S-ar putea să vă placă și
- Modernisation, Mechanisation and Industrialisation of Concrete StructuresDe la EverandModernisation, Mechanisation and Industrialisation of Concrete StructuresÎncă nu există evaluări
- For Assignment & Lecture - Prefabrication StructureDocument122 paginiFor Assignment & Lecture - Prefabrication StructureAnas ibni Ali waniÎncă nu există evaluări
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDe la Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsEvaluare: 4 din 5 stele4/5 (1)
- Module 1Document83 paginiModule 1Billy Joe GodoyÎncă nu există evaluări
- Modular Homes: The Smart Choice for Homebuyers in 2024De la EverandModular Homes: The Smart Choice for Homebuyers in 2024Încă nu există evaluări
- Modular ConstuctionDocument3 paginiModular ConstuctionmohdkhalidrazaÎncă nu există evaluări
- Box System Construction PDFDocument11 paginiBox System Construction PDFHadeel MahmoudÎncă nu există evaluări
- Prefaricated Structures Unit IDocument79 paginiPrefaricated Structures Unit Ivgshankar26Încă nu există evaluări
- Modular ConstructionDocument12 paginiModular ConstructionRizwanUlAbidinÎncă nu există evaluări
- Civil Works Services: Mobiversal GroupDocument17 paginiCivil Works Services: Mobiversal GroupIdir BenferhatÎncă nu există evaluări
- Topic 2 Industralised Building SystemDocument47 paginiTopic 2 Industralised Building SystemAriff JasniÎncă nu există evaluări
- Modular Construction Construct CanadaDocument13 paginiModular Construction Construct CanadaidlemineÎncă nu există evaluări
- Building Construction Report-1Document39 paginiBuilding Construction Report-1Kanak YadavÎncă nu există evaluări
- What Is IBSDocument7 paginiWhat Is IBSqadiejaÎncă nu există evaluări
- Mivan Alu Form SystemDocument52 paginiMivan Alu Form SystemAnoop NimkandeÎncă nu există evaluări
- Mi VanDocument37 paginiMi Vankaran9027Încă nu există evaluări
- Prefabricated StructuresDocument43 paginiPrefabricated Structuresfal16Încă nu există evaluări
- 2011 01 19 Bridge - Construction - Partner PDFDocument36 pagini2011 01 19 Bridge - Construction - Partner PDFwpchengÎncă nu există evaluări
- Housing Construction ProcessDocument64 paginiHousing Construction ProcessWall-Ties & Forms, Inc.Încă nu există evaluări
- What Is A Building Management System?Document14 paginiWhat Is A Building Management System?mahira bhatia100% (1)
- Elcon BrochureDocument44 paginiElcon BrochurejacobmillÎncă nu există evaluări
- Bridgeconstructionpartner 01 2014Document36 paginiBridgeconstructionpartner 01 2014Harianto RamadhanÎncă nu există evaluări
- Hickory Building SystemDocument15 paginiHickory Building SystemVladimir Jovanovic100% (1)
- Systems BU - Drives & Automation DivisionDocument20 paginiSystems BU - Drives & Automation DivisionSergio FernandesÎncă nu există evaluări
- Modular ConstrctnDocument4 paginiModular ConstrctnParvez Saif100% (1)
- Design of ModulesDocument26 paginiDesign of ModulesANIL KUMARÎncă nu există evaluări
- CMPM Lecture 2017Document137 paginiCMPM Lecture 2017Richard Kate RicohermosoÎncă nu există evaluări
- Aluminum Form Work SystemDocument18 paginiAluminum Form Work SystemChâu TúÎncă nu există evaluări
- Lecture 2. Modern Methods of ConstructionDocument76 paginiLecture 2. Modern Methods of ConstructionSurya Pratap Singh SlathiaÎncă nu există evaluări
- Prefabrication ReportDocument8 paginiPrefabrication ReportSaparya AnejaÎncă nu există evaluări
- Asg1 - Nagakin Capsule TowerDocument14 paginiAsg1 - Nagakin Capsule TowerSatyam GuptaÎncă nu există evaluări
- Seminar Report On Aluminium FormworkDocument34 paginiSeminar Report On Aluminium FormworkSandip JagdaleÎncă nu există evaluări
- CMPM Lecture 2017Document139 paginiCMPM Lecture 2017jomari galiasÎncă nu există evaluări
- Tunnel FormDocument11 paginiTunnel Formscriptd_ozd3nÎncă nu există evaluări
