaerika toro0% (1)
- Conformado de Polimeros TermoplásticosDocument15 paginiConformado de Polimeros TermoplásticosHumberto Garcia CedilloÎncă nu există evaluări
- 2.3 Ejercicio X-IndividualDocument2 pagini2.3 Ejercicio X-IndividualL Manuel CruzÎncă nu există evaluări
- Ejemplo de MODAPTSDocument1 paginăEjemplo de MODAPTSJosymar RamírezÎncă nu există evaluări
- Sistema JalarDocument2 paginiSistema JalarGabhitaaÎncă nu există evaluări
- Mapa Mental Creacion de Una Celda de ManufacturaDocument1 paginăMapa Mental Creacion de Una Celda de ManufacturaCarlos Lévano ValerioÎncă nu există evaluări
- Apuntes de Clase Efectividad de Planta OEEDocument8 paginiApuntes de Clase Efectividad de Planta OEEjorge cabreraÎncă nu există evaluări
- Practica 1Document5 paginiPractica 1miriamz_1230% (1)
- Plantilla - Modelo de Un Proceso de Ensamble e InspeccionDocument82 paginiPlantilla - Modelo de Un Proceso de Ensamble e InspeccionaaceromÎncă nu există evaluări
- Cuestionario ApqpDocument3 paginiCuestionario ApqpRoberto Peredo MuñozÎncă nu există evaluări
- Trabajo Simulacion Caso Torno PDFDocument12 paginiTrabajo Simulacion Caso Torno PDFWiston Yamil CRÎncă nu există evaluări
- Ejercicio 19 ImDocument3 paginiEjercicio 19 ImFrank Acosta Zamora100% (1)
- Cuestionario 1 y 2Document15 paginiCuestionario 1 y 2Crystian Vazquez100% (2)
- Ejemplo 7.2Document1 paginăEjemplo 7.2nooormaaahernaanndezÎncă nu există evaluări
- DYSSM Problemas 1Document2 paginiDYSSM Problemas 1Luis Vi llamar malvaezÎncă nu există evaluări
- Trabajo de Recorrido Goma de MascarDocument2 paginiTrabajo de Recorrido Goma de Mascargreciadaniela233% (3)
- Expo Ejercicio 12Document7 paginiExpo Ejercicio 12Claudia BonifacioÎncă nu există evaluări
- Mapa Conceptual de Ing. MantenimientoDocument1 paginăMapa Conceptual de Ing. MantenimientoMilagros LisetÎncă nu există evaluări
- Manual Usuario TrituradoraDocument6 paginiManual Usuario TrituradoraAndrés Guerrero100% (1)
- Balanceo de Línea - Marco TeoricoDocument2 paginiBalanceo de Línea - Marco TeoricoTito IpialesÎncă nu există evaluări
- Caso 4 - OeeDocument18 paginiCaso 4 - OeeHector Solano CerronÎncă nu există evaluări
- Taller Lineas de EsperaDocument2 paginiTaller Lineas de EsperaDaniel Mauricio Serrano SanchezÎncă nu există evaluări
- Tarea 3 AvanceDocument8 paginiTarea 3 AvancejunnerÎncă nu există evaluări
- T5 Reg Lin ANOVADocument3 paginiT5 Reg Lin ANOVAMaiKouChoiÎncă nu există evaluări
- Planteamiento Del ProblemaDocument6 paginiPlanteamiento Del ProblemaMartin Alvarez NapanÎncă nu există evaluări
- 20191014121059Document4 pagini20191014121059AlejandroÎncă nu există evaluări
- Estudio Del Trabajo IIDocument9 paginiEstudio Del Trabajo IIJairo Sergio SanchezÎncă nu există evaluări
- pdf-EJERCICIOS INGENIERíA DE MÉTODOS 2do Parcial.Document4 paginipdf-EJERCICIOS INGENIERíA DE MÉTODOS 2do Parcial.Carlos Ayala MendozaÎncă nu există evaluări
- Estudio de Tiempos PlantillaDocument13 paginiEstudio de Tiempos PlantillaLina Marcela Acevedo VilladaÎncă nu există evaluări
- Plantilla MTM2Document15 paginiPlantilla MTM2Felix D Oviedo LÎncă nu există evaluări
- 4.1.laboratorio de MaquinadoDocument21 pagini4.1.laboratorio de MaquinadoVanessa Bertel MontesÎncă nu există evaluări
