S-ar putea să vă placă și
- Entregable 1 Mariana Alfloro Estadística Descriptiva AplicadaDocument16 paginiEntregable 1 Mariana Alfloro Estadística Descriptiva AplicadaMariana Alonso De Florida Rojas33% (3)
- Taller Bodega HernandezDocument12 paginiTaller Bodega HernandezWalter Cuellar0% (1)
- Ejercicio Nivel de Servicio Libreria NavidadDocument2 paginiEjercicio Nivel de Servicio Libreria NavidadJose William Granados50% (2)
- #Estudio de Caso #1 - TDDDocument1 pagină#Estudio de Caso #1 - TDDEsther Rodriguez Choque100% (1)
- Definicion LogisticaDocument5 paginiDefinicion LogisticaMiriamÎncă nu există evaluări
- Grupo 1Document25 paginiGrupo 1Keneth0% (1)
- Seis Sigma Actividad 3Document7 paginiSeis Sigma Actividad 3Grecia MaldonadoÎncă nu există evaluări
- Herramientas Aplicables Según Etapa Del DMAICDocument99 paginiHerramientas Aplicables Según Etapa Del DMAICMariana PiñaÎncă nu există evaluări
- Taller Auditoria y Evaluacion 24 Junio 18 FINALDocument9 paginiTaller Auditoria y Evaluacion 24 Junio 18 FINALBeltenebros Peña PobreÎncă nu există evaluări
- Principios Lean Thinking - InfografíaDocument2 paginiPrincipios Lean Thinking - InfografíaANTONELLA DEL ROCIO LEON QUINTANILLAÎncă nu există evaluări
- Seis Sigma Normas ISO: Normas Básicas de Calidad en Los Procesos de Manufactura e IngenieríaDocument3 paginiSeis Sigma Normas ISO: Normas Básicas de Calidad en Los Procesos de Manufactura e IngenieríaVictor BorromeoÎncă nu există evaluări
- Asignación NDocument1 paginăAsignación Nlibroscuentaspremium100% (1)
- Cuestionario ApqpDocument3 paginiCuestionario ApqpRoberto Peredo MuñozÎncă nu există evaluări
- El Jit Dentro de La Cadena de Suministros y Los Procesos de Manufactura.Document3 paginiEl Jit Dentro de La Cadena de Suministros y Los Procesos de Manufactura.JAVIERÎncă nu există evaluări
- Tarea 3.1 Tipos de AlmacénDocument12 paginiTarea 3.1 Tipos de AlmacénBicytourÎncă nu există evaluări
- Project Charter LSSGBDocument4 paginiProject Charter LSSGBLuis Alberto CL100% (1)
- Modelo Informe Diseño GraficoDocument3 paginiModelo Informe Diseño GraficoSteffany Mesia Yzquierdo100% (1)
- UNIDAD I Control Estadístico de Calidad.Document87 paginiUNIDAD I Control Estadístico de Calidad.Sandra Montenegro100% (1)
- Los 5 Pasos de FocalizaciónDocument2 paginiLos 5 Pasos de FocalizaciónAndy MerinoÎncă nu există evaluări
- Cuestionario CSSSSDocument1 paginăCuestionario CSSSSSebas Diaz100% (1)
- De Qué Manera Los Flujos de Cadena de Suministro Afectan El Éxito o El Fracaso de Una Compañía Cómo AmazonDocument3 paginiDe Qué Manera Los Flujos de Cadena de Suministro Afectan El Éxito o El Fracaso de Una Compañía Cómo AmazonMARYPAZ YAMILE ÑAHUIS SIRIACOÎncă nu există evaluări
- Ensayo La CarreraDocument5 paginiEnsayo La CarreraSoriBausmaÎncă nu există evaluări
- Cuestionario Part DayDocument12 paginiCuestionario Part DayDaybeth JoÎncă nu există evaluări
- A1 - T6 Investigacion DocumentalDocument31 paginiA1 - T6 Investigacion DocumentalAndrea EscobedoÎncă nu există evaluări
- Ejercicio 4Document3 paginiEjercicio 4alondriuxÎncă nu există evaluări
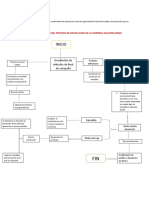
- Inicio: Diagrama de Flujo Del Proceso de Devolucion de La Empresa JuguetelandiaDocument3 paginiInicio: Diagrama de Flujo Del Proceso de Devolucion de La Empresa Juguetelandiafiorela cardosoÎncă nu există evaluări
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Document4 paginiEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceÎncă nu există evaluări
- Unidad 4 Abc Max y MinDocument13 paginiUnidad 4 Abc Max y Minangela4kressÎncă nu există evaluări
- Resumen Sesion 16 Capitulo 12 Pronosticos Chase AquilanoDocument13 paginiResumen Sesion 16 Capitulo 12 Pronosticos Chase AquilanoLevis J. Alaña V.Încă nu există evaluări
