S-ar putea să vă placă și
- Curso DetailingDocument125 paginiCurso DetailingRosita Cuyul Quenti100% (3)
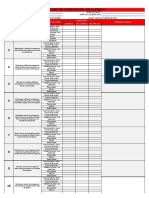
- ENC-GT-FR-041 (01) Lista de Verificación de Camión Grúa y Grúa Con CanastillaDocument1 paginăENC-GT-FR-041 (01) Lista de Verificación de Camión Grúa y Grúa Con CanastillaJ NuñezÎncă nu există evaluări
- Politica de ConductoresDocument6 paginiPolitica de ConductoresDiego Huangal LagunaÎncă nu există evaluări
- Bitácora de verificación de alarmasDocument3 paginiBitácora de verificación de alarmasBrayan Licona OrtizÎncă nu există evaluări
- Plan de CapacitacionesDocument3 paginiPlan de CapacitacionesPyc granizadorasÎncă nu există evaluări
- ManganesoDocument25 paginiManganesoRoberto Morales DmzÎncă nu există evaluări
- Administración ProyectosDocument121 paginiAdministración ProyectosMerly Rosario Sánchez HuamánÎncă nu există evaluări
- Tecnologia de La Informacion en Una BodegaDocument14 paginiTecnologia de La Informacion en Una BodegaMontez Joh Christine100% (1)
- Value Stream MappingDocument5 paginiValue Stream MappingKevin Valverde AspirosÎncă nu există evaluări
- Gestión RH por competenciasDocument20 paginiGestión RH por competenciasDemetrio Quiroz ReateguiÎncă nu există evaluări
- Construcción Del InsightDocument5 paginiConstrucción Del InsightKevin Valverde AspirosÎncă nu există evaluări
- Grupo NR 5 - Proyecto IndustrialesDocument46 paginiGrupo NR 5 - Proyecto IndustrialesKevin Valverde AspirosÎncă nu există evaluări
- Analisis de MercadosDocument8 paginiAnalisis de MercadosKevin Valverde AspirosÎncă nu există evaluări
- Metodología KaizenDocument30 paginiMetodología KaizenKevin Valverde AspirosÎncă nu există evaluări
- Grupo 5 - Marketing Examen FinalDocument7 paginiGrupo 5 - Marketing Examen FinalKevin Valverde AspirosÎncă nu există evaluări
- Presentación 1Document4 paginiPresentación 1Kevin Valverde AspirosÎncă nu există evaluări
- Capitulo VDocument6 paginiCapitulo VKevin Valverde AspirosÎncă nu există evaluări
- Aspectos legales en la gestión tecnológicaDocument1 paginăAspectos legales en la gestión tecnológicaKevin Valverde AspirosÎncă nu există evaluări
- Esme RilDocument0 paginiEsme RilJavier RacinesÎncă nu există evaluări
- CompetenciasDocument11 paginiCompetenciasKevin Valverde AspirosÎncă nu există evaluări
- Triptico Implementacion de EstrategiasDocument3 paginiTriptico Implementacion de EstrategiasKevin Valverde AspirosÎncă nu există evaluări
- Innovación TecnológicaDocument21 paginiInnovación TecnológicaKevin Valverde AspirosÎncă nu există evaluări
- Investigacion de MercadosDocument10 paginiInvestigacion de MercadosKevin Valverde Aspiros100% (1)
- Finanzas Sesion 02 - Flujo de CajaDocument26 paginiFinanzas Sesion 02 - Flujo de CajaLuis Flores GamarraÎncă nu există evaluări
- ENTREVISTADocument3 paginiENTREVISTAKevin Valverde AspirosÎncă nu există evaluări
- Diccionario de Competencias PDFDocument38 paginiDiccionario de Competencias PDFbaleliÎncă nu există evaluări
- Auto Moti Vaci OnDocument19 paginiAuto Moti Vaci OnKevin Valverde AspirosÎncă nu există evaluări
- LAS COMPETENCIAS GERENCIALES - Mariadelgado PDFDocument8 paginiLAS COMPETENCIAS GERENCIALES - Mariadelgado PDFjerrymejiaÎncă nu există evaluări
- Diccionario de Competencias PDFDocument38 paginiDiccionario de Competencias PDFbaleliÎncă nu există evaluări
