S-ar putea să vă placă și
- Ponto Ducato 2,5 2,8 Boxer Master Iveco DailyDocument2 paginiPonto Ducato 2,5 2,8 Boxer Master Iveco Dailyandi_lb945380% (10)
- Terminologia Da Soldadura em Português EuropeuDocument37 paginiTerminologia Da Soldadura em Português EuropeuruicairesÎncă nu există evaluări
- Manual Qualidade Metalogalva PDFDocument22 paginiManual Qualidade Metalogalva PDFOrlando VicenteÎncă nu există evaluări
- FISPQ - Fumos Metalicos SoldaDocument23 paginiFISPQ - Fumos Metalicos Soldaapi-3704990100% (4)
- Como Fazer Uma Resenha 1 ModeloDocument1 paginăComo Fazer Uma Resenha 1 Modeloedson leite777Încă nu există evaluări
- Modelo Requerimento PrefeituraDocument2 paginiModelo Requerimento PrefeituraMih E. JuniorÎncă nu există evaluări
- Noticias À Sexta (17 04 2015)Document8 paginiNoticias À Sexta (17 04 2015)Orlando VicenteÎncă nu există evaluări
- DGS - Orientações Sobre Proteção Não ProfissionalDocument5 paginiDGS - Orientações Sobre Proteção Não ProfissionalMena MelaniekleineÎncă nu există evaluări
- CAAJ Braganca ListaAdministradoresJudiciaisDocument33 paginiCAAJ Braganca ListaAdministradoresJudiciaisOrlando VicenteÎncă nu există evaluări
- AI Hempadur 15570 Portuguese - PTDocument2 paginiAI Hempadur 15570 Portuguese - PTOrlando VicenteÎncă nu există evaluări
- 1 - 5111809014149152921.pdf - PDF 2Document117 pagini1 - 5111809014149152921.pdf - PDF 2Orlando VicenteÎncă nu există evaluări
- Catalogo Acos GerdauDocument106 paginiCatalogo Acos GerdauSkyLaserÎncă nu există evaluări
- 2012 11 30 ASCP FatigueDocument110 pagini2012 11 30 ASCP FatigueOrlando VicenteÎncă nu există evaluări
- 7e870 Ant Cin BT PTDocument3 pagini7e870 Ant Cin BT PTOrlando VicenteÎncă nu există evaluări
- DISTORÇÕES EM SOLDAdisserta - o - de - Mestrado - Helio - Coelho - Guimaraes - SoaresDocument0 paginiDISTORÇÕES EM SOLDAdisserta - o - de - Mestrado - Helio - Coelho - Guimaraes - SoaresNilo Alberto ScheidmandelÎncă nu există evaluări
- 2012 11 30 ASCP FatigueDocument10 pagini2012 11 30 ASCP Fatiguemalw777Încă nu există evaluări
- Cali Braca Ode Paqui MetrosDocument2 paginiCali Braca Ode Paqui MetrosFabianoCRZÎncă nu există evaluări
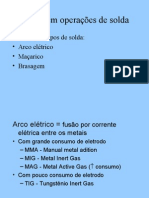
- Tecnologia de SoldaduraDocument88 paginiTecnologia de SoldaduraOrlando Vicente50% (2)
- SECÇÃO1Document25 paginiSECÇÃO1Orlando VicenteÎncă nu există evaluări
- Modos de Entrada PDFDocument78 paginiModos de Entrada PDFOrlando VicenteÎncă nu există evaluări
- Tabela Flange DinDocument6 paginiTabela Flange DindfbuthÎncă nu există evaluări
- EC3 Parte1-8 PORTO2010 TA PDFDocument39 paginiEC3 Parte1-8 PORTO2010 TA PDFOrlando VicenteÎncă nu există evaluări
- Modelagem Hidráulica Como Ferramenta de Gestão e Eficiência OperacionalDocument15 paginiModelagem Hidráulica Como Ferramenta de Gestão e Eficiência OperacionalHasta SiempreÎncă nu există evaluări
- Tairo, Hidroresfriamento e Embalagens Na ConservaçãoDocument10 paginiTairo, Hidroresfriamento e Embalagens Na ConservaçãoThayse RochaÎncă nu există evaluări
