S-ar putea să vă placă și
- Din8782 Oee OpiDocument17 paginiDin8782 Oee Opiomujicar100% (2)
- Filler User ManualDocument425 paginiFiller User ManualVinci Valcu Parne82% (11)
- BA - 89401868 - 000600 - INNOFILL - EN - 01 FillerDocument338 paginiBA - 89401868 - 000600 - INNOFILL - EN - 01 Fillergrivr100% (12)
- Autor - Michael Laiskonis - Recetas 2009-2010 (Inglés)Document159 paginiAutor - Michael Laiskonis - Recetas 2009-2010 (Inglés)gillliam100% (8)
- Instruction and Maintenance Manual - T 94710Document197 paginiInstruction and Maintenance Manual - T 94710NgoHongXuanHungÎncă nu există evaluări
- Innopet BlomaxDocument414 paginiInnopet BlomaxJustine Marashanye100% (3)
- Sbo 20Document563 paginiSbo 20Benz Thanakom75% (8)
- BA 89402175 001100 Innopack EN 00Document293 paginiBA 89402175 001100 Innopack EN 00Alexandr Yuhimenko0% (1)
- Flow Wrap Machines PDFDocument5 paginiFlow Wrap Machines PDFtintucinb100% (2)
- BLOW MOLDING SPARE PARTS FOR SIDEL* MACHINESDocument63 paginiBLOW MOLDING SPARE PARTS FOR SIDEL* MACHINEShassan adoum100% (1)
- Operator Manual MU 10031 8-10 R01 enDocument244 paginiOperator Manual MU 10031 8-10 R01 enphong83% (6)
- Sidel TroubleshootingDocument4 paginiSidel TroubleshootingNebojsa Tanaskovic100% (2)
- Optimized Bluestar 2000 Filler PresentationDocument26 paginiOptimized Bluestar 2000 Filler Presentationsergio perezÎncă nu există evaluări
- Beverage Can Manufacturing ProcessDocument38 paginiBeverage Can Manufacturing ProcessElizabethBuana50% (2)
- Toro Reelmaster 223-D Mower Service Repair Manual PDFDocument8 paginiToro Reelmaster 223-D Mower Service Repair Manual PDFfjkskemdmmeÎncă nu există evaluări
- Acid-Soluble Chloride in Mortar and Concrete: Standard Test Method ForDocument4 paginiAcid-Soluble Chloride in Mortar and Concrete: Standard Test Method ForGeorges BaderÎncă nu există evaluări
- SC 5 P 8 1 Properties of MatterDocument26 paginiSC 5 P 8 1 Properties of Matterapi-263271261Încă nu există evaluări
- User Manual TLBDocument49 paginiUser Manual TLBJose Luna100% (1)
- EurostarHS LD E 05 2015Document7 paginiEurostarHS LD E 05 2015ozgur turuncÎncă nu există evaluări
- Serac's aseptic filling control and monitoring probe technologyDocument6 paginiSerac's aseptic filling control and monitoring probe technologywisokresnoÎncă nu există evaluări
- Level Filler enDocument36 paginiLevel Filler enDdt WahyudiÎncă nu există evaluări
- Mo02 SFR20 BDocument252 paginiMo02 SFR20 Bcristian100% (2)
- Khs Competence 02-2011 Englisch EinzelnDocument80 paginiKhs Competence 02-2011 Englisch Einzelnozgurturunc4Încă nu există evaluări
- Sidel Filling Beverage General PresentationDocument124 paginiSidel Filling Beverage General PresentationDavid Jonatán Pérez Hernández100% (1)
- Innofill EM filling process guideDocument10 paginiInnofill EM filling process guideLaura Villarroel100% (3)
- Filler User Manual PDFDocument425 paginiFiller User Manual PDFFernando Ferreira100% (1)
- SBO+Universal+HR ENDocument8 paginiSBO+Universal+HR ENquyÎncă nu există evaluări
- Low-acid Aseptic Filling SystemDocument17 paginiLow-acid Aseptic Filling SystemCătălin RadÎncă nu există evaluări
- Bacardi Y Compania S.A. de C.V. CONVERSION #1407742 - CA 23416 OCTOBER 2014Document72 paginiBacardi Y Compania S.A. de C.V. CONVERSION #1407742 - CA 23416 OCTOBER 2014Betho SanchezÎncă nu există evaluări
- M1338-048 Ing AnDocument129 paginiM1338-048 Ing AnFILL TECHNIC MACHINERYÎncă nu există evaluări
