S-ar putea să vă placă și
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
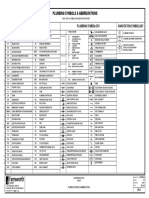
- Plumbing Symbols & AbbreviationsDocument8 paginiPlumbing Symbols & AbbreviationsThel Cruz100% (1)
- Requirements in Executing A Hot Tap - ION PRODocument25 paginiRequirements in Executing A Hot Tap - ION PROHous BoukadoÎncă nu există evaluări
- Pneumatic and Slurry Transport Design CalculationsDocument51 paginiPneumatic and Slurry Transport Design CalculationsDondon Irig100% (1)
- General Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco)Document9 paginiGeneral Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco)Delta akathehuskyÎncă nu există evaluări
- Control Valves Data Sheet: PT - Pupuk Indonesia Energi Gresik Gas Cogeneration PlantDocument1 paginăControl Valves Data Sheet: PT - Pupuk Indonesia Energi Gresik Gas Cogeneration PlantAnoÎncă nu există evaluări
- Problem 2: First and Second Law of Thermodynamics Thermodynamics Coursechemical Engineering DepartmentDocument17 paginiProblem 2: First and Second Law of Thermodynamics Thermodynamics Coursechemical Engineering DepartmentTita Ari UtamiÎncă nu există evaluări
- Recovery Boiler Equipment and OperationDocument18 paginiRecovery Boiler Equipment and OperationIslam LakatÎncă nu există evaluări
- Mandalina Ghosh (Greenhouse Effect)Document13 paginiMandalina Ghosh (Greenhouse Effect)amrittapadarÎncă nu există evaluări
- Storage Handling and Boil-Off of LNG On PDFDocument16 paginiStorage Handling and Boil-Off of LNG On PDFĐậu BắpÎncă nu există evaluări
- Turbine Meter Reference MaterialDocument8 paginiTurbine Meter Reference MaterialjsmargateÎncă nu există evaluări
- Distillation TowerDocument182 paginiDistillation TowerMoh HassanÎncă nu există evaluări
- AMINE UNIT EVALUATION FORM Metric UnitDocument4 paginiAMINE UNIT EVALUATION FORM Metric Unitandrey.glinskyÎncă nu există evaluări
- Guidance DNV Systems and Components Pressure EquipmentDocument126 paginiGuidance DNV Systems and Components Pressure Equipmentעקיבא אסÎncă nu există evaluări
- Air Compressors Fire CodegfdgdfgdDocument18 paginiAir Compressors Fire CodegfdgdfgduiyouiyoiuyoiuÎncă nu există evaluări
- Hydraulic Principles Unit2l1Document26 paginiHydraulic Principles Unit2l1KJDNKJZEFÎncă nu există evaluări
- Bio 6.4 Quick QuizDocument2 paginiBio 6.4 Quick QuizMaya PlewniaÎncă nu există evaluări
- Cold Room Unit PDFDocument3 paginiCold Room Unit PDFSyed Izad redzaÎncă nu există evaluări
- Thermophysical Properties of RefrigerantsDocument75 paginiThermophysical Properties of RefrigerantsDavidÎncă nu există evaluări
- Kinetic Molecular Theory WorksheetDocument3 paginiKinetic Molecular Theory WorksheetBoss Malupit sa CodesÎncă nu există evaluări
- Guide to LNG, NGL, CNG, LPG and Nuclear EnergyDocument6 paginiGuide to LNG, NGL, CNG, LPG and Nuclear Energyshuvo134Încă nu există evaluări
- Dwg-001 - D Almacenamiento Arcilla CalcinadaDocument1 paginăDwg-001 - D Almacenamiento Arcilla CalcinadaCarlos Andrade GómezÎncă nu există evaluări
- ASCONumaticsExpressCatalogue ANEC R4!11!01 13to01!31!14Document64 paginiASCONumaticsExpressCatalogue ANEC R4!11!01 13to01!31!14Sairam SathiyanarayananÎncă nu există evaluări
- pb3-06 510series Broc QX PDFDocument8 paginipb3-06 510series Broc QX PDFJaime LondoñoÎncă nu există evaluări
- Helium Gas Bag SpecificationDocument1 paginăHelium Gas Bag SpecificationSatish TalekarÎncă nu există evaluări
- 8.8 Calculation of Fugacity (Liquids) : Example S8.1 Vapor and Liquid Fugacities Using The Virial EquationDocument1 pagină8.8 Calculation of Fugacity (Liquids) : Example S8.1 Vapor and Liquid Fugacities Using The Virial EquationtruffeloveÎncă nu există evaluări
- Cleaver Brook - Condensing Economizer ManualDocument16 paginiCleaver Brook - Condensing Economizer ManualRaven RodriguezÎncă nu există evaluări
- Sublimation Sublimation Dry Naphthalene: SurfaceDocument12 paginiSublimation Sublimation Dry Naphthalene: Surfacepankaj agarwalÎncă nu există evaluări
- C60 Cryogenic System English Letter PDFDocument4 paginiC60 Cryogenic System English Letter PDFPepe HervertÎncă nu există evaluări
- Amines: Guide to Gas Treating Processes & Primary EquipmentDocument152 paginiAmines: Guide to Gas Treating Processes & Primary EquipmentMubin Ashraf Sheikh100% (3)
- Idlechik - 4th EditionDocument49 paginiIdlechik - 4th EditionyesrkÎncă nu există evaluări