- Normas Oficiales Mexicanas para LayoutDocument1 paginăNormas Oficiales Mexicanas para LayoutBenjamin ColonÎncă nu există evaluări
- Carga DistanciaDocument2 paginiCarga DistanciaCristhel Dayana OsejoÎncă nu există evaluări
- AMEFDocument16 paginiAMEFWalter Alcala100% (1)
- Tablas de Colores 3 - V5Document1 paginăTablas de Colores 3 - V5Roberto Ruiz AlcántaraÎncă nu există evaluări
- Kaizen 2 Días 2 HorasDocument2 paginiKaizen 2 Días 2 HorasMauricio AlejandroÎncă nu există evaluări
- SEMINARIODocument5 paginiSEMINARIOJuan Carlos Palomino SotoÎncă nu există evaluări
- 02 Lista de Elementos de Control Visual en El EquipoDocument1 pagină02 Lista de Elementos de Control Visual en El EquipoVERONICA ISABEL MIRANDA CRAVIOTOÎncă nu există evaluări
- Ejercicios para FluidsimDocument10 paginiEjercicios para FluidsimJuan GabrielÎncă nu există evaluări
- Taller Indicadores MantenimientoDocument1 paginăTaller Indicadores MantenimientodanielaarceÎncă nu există evaluări
- Ejercicios U2Document5 paginiEjercicios U2Ale Olmedo Diaz0% (2)
- Taller Líneas de ProducciónDocument1 paginăTaller Líneas de ProducciónSebastian Páez ValenciaÎncă nu există evaluări
- S13.s2 - Taller de Problemas de Manufactura IntegradaDocument2 paginiS13.s2 - Taller de Problemas de Manufactura IntegradaAlejandro Renato Rengifo LedesmaÎncă nu există evaluări
- La InfertilidadDocument3 paginiLa InfertilidadHugo Cesar Benites RamosÎncă nu există evaluări
- TRIPTICO Enteros 5toDocument1 paginăTRIPTICO Enteros 5toHugo Cesar Benites RamosÎncă nu există evaluări
- Bases de Matematica 2018Document22 paginiBases de Matematica 2018Hugo Cesar Benites Ramos0% (1)
- PAMERDocument14 paginiPAMERHugo Cesar Benites RamosÎncă nu există evaluări
- Geometria Analitica IDocument15 paginiGeometria Analitica IHugo Cesar Benites RamosÎncă nu există evaluări
- 01 Analisis DimensionalDocument3 pagini01 Analisis DimensionalHugo Cesar Benites RamosÎncă nu există evaluări
- Introducción A La Geometría AnalíticaDocument2 paginiIntroducción A La Geometría AnalíticaHugo Cesar Benites RamosÎncă nu există evaluări
- Editado FisicaDocument18 paginiEditado FisicaHugo Cesar Benites Ramos100% (1)
- Poligonos 2do TrilceDocument8 paginiPoligonos 2do TrilceHugo Cesar Benites RamosÎncă nu există evaluări
- AExtraordinario2018II PDFDocument10 paginiAExtraordinario2018II PDFHugo Cesar Benites RamosÎncă nu există evaluări
- Logica 2016-4toDocument14 paginiLogica 2016-4toHugo Cesar Benites RamosÎncă nu există evaluări
- Operadores-Nivel UNTDocument2 paginiOperadores-Nivel UNTHugo Cesar Benites RamosÎncă nu există evaluări
- Origen de La Raiz CuadradaDocument1 paginăOrigen de La Raiz CuadradaHugo Cesar Benites Ramos100% (2)
- Simulacro Examen Censal OctubreDocument10 paginiSimulacro Examen Censal OctubreHugo Cesar Benites RamosÎncă nu există evaluări
- Quimica - 3er Año - III Bimestre - 2017Document16 paginiQuimica - 3er Año - III Bimestre - 2017Hugo Cesar Benites RamosÎncă nu există evaluări
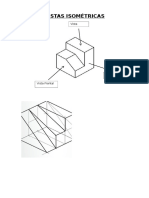
- Vistas IsometricasDocument3 paginiVistas IsometricasHugo Cesar Benites RamosÎncă nu există evaluări
- Cuestionario de RuffiniDocument2 paginiCuestionario de RuffiniHugo Cesar Benites RamosÎncă nu există evaluări