- Calculation of Unutilised Heat and Heat Utilisation of Blower (SBO10) in Pet 300 BPM LineDocument26 paginiCalculation of Unutilised Heat and Heat Utilisation of Blower (SBO10) in Pet 300 BPM LineKushagra AbhishekÎncă nu există evaluări
- KHS Journal 04 - 06 eDocument56 paginiKHS Journal 04 - 06 eSo NicÎncă nu există evaluări
- 201709141005218065ky 7 - Tong Quan - CongngheOZONE - 31102014Document266 pagini201709141005218065ky 7 - Tong Quan - CongngheOZONE - 31102014Thích Rong Chơi100% (1)
- HandbookDocument19 paginiHandbookAyush AgarwalÎncă nu există evaluări
- Ferrum - Ba f912 GBDocument52 paginiFerrum - Ba f912 GBCarlos Melian100% (1)
- Blender KHSDocument24 paginiBlender KHSAngelo Salvador Teofilo100% (3)
- Innofill Can DVDDocument2 paginiInnofill Can DVDDrdbuoiu Poiñhb MonihugyÎncă nu există evaluări
- Servising and Procedure Catalog CF 10031 8-10 R01 en PDFDocument434 paginiServising and Procedure Catalog CF 10031 8-10 R01 en PDFphong100% (1)
- Hydac Plastic Injection Molding MachinesDocument12 paginiHydac Plastic Injection Molding MachinespeterÎncă nu există evaluări
- SBO Universal: Cut Your Bottle Blowing Costs by Up To 20 %Document16 paginiSBO Universal: Cut Your Bottle Blowing Costs by Up To 20 %António de Amorim100% (1)
- SYW SidelDocument42 paginiSYW Sidelgodganesha100% (1)
- Beer FillingDocument17 paginiBeer FillingDagemÎncă nu există evaluări
- MULTIFILL SERIES PHARMA HIGH-SPEED ROTARY FILLING MACHINESDocument12 paginiMULTIFILL SERIES PHARMA HIGH-SPEED ROTARY FILLING MACHINESSatish HiremathÎncă nu există evaluări
- Retailer Sector Innovation: Esterform Packaging Final Report – March 2007Document23 paginiRetailer Sector Innovation: Esterform Packaging Final Report – March 2007bum110481Încă nu există evaluări
- Tetra Therm Folder LoDocument12 paginiTetra Therm Folder Lokattipatang67% (3)
- Filling Technology EDocument16 paginiFilling Technology Earachman297988100% (1)
- PLC Automation of Cartoning Machine IC 150Document18 paginiPLC Automation of Cartoning Machine IC 150shashi1986100% (5)
- Optimizing CIP CyclesDocument12 paginiOptimizing CIP CyclessambhavjoshiÎncă nu există evaluări
- Brewing TesisDocument45 paginiBrewing Tesismatherequiwua100% (1)
- Labelling MasterDocument98 paginiLabelling MasterYen Nguyen100% (1)
- Machine Datasheet SBO 10-10 POLARIS UpgradedDocument9 paginiMachine Datasheet SBO 10-10 POLARIS UpgradedJoe SanchezÎncă nu există evaluări
- High Pressure HomogenizerDocument8 paginiHigh Pressure HomogenizerwidyanaÎncă nu există evaluări
- 1000BPH Water Linear LineDocument2 pagini1000BPH Water Linear Linebat32Încă nu există evaluări
- Instruction For Use: Operational Manual For Carton Opener and Bottom Sealing Machine Kx-1Document24 paginiInstruction For Use: Operational Manual For Carton Opener and Bottom Sealing Machine Kx-1Daniel DerzaÎncă nu există evaluări
- Homogenizing Valves Tcm11 50776Document8 paginiHomogenizing Valves Tcm11 50776Siddharth MohapatraÎncă nu există evaluări
- Anchor Liquid Line Roto Fill 300Document4 paginiAnchor Liquid Line Roto Fill 300Ahmet MetinÎncă nu există evaluări
- 20210705-104838-22-2-Testo - 3036T-X01 - F21000133 - RASOVA WINE PDFDocument272 pagini20210705-104838-22-2-Testo - 3036T-X01 - F21000133 - RASOVA WINE PDFBolovan VladutÎncă nu există evaluări
- HomogenizerDocument25 paginiHomogenizerDini YobelienÎncă nu există evaluări
- 1 Blomax e PDFDocument15 pagini1 Blomax e PDFDevan FairzÎncă nu există evaluări
- APV SPX Homogenizer General BrochureDocument16 paginiAPV SPX Homogenizer General BrochureAmr RassemÎncă nu există evaluări
