S-ar putea să vă placă și
- Catálogo Elementos - DINDocument5 paginiCatálogo Elementos - DINpiero_rs100% (1)
- DIN ISO 9982 Pulley GroovesDocument6 paginiDIN ISO 9982 Pulley GroovesNicole KeithÎncă nu există evaluări
- Din1688 3Document4 paginiDin1688 3Shankar V IyerÎncă nu există evaluări
- Din 70852Document3 paginiDin 70852Abi ThomasosÎncă nu există evaluări
- List of DIN Standards PDFDocument138 paginiList of DIN Standards PDFMaría FVÎncă nu există evaluări
- Fixtures Standard Din2Document8 paginiFixtures Standard Din2dsschultzÎncă nu există evaluări
- Din 929 - 1987Document4 paginiDin 929 - 1987tobster99100% (2)
- Din 6885Document1 paginăDin 6885adh3ckÎncă nu există evaluări
- Norma DIN 929Document1 paginăNorma DIN 929Hatada FelipeÎncă nu există evaluări
- Din 65308 e 2008-05Document11 paginiDin 65308 e 2008-05jcÎncă nu există evaluări
- Metric DIN 7985 SpecDocument5 paginiMetric DIN 7985 SpecNhok Nho Suy Tink100% (1)
- Din 908 (1992) (Ger) PDFDocument3 paginiDin 908 (1992) (Ger) PDFgooseÎncă nu există evaluări
- Din 332-2 1983-05Document3 paginiDin 332-2 1983-05montavar100% (1)
- Fasteners (DIN Types)Document8 paginiFasteners (DIN Types)MetalloyÎncă nu există evaluări
- DIN 1690 Part 2Document16 paginiDIN 1690 Part 2Paresh Patel100% (2)
- Din 475-3 1987-01Document2 paginiDin 475-3 1987-01student_blÎncă nu există evaluări
- DIN 94 EdelstahlDocument1 paginăDIN 94 Edelstahlqian heÎncă nu există evaluări
- Din 6912Document7 paginiDin 6912aleksandar_djordjicÎncă nu există evaluări
- Din 125a DRF 1Document1 paginăDin 125a DRF 1Alvarado ChristianÎncă nu există evaluări
- DIN ISO 1101 deDocument26 paginiDIN ISO 1101 deneznamko100% (1)
- Din 980 TuercasDocument1 paginăDin 980 TuercasLeo Quintero FernandezÎncă nu există evaluări
- DIN 124 - Flat Round Head RivetsDocument1 paginăDIN 124 - Flat Round Head RivetsVitorMenezesÎncă nu există evaluări
- DIN Standards (LIST)Document115 paginiDIN Standards (LIST)Tracyval CadaÎncă nu există evaluări
- DIN 6885 Keyway StandardsDocument2 paginiDIN 6885 Keyway StandardsSyed Alwi Alattas100% (2)
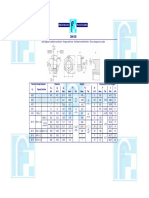
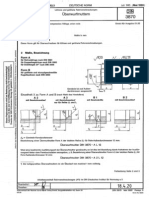
- Din 3870Document3 paginiDin 3870aleksandar_djordjic100% (2)
- Din5480 10Document4 paginiDin5480 10aleksandar_djordjic100% (2)
- Din 743-3-2000 (A)Document5 paginiDin 743-3-2000 (A)Sergio Rolla GuimaraesÎncă nu există evaluări
- Din 440Document3 paginiDin 440Abi ThomasosÎncă nu există evaluări
- Din 6885 1Document2 paginiDin 6885 1Reyner Loza100% (1)
- Iso 7089-Din 125Document8 paginiIso 7089-Din 125serzo75Încă nu există evaluări
- DIN 6796 ENwashersDocument1 paginăDIN 6796 ENwashersEvangelos TsampourisÎncă nu există evaluări
- Norma DIN 405Document6 paginiNorma DIN 405Javier GlÎncă nu există evaluări
- Arruela Lisa DIN 126Document1 paginăArruela Lisa DIN 126rafaelÎncă nu există evaluări