- Steel Modular Construction and Its Applicability To The Building Industry in ChinaDocument8 paginiSteel Modular Construction and Its Applicability To The Building Industry in ChinaKris LeeÎncă nu există evaluări
- Topic 1 - Industrialized Building System (Ibs)Document63 paginiTopic 1 - Industrialized Building System (Ibs)Farhanah Binti FaisalÎncă nu există evaluări
- Industrialised Building Construction CBRIDocument20 paginiIndustrialised Building Construction CBRIAnuja JadhavÎncă nu există evaluări
- 48.IJMTST0707087 HDocument4 pagini48.IJMTST0707087 H59Rutvik ShaiwaleÎncă nu există evaluări
- Modular Vacation HouseIsrael ProjectDocument41 paginiModular Vacation HouseIsrael Projectlost user100% (1)
- Materials and Methods in Building Construction ViiiDocument35 paginiMaterials and Methods in Building Construction ViiiNammuBondÎncă nu există evaluări
- CSL Company ProfileDocument29 paginiCSL Company Profilemwang_31Încă nu există evaluări
- New Aluminium FormworkDocument34 paginiNew Aluminium FormworkSandip Jagdale0% (1)
- A Review On Modular Construction For High-Rise Buildings: Building Structures-Arc 652Document6 paginiA Review On Modular Construction For High-Rise Buildings: Building Structures-Arc 652SUBHIKSHA D 1861738Încă nu există evaluări
- Construction Methods in IndiaDocument5 paginiConstruction Methods in IndiaVishal ShahÎncă nu există evaluări
- Modularconstruction and PrefabricationDocument17 paginiModularconstruction and PrefabricationsapnaÎncă nu există evaluări
- Contour Crafting: Construction Technologies .Document12 paginiContour Crafting: Construction Technologies .Jaimar AlcantaraÎncă nu există evaluări
- High Performance Buildings: Using Tunnel Form Concrete ConstructionDocument8 paginiHigh Performance Buildings: Using Tunnel Form Concrete ConstructionDawit SolomonÎncă nu există evaluări
- Seminar On pp3dvcDocument39 paginiSeminar On pp3dvcGanga gangaÎncă nu există evaluări
- Week 10 - INTRODUCTION TO PRECAST CONCRETEDocument26 paginiWeek 10 - INTRODUCTION TO PRECAST CONCRETEkingÎncă nu există evaluări
- Prefabricated BuildingDocument4 paginiPrefabricated BuildingAmulie JarjuseyÎncă nu există evaluări
- Prefabrication IntroductionDocument3 paginiPrefabrication IntroductionGiri ThirthaÎncă nu există evaluări
- Assignment IbsDocument5 paginiAssignment IbsfeeaanÎncă nu există evaluări
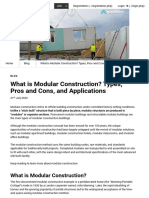
- What Is Modular Construction - Types, Pros, Cons, and ApplicationsDocument9 paginiWhat Is Modular Construction - Types, Pros, Cons, and Applicationsmk harshaÎncă nu există evaluări
- 06-Self Supporting Roofing System-UmeshlavingiaDocument21 pagini06-Self Supporting Roofing System-UmeshlavingiaPrashant PatilÎncă nu există evaluări
- Prefabricated Buildings: Prepared By: Ravi Kumar M.TECH, 2 Semester BedmDocument18 paginiPrefabricated Buildings: Prepared By: Ravi Kumar M.TECH, 2 Semester BedmRavi ShekharÎncă nu există evaluări
- Modern AssignimenrDocument21 paginiModern Assignimenrermias asalifÎncă nu există evaluări
- CCTV Headquarters: This PDF Was Downloaded From The Skyscraper Center On 2016/04/11 UTCDocument3 paginiCCTV Headquarters: This PDF Was Downloaded From The Skyscraper Center On 2016/04/11 UTCMelissa Firda AmeliaÎncă nu există evaluări
- Topic 2 Design ConceptDocument88 paginiTopic 2 Design Conceptjanjan112Încă nu există evaluări
- Future Trends in Mechanical Engineering-ArticleDocument2 paginiFuture Trends in Mechanical Engineering-ArticleanmollovelyÎncă nu există evaluări
- Paytm Wallet TXN HistoryDec2021 7266965656Document2 paginiPaytm Wallet TXN HistoryDec2021 7266965656Yt AbhayÎncă nu există evaluări
- Baggage Handling Solutions LQ (Mm07854)Document4 paginiBaggage Handling Solutions LQ (Mm07854)Sanjeev SiwachÎncă nu există evaluări
- Profil AVANCER FM SERVICES SDN BHDDocument23 paginiProfil AVANCER FM SERVICES SDN BHDmazhar74Încă nu există evaluări