- 2014 AMCO CatalogDocument19 pagini2014 AMCO CatalogAhmet MetinÎncă nu există evaluări
- INNOPACK KISTERS SP B SHRINK PACKER BASIC PACKAGINGDocument2 paginiINNOPACK KISTERS SP B SHRINK PACKER BASIC PACKAGINGDrdbuoiu Poiñhb Monihugy100% (2)
- TA General1Document78 paginiTA General1Xuân Hòa NguyễnÎncă nu există evaluări
- How Liquid Filling Machines WorkDocument6 paginiHow Liquid Filling Machines WorkMehwish AliÎncă nu există evaluări
- Yhl/ Ar Ali/ Subardi 11/6/2012 Scale Units MM No Scale CoolerDocument1 paginăYhl/ Ar Ali/ Subardi 11/6/2012 Scale Units MM No Scale CoolerMargaret DaughertyÎncă nu există evaluări
- VibrationDocument24 paginiVibrationDaniel Codina100% (1)
- BoilerDocument90 paginiBoilerMargaret DaughertyÎncă nu există evaluări
- EAM MetersDocument20 paginiEAM MetersVictor MillanÎncă nu există evaluări
- CATERPILLAR KRA Gas Lift DrawwingSEK PDFDocument3 paginiCATERPILLAR KRA Gas Lift DrawwingSEK PDFMargaret DaughertyÎncă nu există evaluări
- Caps and lifting levers parts referenceDocument1 paginăCaps and lifting levers parts referenceMargaret DaughertyÎncă nu există evaluări
- Piping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFDocument1 paginăPiping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFMargaret DaughertyÎncă nu există evaluări
- 9 07sek PDFDocument1 pagină9 07sek PDFMargaret DaughertyÎncă nu există evaluări
- Piping and Instrumentation Diagram - Legend Sheet 3 of 9 - EDocument1 paginăPiping and Instrumentation Diagram - Legend Sheet 3 of 9 - EMargaret DaughertyÎncă nu există evaluări
- Big Joe Type 630SEK PDFDocument12 paginiBig Joe Type 630SEK PDFMargaret DaughertyÎncă nu există evaluări
- Piping and Instrumentation Diagram - Legend Sheet 1 of 9 - Id PDFDocument1 paginăPiping and Instrumentation Diagram - Legend Sheet 1 of 9 - Id PDFMargaret DaughertyÎncă nu există evaluări
- Cat D-3600sek PDFDocument2 paginiCat D-3600sek PDFMargaret DaughertyÎncă nu există evaluări
- Piping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFDocument1 paginăPiping and Instrumentation Diagram - Legend Sheet 2 of 9 - E PDFMargaret DaughertyÎncă nu există evaluări
- astroSEK PDFDocument9 paginiastroSEK PDFMargaret DaughertyÎncă nu există evaluări
- Agco Type81sek PDFDocument15 paginiAgco Type81sek PDFMargaret DaughertyÎncă nu există evaluări
- Crankcase Ventilation (LEBW4958)Document20 paginiCrankcase Ventilation (LEBW4958)József Nagy100% (2)
- Drum Gauges PDFDocument2 paginiDrum Gauges PDFMargaret DaughertyÎncă nu există evaluări
- Caterpillar G3500 Top End Overhaulesek PDFDocument18 paginiCaterpillar G3500 Top End Overhaulesek PDFMargaret Daugherty75% (4)
- Klinger Product CatalogueDocument248 paginiKlinger Product Cataloguemar_marcusÎncă nu există evaluări
- Proposal Budgetary LevelGauges - KLINGER - 200110 PDFDocument2 paginiProposal Budgetary LevelGauges - KLINGER - 200110 PDFMargaret DaughertyÎncă nu există evaluări
- Cat & DdsekDocument1 paginăCat & DdsekMargaret DaughertyÎncă nu există evaluări
- CATERPILLAR KRA Gas Lift DrawwingSEK PDFDocument3 paginiCATERPILLAR KRA Gas Lift DrawwingSEK PDFMargaret DaughertyÎncă nu există evaluări
- Air Comp INGERSOLL-RAND SEK PDFDocument16 paginiAir Comp INGERSOLL-RAND SEK PDFMargaret Daugherty100% (1)
- DB GB PDFDocument8 paginiDB GB PDFMargaret DaughertyÎncă nu există evaluări
- 3500 Engine Oil and Filter - ChangeSEK PDFDocument11 pagini3500 Engine Oil and Filter - ChangeSEK PDFMargaret DaughertyÎncă nu există evaluări
- 3500 TroubleshootingSEK PDFDocument33 pagini3500 TroubleshootingSEK PDFMargaret Daugherty50% (2)