- Casos Cap 10Document2 paginiCasos Cap 10EimyÎncă nu există evaluări
- Actividad 5Document4 paginiActividad 5Roberto CabreraÎncă nu există evaluări
- La Aplicación de La Teoría de RestriccionesDocument3 paginiLa Aplicación de La Teoría de RestriccionesMarcos UchihaÎncă nu există evaluări
- Two Weeks.Document3 paginiTwo Weeks.Fernando Aquino BaezÎncă nu există evaluări
- Caso U4Document4 paginiCaso U4Rolan XzÎncă nu există evaluări
- PRIMER PARCIAL 2020 InterDocument3 paginiPRIMER PARCIAL 2020 InterVale MarrugoÎncă nu există evaluări
- Taller 3 Administracion de La ProduccionDocument1 paginăTaller 3 Administracion de La Produccionjuan manuelÎncă nu există evaluări
- Distribución Orientada Al ProcesoDocument7 paginiDistribución Orientada Al Procesomariana chavez blasÎncă nu există evaluări
- Logística y La Teoría de RestriccionesDocument2 paginiLogística y La Teoría de RestriccionesJ Isaac OrtizÎncă nu există evaluări
- Muda de Productos DefectuososDocument16 paginiMuda de Productos DefectuososKuroi Kanjō NashiÎncă nu există evaluări
- Trabajo Final InvopeDocument17 paginiTrabajo Final InvopeSofia ArancibiaÎncă nu există evaluări
- Amef y Poka YokeDocument4 paginiAmef y Poka YokeLuis David Orozco HerreraÎncă nu există evaluări
- El Despliegue de La Función de Calidad QFDDocument16 paginiEl Despliegue de La Función de Calidad QFDNoé StradaÎncă nu există evaluări
- Un Modelo RS en Logística de ReversaDocument11 paginiUn Modelo RS en Logística de ReversaJHOSMAR_22Încă nu există evaluări
- Practica 5Document5 paginiPractica 5Roberto Emmanuel AlvarezÎncă nu există evaluări
- Introducción. Cuestionario Del Artículo de Simulación Managing The Simulation ProjectDocument3 paginiIntroducción. Cuestionario Del Artículo de Simulación Managing The Simulation Projectluis salazarÎncă nu există evaluări
- Ejercicio de Programación Línea EnteraDocument1 paginăEjercicio de Programación Línea Enteradahiana marinÎncă nu există evaluări
- Aplicación Del Árbol de Mínima Expansión en La Empresa DicsaDocument9 paginiAplicación Del Árbol de Mínima Expansión en La Empresa Dicsapollo alvaradoÎncă nu există evaluări
- BI, Ventajas y DesventajasDocument1 paginăBI, Ventajas y Desventajaseduardo tapiaÎncă nu există evaluări
- Hielo FocaDocument3 paginiHielo FocaDiego Fernando Vega ForeroÎncă nu există evaluări
- Almacenes Jit y Kanban (Millan Sarmiento Victor Guadalupe)Document3 paginiAlmacenes Jit y Kanban (Millan Sarmiento Victor Guadalupe)Victor Millan100% (2)
- Sesión 13 - Parte 2 - Gestión de La Calidad - HerramientasDocument49 paginiSesión 13 - Parte 2 - Gestión de La Calidad - HerramientasFabian ValenciaÎncă nu există evaluări
- Pregunta 20 y 5Document1 paginăPregunta 20 y 5Yoyner Alexander Pineda pazÎncă nu există evaluări
- Ejercicio 12 y 13Document2 paginiEjercicio 12 y 13Byron TerceroÎncă nu există evaluări
- Segundo Parcial II 18Document4 paginiSegundo Parcial II 18Osvaldo UreñaÎncă nu există evaluări
- IO Proyecto FinalDocument21 paginiIO Proyecto FinalGutierrez ErikÎncă nu există evaluări
- Tráfico en La LogisticaDocument1 paginăTráfico en La LogisticaYoshirita EsquivelÎncă nu există evaluări
- LalaDocument20 paginiLalaDiego Manuel Sanchez PerezÎncă nu există evaluări
- 1.3 Manejo de Materiales - Selección de Equipo - Alumno LicDocument7 pagini1.3 Manejo de Materiales - Selección de Equipo - Alumno LicDayan Celorio GomezÎncă nu există evaluări
- Zona RiderDocument15 paginiZona RiderElias Diaz DiazÎncă nu există evaluări
- Ejemplo Modelo Six SigmaDocument17 paginiEjemplo Modelo Six SigmaJosimark Gonzalez AveiroÎncă nu există evaluări
- Dialnet AplicacionDeSeisSigmaEnUnaMicroempresaDelRamoAutom 3829811Document8 paginiDialnet AplicacionDeSeisSigmaEnUnaMicroempresaDelRamoAutom 3829811Cezar RicardoÎncă nu există evaluări