- 09 Task Performance 1-ARG - ZABALA GROUPDocument6 pagini09 Task Performance 1-ARG - ZABALA GROUPKylle Justin ZabalaÎncă nu există evaluări
- X3 45Document20 paginiX3 45Philippine Bus Enthusiasts Society100% (1)
- I'M NOT A SKET - I Just Grew Up With Them (Chapter 4 & 5)Document13 paginiI'M NOT A SKET - I Just Grew Up With Them (Chapter 4 & 5)Chantel100% (3)
- Mandatory Minimum Requirements For Security-Related Training and Instruction For All SeafarersDocument9 paginiMandatory Minimum Requirements For Security-Related Training and Instruction For All SeafarersDio Romero FariaÎncă nu există evaluări
- PDF Issue 1 PDFDocument128 paginiPDF Issue 1 PDFfabrignani@yahoo.comÎncă nu există evaluări
- Mysteel IO Daily - 2Document6 paginiMysteel IO Daily - 2ArvandMadan CoÎncă nu există evaluări
- Impacts of Cultural Differences On Project SuccessDocument10 paginiImpacts of Cultural Differences On Project SuccessMichael OlaleyeÎncă nu există evaluări
- On Ciber RimeDocument9 paginiOn Ciber Rimenehil bhaktaÎncă nu există evaluări
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDocument7 paginiBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledYanna ManuelÎncă nu există evaluări
- Land Laws (MOHD AQIB SF)Document18 paginiLand Laws (MOHD AQIB SF)Mohd AqibÎncă nu există evaluări
- Determination Letter (June 15 2023) FOIA Request For Review - 2022 PAC 71791 71791 F 95c Improper 71b Improper 71c Improper 75r Improper Sd-1Document4 paginiDetermination Letter (June 15 2023) FOIA Request For Review - 2022 PAC 71791 71791 F 95c Improper 71b Improper 71c Improper 75r Improper Sd-1John KuglerÎncă nu există evaluări
- JTW Programm Kyushu UniversityDocument10 paginiJTW Programm Kyushu Universitykokii_2Încă nu există evaluări
- Baseball Stadium Financing SummaryDocument1 paginăBaseball Stadium Financing SummarypotomacstreetÎncă nu există evaluări
- Union Africana - 2020 - 31829-Doc-Au - Handbook - 2020 - English - WebDocument262 paginiUnion Africana - 2020 - 31829-Doc-Au - Handbook - 2020 - English - WebCain Contreras ValdesÎncă nu există evaluări
- Uwamungu Et Al 2022 - Contaminacion de Suelos Por MicroplasticosDocument14 paginiUwamungu Et Al 2022 - Contaminacion de Suelos Por MicroplasticosXXUHAJÎncă nu există evaluări
- Principle Mining Economics01Document56 paginiPrinciple Mining Economics01Teddy Dkk100% (3)
- Romanian Architectural Wooden Cultural Heritage - TheDocument6 paginiRomanian Architectural Wooden Cultural Heritage - ThewoodcultherÎncă nu există evaluări
- Action Plan Templete - Goal 6-2Document2 paginiAction Plan Templete - Goal 6-2api-254968708Încă nu există evaluări
- OECD - AI Workgroup (2022)Document4 paginiOECD - AI Workgroup (2022)Pam BlueÎncă nu există evaluări
- Actividad N°11 Ingles 4° Ii Bim.Document4 paginiActividad N°11 Ingles 4° Ii Bim.jamesÎncă nu există evaluări
- Scott Kugle-Framed, BlamedDocument58 paginiScott Kugle-Framed, BlamedSridutta dasÎncă nu există evaluări
- Curriculam Vitae: Job ObjectiveDocument3 paginiCurriculam Vitae: Job ObjectiveSarin SayalÎncă nu există evaluări
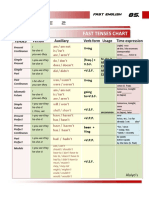
- Table 2: Fast Tenses ChartDocument5 paginiTable 2: Fast Tenses ChartAngel Julian HernandezÎncă nu există evaluări
- La Bugal BLaan Tribal Association Inc. vs. RamosDocument62 paginiLa Bugal BLaan Tribal Association Inc. vs. RamosAKnownKneeMouseeÎncă nu există evaluări
- Ocampo - v. - Arcaya-ChuaDocument42 paginiOcampo - v. - Arcaya-ChuaChristie Joy BuctonÎncă nu există evaluări
- RBI ResearchDocument8 paginiRBI ResearchShubhani MittalÎncă nu există evaluări
- University of Chicago Press Fall 2009 CatalogueDe la EverandUniversity of Chicago Press Fall 2009 CatalogueEvaluare: 5 din 5 stele5/5 (1)
- University of Chicago Press Fall 2009 Distributed TitlesDe la EverandUniversity of Chicago Press Fall 2009 Distributed TitlesEvaluare: 1 din 5 stele1/5 (1)