- CATERPILLAR Manual For Altronic Digital Monitor CAS-2140SEK PDFDocument16 paginiCATERPILLAR Manual For Altronic Digital Monitor CAS-2140SEK PDFMargaret DaughertyÎncă nu există evaluări
- 03 Tablas Catsek PDFDocument10 pagini03 Tablas Catsek PDFMargaret DaughertyÎncă nu există evaluări
- Cat D-3600sek PDFDocument2 paginiCat D-3600sek PDFMargaret DaughertyÎncă nu există evaluări
- ARIEL CompressorSEK PDFDocument80 paginiARIEL CompressorSEK PDFMargaret Daugherty100% (1)
- Cambridge International General Certificate of Secondary EducationDocument12 paginiCambridge International General Certificate of Secondary Educationsana hazemÎncă nu există evaluări
- OsmoregulationDocument3 paginiOsmoregulationLia Savitri Romdani0% (1)
- Units of MeasurementDocument1 paginăUnits of MeasurementKri de AsisÎncă nu există evaluări
- 06 Tutorial 1.1 & 1.2 (Problem Solving)Document9 pagini06 Tutorial 1.1 & 1.2 (Problem Solving)Lyssa Ngel AuroraÎncă nu există evaluări
- Dr. Beers Variable Contrast Paper Developer (02-0120)Document3 paginiDr. Beers Variable Contrast Paper Developer (02-0120)gprh999Încă nu există evaluări
- CH110 Chapter 1 NotesDocument46 paginiCH110 Chapter 1 NotesNørmäñ JuniorÎncă nu există evaluări
- Measurement of Area and Volume AssignmentDocument5 paginiMeasurement of Area and Volume AssignmentVinod KumarÎncă nu există evaluări
- Capsugel ConiSnap Sizing Information 2Document2 paginiCapsugel ConiSnap Sizing Information 2CRD NEOMEDICÎncă nu există evaluări
- Conversion FactorsDocument2 paginiConversion FactorsKathleen May BarrilÎncă nu există evaluări
- Summary of Lessons For Grade 3 Dan and Grade 3 NaphtaliDocument8 paginiSummary of Lessons For Grade 3 Dan and Grade 3 NaphtaliCaitlin RogeroÎncă nu există evaluări
- UntitledDocument7 paginiUntitledapi-233604231Încă nu există evaluări
- Cambridge Primary Maths Stage 4 AnswersDocument9 paginiCambridge Primary Maths Stage 4 AnswersNangÎncă nu există evaluări
- Industrial Gases Data BookDocument34 paginiIndustrial Gases Data BookÖzgür Körezlioğlu0% (1)
- Effect of Salinity on Activated Sludge ProcessDocument19 paginiEffect of Salinity on Activated Sludge ProcessKaranSadhwaniÎncă nu există evaluări
- PercolationDocument3 paginiPercolationapi-286086829Încă nu există evaluări
- Bracing-Of-steel Beams in BridgesDocument91 paginiBracing-Of-steel Beams in Bridgespawkom pawkomÎncă nu există evaluări
- Functional Skills Maths February 2019Document221 paginiFunctional Skills Maths February 2019Michelle100% (1)
- Units of Measurement - Conversion of Length, Mass, Capacity andDocument3 paginiUnits of Measurement - Conversion of Length, Mass, Capacity andelezabethÎncă nu există evaluări
- Week 2Document10 paginiWeek 2Ariel Jay Belgira VelaÎncă nu există evaluări
- Cables and Tables: A Handy Reference GuideDocument51 paginiCables and Tables: A Handy Reference Guidenewton20100% (5)
- Vocabulary Unit 1: The Properties of Matter 2º Eso English SpanishDocument13 paginiVocabulary Unit 1: The Properties of Matter 2º Eso English SpanishSilvia GarcíaÎncă nu există evaluări
- Numbers - English GrammarDocument8 paginiNumbers - English Grammarsiranthony44Încă nu există evaluări
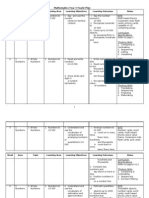
- Mathematics Year 3 Yearly PlanDocument20 paginiMathematics Year 3 Yearly PlanAnonymous qXklPgGnMVÎncă nu există evaluări
- VISCOSITY GUIDEDocument6 paginiVISCOSITY GUIDEse781Încă nu există evaluări
- Vjet Sprey NozzleDocument9 paginiVjet Sprey Nozzleleosac6Încă nu există evaluări