- Aplicacion de Seis Sigma en Una MicroempresaDocument8 paginiAplicacion de Seis Sigma en Una MicroempresaSteven Luis Maiz CespedesÎncă nu există evaluări
- Motivación y Resistencia Al Cambio PDFDocument20 paginiMotivación y Resistencia Al Cambio PDFdanielÎncă nu există evaluări
- Estudio de MercadoDocument18 paginiEstudio de MercadoManu BÒólivar75% (8)
- Diapositivas Clase 1Document7 paginiDiapositivas Clase 1alexandra acuñaÎncă nu există evaluări
- Poblacion, Muestra y VariablesDocument8 paginiPoblacion, Muestra y VariablesKarol ImbachiÎncă nu există evaluări
- Escalamiento MultidimensionalDocument11 paginiEscalamiento MultidimensionalNikita PuertoÎncă nu există evaluări
- (Literatura) (Medicina) (Psiquiatría) (Psicología) (Espanol E-Book) La Irrupción de La Inteligencia EmocionalDocument116 pagini(Literatura) (Medicina) (Psiquiatría) (Psicología) (Espanol E-Book) La Irrupción de La Inteligencia EmocionalRÎncă nu există evaluări
- Silabo HidrologiaDocument3 paginiSilabo HidrologiaMarcos RamírezÎncă nu există evaluări
- Parcial 2 - EstadísticaDocument5 paginiParcial 2 - EstadísticaDebora Tatiana Vasquez MataÎncă nu există evaluări
- Word CuestionarioDocument2 paginiWord CuestionarioMiryamRenteríaRivasÎncă nu există evaluări
- 02 Ana y María Sección S10 Asesora Rosanna MatosDocument179 pagini02 Ana y María Sección S10 Asesora Rosanna Matosana venturaÎncă nu există evaluări
- Apaza 2019 PDFDocument151 paginiApaza 2019 PDFCarlos Alberto Zapata AlbánÎncă nu există evaluări
- Antología Matrices de ConsistenciaDocument53 paginiAntología Matrices de ConsistenciaEnsenada BajaÎncă nu există evaluări
- Mapa MentalDocument1 paginăMapa MentalErik Ayala LeonÎncă nu există evaluări
- Informe Técnico Pedagógico-CytDocument15 paginiInforme Técnico Pedagógico-CytRaul Martin Orosco Paucar100% (2)
- Ejemplos de Método AnalíticoDocument3 paginiEjemplos de Método AnalíticoLeliz Magally Garcia100% (1)
- Estadística - ChitarroniDocument3 paginiEstadística - ChitarroniJuanÎncă nu există evaluări
- Actividad 2 Tipos de VariablesDocument4 paginiActividad 2 Tipos de VariablesLiliana Torres RicoÎncă nu există evaluări
- Trabajo de Investigacion-Flores Ignacio RafaelDocument85 paginiTrabajo de Investigacion-Flores Ignacio Rafael01-IC-HU-CRISTOPPER YUDER HUAMAN CARDENASÎncă nu există evaluări
- DocxDocument54 paginiDocxJordán BarrantesÎncă nu există evaluări
- Trabajo Final, EstadisticaDocument7 paginiTrabajo Final, EstadisticaRosa PaulinoÎncă nu există evaluări
- Trabajo de EconometríaDocument5 paginiTrabajo de EconometríaGauss MarkovÎncă nu există evaluări
- 11 - El Plan de Acción TutorialDocument26 pagini11 - El Plan de Acción TutorialByron PuetateÎncă nu există evaluări
- Diseño de Una Metodología de Certificación en Buenas Prácticas de Elaboración de Preparaciones Magistrales para El Proyecto de Construcción de La Central de Mezclas Del Hospital UniDocument87 paginiDiseño de Una Metodología de Certificación en Buenas Prácticas de Elaboración de Preparaciones Magistrales para El Proyecto de Construcción de La Central de Mezclas Del Hospital Uniangie ramirezÎncă nu există evaluări
- Presentacion BiomatematicasDocument26 paginiPresentacion BiomatematicasPalta HassÎncă nu există evaluări
- Actividad 3Document13 paginiActividad 3Rene CardonaÎncă nu există evaluări
- Ficha de Monitoreo Sobre Acciones para Afrontar La Evaluación CensalDocument1 paginăFicha de Monitoreo Sobre Acciones para Afrontar La Evaluación CensalFreddy Maldonado VillalbaÎncă nu există evaluări
- Tarea# 4 Analisis Del Entorno de La EmpresaDocument7 paginiTarea# 4 Analisis Del Entorno de La Empresanatalia ledezma riberaÎncă nu există evaluări