- Simulado OAB XXIXDocument21 paginiSimulado OAB XXIXPedro ArthurÎncă nu există evaluări
- Resposta MarcadaDocument3 paginiResposta MarcadaJean SilvaÎncă nu există evaluări
- Artigo. Introducao Ao GeoprocessamentoDocument9 paginiArtigo. Introducao Ao GeoprocessamentoDiego HenriqueÎncă nu există evaluări
- Questionário II - Passei Direto Pericia ContabilDocument8 paginiQuestionário II - Passei Direto Pericia ContabilMarcus SilvaÎncă nu există evaluări
- Estudo de Caso - RequalificaçãoDocument26 paginiEstudo de Caso - RequalificaçãoJefferson Stanley100% (1)
- Fispq Tinta para Tecido Nº001Document5 paginiFispq Tinta para Tecido Nº001thiago_ivan14477Încă nu există evaluări
- C6bank Boleto 01E3CE8CMBZ3GJ66207J1YDZ4T PDFDocument1 paginăC6bank Boleto 01E3CE8CMBZ3GJ66207J1YDZ4T PDFYuriÎncă nu există evaluări
- RESUMODocument26 paginiRESUMOMuvane CanzerÎncă nu există evaluări
- Módulo 2-Os Caminhos Do DireitoDocument19 paginiMódulo 2-Os Caminhos Do DireitoGustavo SantanaÎncă nu există evaluări
- Polc3adticas Pc3bablicas Resumo Ciclo PPDocument2 paginiPolc3adticas Pc3bablicas Resumo Ciclo PPCarlos Henrique BrazÎncă nu există evaluări
- Planilha OffgridDocument4.810 paginiPlanilha OffgridÁlvaro DayvsonÎncă nu există evaluări
- Docsity Injecao Peugeot 106Document19 paginiDocsity Injecao Peugeot 106Fernando MascarenhasÎncă nu există evaluări
- Tipos de Motores Elétricos, Quais São - Mundo Da ElétricaDocument13 paginiTipos de Motores Elétricos, Quais São - Mundo Da ElétricaThiago Laurindo 2Încă nu există evaluări
- Atividade 1 UC 09 2021Document3 paginiAtividade 1 UC 09 2021iran sousaÎncă nu există evaluări
- 1-s2 0-S2405896319309152-Main en PTDocument6 pagini1-s2 0-S2405896319309152-Main en PTmgbuonome.musicÎncă nu există evaluări
- Legislação Esquematizada - Constituição Do Estado de São Paulo - Capa AtualizadaDocument114 paginiLegislação Esquematizada - Constituição Do Estado de São Paulo - Capa AtualizadaCarlos Alberto TrevisanÎncă nu există evaluări
- Garantia Pecas PDFDocument9 paginiGarantia Pecas PDFboviaoÎncă nu există evaluări
- Teses de Direito Tributário - IntroduçãoDocument2 paginiTeses de Direito Tributário - IntroduçãopauloÎncă nu există evaluări
- Manual Radio Transmissor DX Control FullId-PDocument29 paginiManual Radio Transmissor DX Control FullId-PPedro Henrique Araújo0% (2)
- 02.111 EDCE 013aDocument2 pagini02.111 EDCE 013aJaverson Rodrigues SilvaÎncă nu există evaluări
- Aula 5 - Contrato LançamentoDocument20 paginiAula 5 - Contrato LançamentoFabiano PereiraÎncă nu există evaluări
- 21 Estratégias de Vendas RápidasDocument39 pagini21 Estratégias de Vendas RápidasLucas Ribeiro100% (1)
- Exercícios Lei Orgânica Aula 01Document4 paginiExercícios Lei Orgânica Aula 01Gabriella SerpaÎncă nu există evaluări
- Jardins AgroflorestaisDocument2 paginiJardins AgroflorestaisMateus RosaÎncă nu există evaluări
- Apostila AutoCAD 2DDocument73 paginiApostila AutoCAD 2DFranceir Alves Ferreira JuniorÎncă nu există evaluări