- Din 939-EnDocument1 paginăDin 939-EnBilly ZununÎncă nu există evaluări
- Metric DIN ChartDocument8 paginiMetric DIN ChartPatrickMore50% (2)
- Din 743-2 e 2008-10 PDFDocument24 paginiDin 743-2 e 2008-10 PDFYuryÎncă nu există evaluări
- BRD - Klee-Datablad DIN 6330Document2 paginiBRD - Klee-Datablad DIN 6330LaviÎncă nu există evaluări
- Castle Nuts Din935-1Document2 paginiCastle Nuts Din935-1DhanrajKumbhareÎncă nu există evaluări
- DIN 982 e 985 PDFDocument4 paginiDIN 982 e 985 PDFLuciano FontesÎncă nu există evaluări
- Flange Din 2573Document4 paginiFlange Din 2573Braz Pataro NetoÎncă nu există evaluări
- Brosa de Canelat 176Document23 paginiBrosa de Canelat 176andaandyÎncă nu există evaluări
- Catalog Bare InoxDocument17 paginiCatalog Bare InoxpeachykristaÎncă nu există evaluări
- Pe Strung Se Pot Executa o Serie de Prelucrari Special CADocument5 paginiPe Strung Se Pot Executa o Serie de Prelucrari Special CASelma PKÎncă nu există evaluări
- Dispozitive de Ghidare A Sculelor Aschietoare de Tip Alezor Pe Masini de Gaurit ClasiceDocument14 paginiDispozitive de Ghidare A Sculelor Aschietoare de Tip Alezor Pe Masini de Gaurit ClasiceMarius-Andrei ManeaÎncă nu există evaluări
- Proiect TFMR An IIIDocument17 paginiProiect TFMR An IIICosmin CăruntuÎncă nu există evaluări
- Asamblari FiletateDocument34 paginiAsamblari FiletateAna-Maria BogatuÎncă nu există evaluări
- Proiect Final CutitDocument17 paginiProiect Final CutitMadalina UrsuÎncă nu există evaluări
- Instructiuni Prelucrare Si Montaj Thordon XL, SXL Si COMPAC - 2016Document5 paginiInstructiuni Prelucrare Si Montaj Thordon XL, SXL Si COMPAC - 2016RizzoRo1Încă nu există evaluări
- Cap 03Document192 paginiCap 03vonsteffÎncă nu există evaluări
- Proiect Al Unei Scule Aschietoare AlezorDocument11 paginiProiect Al Unei Scule Aschietoare AlezorBogdan GabrielÎncă nu există evaluări
- TPR Proiect FinalDocument53 paginiTPR Proiect FinalRares-StefanelGângãÎncă nu există evaluări
- Scule Si DispozitiveDocument12 paginiScule Si DispozitiveBoca StefanÎncă nu există evaluări
- TAROZIDocument8 paginiTAROZIOvi OvidiuÎncă nu există evaluări
- Caiet de Sarcini Poduri - Confectii Metalice Bun FinalDocument9 paginiCaiet de Sarcini Poduri - Confectii Metalice Bun FinalAndries AlexandruÎncă nu există evaluări
- Orientarea Şi Fixarea Semifabricatelor Pe Mașinile UnelteDocument7 paginiOrientarea Şi Fixarea Semifabricatelor Pe Mașinile UneltesorinionelÎncă nu există evaluări
- Tehnologia Prelucrarii Suprafetelor Cilindrice Si Conice InterioareDocument29 paginiTehnologia Prelucrarii Suprafetelor Cilindrice Si Conice InterioareMarius Marginean100% (1)
- Curs 01 FrezareaDocument45 paginiCurs 01 FrezareaLauraCiumanghelÎncă nu există evaluări
- Proiect ValiDocument22 paginiProiect ValiAlin PetcuÎncă nu există evaluări
- Proiect Seghedin Sistem ModularDocument14 paginiProiect Seghedin Sistem ModularCotună SergiuÎncă nu există evaluări