- Logica 2016-1ero SecundariaDocument13 paginiLogica 2016-1ero SecundariaHugo Cesar Benites RamosÎncă nu există evaluări
- Fs Portancia 01Document3 paginiFs Portancia 01Alejandro Gancedo ToralÎncă nu există evaluări
- P.E. FiSica Nuclear Con LaboratorioDocument5 paginiP.E. FiSica Nuclear Con LaboratorioManuel GarcíaÎncă nu există evaluări
- Ensayo de Dobles GuiadoDocument2 paginiEnsayo de Dobles GuiadoEdison Enrique Hidalgo SilvaÎncă nu există evaluări
- Piñon CremalleraDocument5 paginiPiñon CremalleraElizabeth VazquezÎncă nu există evaluări
- Conservacion MasaDocument1 paginăConservacion MasaAnonymous IRCbIaFniuÎncă nu există evaluări
- Geodif PDFDocument572 paginiGeodif PDFVladimir Jerson Alferez VargasÎncă nu există evaluări
- Parcial 1 PatologiaDocument8 paginiParcial 1 PatologiaDiegoÎncă nu există evaluări
- Lab Fisico-Quimica-Determinacion Del Calor Especifico de Un MetalDocument8 paginiLab Fisico-Quimica-Determinacion Del Calor Especifico de Un MetalSteevenRafaelPinargoteÎncă nu există evaluări
- PRACTICO TUBERIAS WordDocument11 paginiPRACTICO TUBERIAS WordLenin Man Ayaviri MartinezÎncă nu există evaluări
- Informe 3Document7 paginiInforme 3Limbert Poma CespedesÎncă nu există evaluări
- Calibracion Mecanica y Quimica DisolutoresDocument18 paginiCalibracion Mecanica y Quimica DisolutoresFelix Mendoza0% (1)
- Mediciones y Rangos de Tolerancia Máximos de Armónicos en Una RedDocument3 paginiMediciones y Rangos de Tolerancia Máximos de Armónicos en Una RedMauricio LlanoÎncă nu există evaluări
- Analisis de MesaDocument10 paginiAnalisis de MesaMauricio Castellanos PachecoÎncă nu există evaluări
- Cálculo Vectorial PresentaciónDocument54 paginiCálculo Vectorial PresentaciónSara Perez GarciaÎncă nu există evaluări
- Amorin, V.-Sierra, F PDFDocument4 paginiAmorin, V.-Sierra, F PDFedcz82Încă nu există evaluări
- Aguas Subterraneas3Document7 paginiAguas Subterraneas3Sabino BasualdoÎncă nu există evaluări
- Informe BufferDocument5 paginiInforme BufferNicole AHÎncă nu există evaluări
- Problemas TPNº 8 Aparatos de Maniobra y ProtecciónDocument7 paginiProblemas TPNº 8 Aparatos de Maniobra y ProtecciónCesar Agustin LimousinÎncă nu există evaluări
- Diseño de HidrociclonesDocument20 paginiDiseño de HidrociclonesAdolfo GuerreroÎncă nu există evaluări
- Practica de FisicaDocument2 paginiPractica de FisicaKevin SantillanÎncă nu există evaluări
- TP N 2Document4 paginiTP N 2Vivi Arenas0% (1)
- VOLTIMETRODocument6 paginiVOLTIMETROJAIMEÎncă nu există evaluări
- Fundamento Del Método de Análisis PotenciometriaDocument4 paginiFundamento Del Método de Análisis PotenciometriaJoelÎncă nu există evaluări
- Cuadro Resumen Rectas Parabolas HiperbolasDocument2 paginiCuadro Resumen Rectas Parabolas HiperbolasF.Încă nu există evaluări
- Que Es La FabulaDocument2 paginiQue Es La FabulaPrincipe AzulÎncă nu există evaluări
- Insertos Completos de ElitechDocument49 paginiInsertos Completos de ElitechEduardo Canul58% (31)
- Mathcad - CalculosDocument15 paginiMathcad - CalculosIsrael Santiago Vélez SisalimaÎncă nu există evaluări
- Compressor X As 186 DD SpanishDocument29 paginiCompressor X As 186 DD SpanishRicky VilÎncă nu există evaluări
- Informe 1 Calculo V.V.Document17 paginiInforme 1 Calculo V.V.Christiian AguilarÎncă nu există evaluări