S-ar putea să vă placă și
- Analisis Vertical y Horizontal Del Estado de Resultados 12Document6 paginiAnalisis Vertical y Horizontal Del Estado de Resultados 12Fany Esperanza Castro PalominoÎncă nu există evaluări
- Conclusiones y Recomendaciones Del Taller CobertizosDocument4 paginiConclusiones y Recomendaciones Del Taller CobertizosAnonymous TAvVwX100% (1)
- Ats Derco KL01-08-02-2022Document2 paginiAts Derco KL01-08-02-2022NeallÎncă nu există evaluări
- Cuadernillo para Repasar Las Figuras GeometricasDocument18 paginiCuadernillo para Repasar Las Figuras GeometricasFabiola EscobarÎncă nu există evaluări
- Silabo Base de Datos I 2015-IIDocument4 paginiSilabo Base de Datos I 2015-IIEzequiel ArevaloÎncă nu există evaluări
- Examen 2do. Parcial Aymara Julia AymaraDocument2 paginiExamen 2do. Parcial Aymara Julia AymaraAngel Bejarano BalderramaÎncă nu există evaluări
- Técnicas de Trabajo en EquipoDocument12 paginiTécnicas de Trabajo en EquipoJulieth Andrea Ramírez Jerez100% (1)
- Causa y Sinrazón de Los CelosDocument1 paginăCausa y Sinrazón de Los CelosFrederic KovacsÎncă nu există evaluări
- Solicito Inscripcion de PrediosDocument3 paginiSolicito Inscripcion de Prediosesteban joel varas ventura100% (2)
- Diagrama de Flujo Panque de ZanahoriaDocument1 paginăDiagrama de Flujo Panque de ZanahoriaSugey de Omar100% (1)
- Prevision Mexico 2015Document143 paginiPrevision Mexico 2015furufuÎncă nu există evaluări
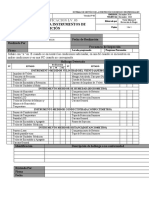
- LV-03 Lista Verificacion Instrumentos de MedicionDocument1 paginăLV-03 Lista Verificacion Instrumentos de MedicionFabian FloresÎncă nu există evaluări
- Taller Ayuda MutuaDocument6 paginiTaller Ayuda MutuaJhon Edison Pulido GuzmánÎncă nu există evaluări
- Cuestionario 2 Proceso Industrial I ETASDocument2 paginiCuestionario 2 Proceso Industrial I ETASPablo NavarroÎncă nu există evaluări
- Agulhon, Maurice - Política, Imágenes, Sociabilidades. de 1789 A 1989 (2016)Document249 paginiAgulhon, Maurice - Política, Imágenes, Sociabilidades. de 1789 A 1989 (2016)AlexÎncă nu există evaluări
- Esquemas de Vacunacion Niños y Adultos.Document9 paginiEsquemas de Vacunacion Niños y Adultos.Natalia Martinez RdzÎncă nu există evaluări
- MANUAL de Habilidades 8 11Document99 paginiMANUAL de Habilidades 8 11AnyelaMeviÎncă nu există evaluări
- Ficha 3 Zonas ClimaticasDocument5 paginiFicha 3 Zonas Climaticaspaula lunaÎncă nu există evaluări
- La Informática y La Educación InicialDocument5 paginiLa Informática y La Educación InicialKirsy Johanna Pérez MejíaÎncă nu există evaluări
- Cronología de La PandemiaDocument2 paginiCronología de La PandemiabajolamismasombraÎncă nu există evaluări
- El Artículo 2011 Hasta El 2022 Del Código Civil DominicanoDocument8 paginiEl Artículo 2011 Hasta El 2022 Del Código Civil Dominicanofrancisco vilorioÎncă nu există evaluări
- Rejilla de Conceptos - Actividad T3Document7 paginiRejilla de Conceptos - Actividad T3Paulo Bolaños100% (1)
- PNF MIC Orientaciones Estudiantes y Profesores Semana 7 Del 8 Al 13 de JunioDocument62 paginiPNF MIC Orientaciones Estudiantes y Profesores Semana 7 Del 8 Al 13 de JunioLA India Romero100% (1)
- 1er Cuestionario Economia Politica IDocument6 pagini1er Cuestionario Economia Politica IRodrigo JimenezÎncă nu există evaluări
- 10 Anejo7Document14 pagini10 Anejo7kggrÎncă nu există evaluări
- GT14. Normas de SeguridadDocument8 paginiGT14. Normas de Seguridad001jehuty001Încă nu există evaluări
- Carta BancolombiaDocument3 paginiCarta BancolombiaedilbertomorenoÎncă nu există evaluări
- Manual de Consolidacion A Personal Laboral Fijo en CorreosDocument618 paginiManual de Consolidacion A Personal Laboral Fijo en CorreosMuscupiesquiÎncă nu există evaluări
- IdealesDocument5 paginiIdealesGaby MtzÎncă nu există evaluări
- Redefinir La Vida Cristiana VictoriosaDocument3 paginiRedefinir La Vida Cristiana VictoriosaHoracio AlcarazÎncă nu există evaluări