- Desarrollo de Competencias GerencialesDocument24 paginiDesarrollo de Competencias GerencialesKevin Valverde AspirosÎncă nu există evaluări
- CalidadDocument1 paginăCalidadKevin Valverde AspirosÎncă nu există evaluări
- La Entrevista de Selección de PersonalDocument8 paginiLa Entrevista de Selección de PersonalAnonymous eNaPGvzmÎncă nu există evaluări
- Investigación OperativaDocument6 paginiInvestigación OperativaKevin Valverde Aspiros0% (1)
- 4P - El PrecioDocument18 pagini4P - El PrecioKevin Valverde Aspiros100% (1)
- Anodos SacrificioDocument9 paginiAnodos SacrificioKevin Valverde AspirosÎncă nu există evaluări
- Fundamentos de Base de DatosDocument17 paginiFundamentos de Base de DatosKevin Valverde AspirosÎncă nu există evaluări
- EGi INSTALACIONESDocument94 paginiEGi INSTALACIONESJuan Pablo RodriguezÎncă nu există evaluări
- Fideos AuroraDocument11 paginiFideos AuroraMariluz Mamani YapurasiÎncă nu există evaluări
- Folleto ICAI IndustrialDocument6 paginiFolleto ICAI IndustrialIarwai100% (1)
- Programa de Capacitaciones de Seguridad y Salud Ocupacional en SAVONADocument2 paginiPrograma de Capacitaciones de Seguridad y Salud Ocupacional en SAVONAcarlox_hm100% (1)
- 002 Precios UnitariosDocument39 pagini002 Precios UnitariostigreaxulÎncă nu există evaluări
- Manual FoxplanDocument8 paginiManual FoxplanClever Yance RamosÎncă nu există evaluări
- Ro-PLAN MANTENIMIENTO RobatechDocument3 paginiRo-PLAN MANTENIMIENTO RobatechJuan Pablo GuerreroÎncă nu există evaluări
- Practicas Pre Profesionales Ivan CubasDocument104 paginiPracticas Pre Profesionales Ivan CubasIvan Cubas VillegasÎncă nu există evaluări
- Encuesta de Satisfacción para Inducciones y Talleres de Formación Del SINABDocument6 paginiEncuesta de Satisfacción para Inducciones y Talleres de Formación Del SINABsilverhigÎncă nu există evaluări
- Catálogo de Orientaciones Sobre El Traje Académico y Sus ColoresDocument21 paginiCatálogo de Orientaciones Sobre El Traje Académico y Sus ColoresElisabetÎncă nu există evaluări
- Metodo SimplexDocument8 paginiMetodo SimplexJONATHAN BONIFAZÎncă nu există evaluări
- Parcial 1Document14 paginiParcial 1Eduardo Montalvo del MonteÎncă nu există evaluări
- Analista de SistemasDocument2 paginiAnalista de SistemasAlexis RestrepoÎncă nu există evaluări
- GESTION DE PROYECTOS AGPE Procesos Clave 20170710 PDFDocument1 paginăGESTION DE PROYECTOS AGPE Procesos Clave 20170710 PDFChrystian Miguel Quintero MendozaÎncă nu există evaluări
- Profesiograma para Enviar Al Dr. GermanDocument24 paginiProfesiograma para Enviar Al Dr. GermanBibiana Marcela Guzman GutierrezÎncă nu există evaluări
- Cuadrilla SDocument2 paginiCuadrilla SAlejandro Cruz MorenoÎncă nu există evaluări
- Calidad Carlos CaballeroDocument5 paginiCalidad Carlos CaballeroCarlos CaballeroÎncă nu există evaluări
- PEMEX P-3-120-02-1998-ed1-Trazo-y-Niveles PDFDocument18 paginiPEMEX P-3-120-02-1998-ed1-Trazo-y-Niveles PDFelsaordunaÎncă nu există evaluări
- Cubierta Metálica Deck y Engatillada - 01.13 - PDFDocument56 paginiCubierta Metálica Deck y Engatillada - 01.13 - PDFevy_farq178870Încă nu există evaluări
- Análisis Urbano Aeropuerto Augusto Cesar SandinoDocument10 paginiAnálisis Urbano Aeropuerto Augusto Cesar SandinoAna Cecilia MarquinaÎncă nu există evaluări
- Dofa ProcesosDocument9 paginiDofa ProcesosErika BolivarÎncă nu există evaluări
- Cuaderno de Informe #2Document14 paginiCuaderno de Informe #2Edward Benjamin Alejandro zavaletaÎncă nu există evaluări