S-ar putea să vă placă și
- EPRI Field Guide For Boiler Tube Failures PDFDocument215 paginiEPRI Field Guide For Boiler Tube Failures PDFkirubha_karan2000100% (2)
- Boiler Tube Failure Handbook Archive - M&M Engineering AssociatesDocument4 paginiBoiler Tube Failure Handbook Archive - M&M Engineering AssociatesjgvÎncă nu există evaluări
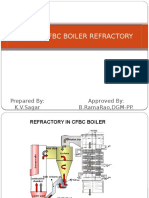
- Refractory PPT IN 150 MW CFBC BOILERDocument25 paginiRefractory PPT IN 150 MW CFBC BOILERkvsagar67% (3)
- Residual Life Assessment and Failure of The BoilerDocument21 paginiResidual Life Assessment and Failure of The BoilernagasureshÎncă nu există evaluări
- Boiler Tube Leakage, Analysis, Symptoms, CausesDocument33 paginiBoiler Tube Leakage, Analysis, Symptoms, CausesSHIVAJI CHOUDHURY90% (29)
- Boiler Tube Failure AnalysisDocument42 paginiBoiler Tube Failure Analysisupendrasinh80% (5)
- Trouble Shooting of BoilersDocument59 paginiTrouble Shooting of Boilersmordidomi100% (1)
- Superheater and Reheater Outlet Header Inspections FailuresDocument65 paginiSuperheater and Reheater Outlet Header Inspections Failureskaruna346Încă nu există evaluări
- CFBC Boiler SeminarDocument75 paginiCFBC Boiler SeminarABVSAI100% (7)
- Refrctory PowerPoint PresentationDocument35 paginiRefrctory PowerPoint Presentationkvsagar100% (1)
- Welding SymbolsDocument10 paginiWelding SymbolskvsagarÎncă nu există evaluări
- Questions For QA QC CivilDocument6 paginiQuestions For QA QC CivilButch Capistrano71% (7)
- Boiler Tube FailuresDocument83 paginiBoiler Tube Failuressen_subhasis_5867% (3)
- Boiler Tube FailuresDocument64 paginiBoiler Tube Failuresmulldoctor1Încă nu există evaluări
- Boiler Tube FailuresDocument42 paginiBoiler Tube Failuresmridul100% (5)
- Boiler MaintenanceDocument42 paginiBoiler MaintenanceJose Manuel FreitasÎncă nu există evaluări
- Boiler Tube LeakagesDocument20 paginiBoiler Tube LeakagesParmeshwar Nath Tripathi100% (1)
- Metallurgical Aspects of Boiler Tube FailureDocument17 paginiMetallurgical Aspects of Boiler Tube FailureAshwani Dogra100% (1)
- Root Causes of Boiler FailureDocument5 paginiRoot Causes of Boiler Failuredineshkbunker08Încă nu există evaluări
- E2. Boiler Tube Failure Part 2Document77 paginiE2. Boiler Tube Failure Part 2Rajendran Srn100% (5)
- Boiler Tube LeakagesDocument33 paginiBoiler Tube LeakagesVIBHAV0% (1)
- Boiler Tube Leakage: Analysis, Symptoms, CausesDocument33 paginiBoiler Tube Leakage: Analysis, Symptoms, Causeshmaza shakeel100% (1)
- Boiler MaterialsDocument47 paginiBoiler MaterialsSaptarshi SenguptaÎncă nu există evaluări
- E1. Boiler Tube Failure Part 1Document54 paginiE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- Fallas Boiler (Babcock and Wilcox)Document8 paginiFallas Boiler (Babcock and Wilcox)scofiel1Încă nu există evaluări
- Boiler Tube Leakage Analysis of MPLDocument35 paginiBoiler Tube Leakage Analysis of MPLAdityaJain100% (1)
- Failure Tube BoilerDocument8 paginiFailure Tube Boilerberanosh100% (3)
- 1 - Boiler Tube FailuresDocument55 pagini1 - Boiler Tube FailuresLakshminarayan100% (1)
- 4 - Factors Promote Corrosion in Steam PlantDocument16 pagini4 - Factors Promote Corrosion in Steam PlantMohammed AlSaleh100% (4)
- Analysis of Tube Failure in Water Tube BoilerDocument16 paginiAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkÎncă nu există evaluări
- RCA of Boiler Tube Failure in 210 MW PlantDocument5 paginiRCA of Boiler Tube Failure in 210 MW PlantAnsuman Sen Sharma50% (2)
- Boiler Inspection TechniquesDocument288 paginiBoiler Inspection TechniquesHernan Coba100% (1)
- Case Studies On Boiler Tube ErosionDocument13 paginiCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Steve Mcintyre, Boiler Tube Failures-Nace 2006 Read-OnlyDocument83 paginiSteve Mcintyre, Boiler Tube Failures-Nace 2006 Read-OnlyLeire MeigaÎncă nu există evaluări
- Tube Repair and Protection For DamageDocument112 paginiTube Repair and Protection For Damagesandipwarbhe1234100% (1)
- Metallurgy PresentationDocument67 paginiMetallurgy PresentationAshwani DograÎncă nu există evaluări
- Boiler Tube InvestigationDocument6 paginiBoiler Tube InvestigationWaleed EmaraÎncă nu există evaluări
- Waterwall - Fireside CorrosionDocument8 paginiWaterwall - Fireside CorrosionwahonodÎncă nu există evaluări
- Examination of Heat RecoveryDocument70 paginiExamination of Heat RecoveryIdzard MoraisÎncă nu există evaluări
- Caustic Corrosion in Boiler Waterside Tube Root Cause & MechanismDocument9 paginiCaustic Corrosion in Boiler Waterside Tube Root Cause & Mechanismعزت عبد المنعمÎncă nu există evaluări
- 6 - Presentation - Boiler Water ChemistryDocument100 pagini6 - Presentation - Boiler Water Chemistrymuks1308100% (1)
- Manual On Boiler Tube FailureDocument69 paginiManual On Boiler Tube FailureAnudeep Chittluri100% (4)
- Case Studies in Boiler FailuresDocument14 paginiCase Studies in Boiler Failuresparthi2006576880% (5)
- "Boiler Tube Failures": Project ReportDocument30 pagini"Boiler Tube Failures": Project ReportmdjanÎncă nu există evaluări
- Familiarization of Thermal Power Plant With CFBC BoilerDocument21 paginiFamiliarization of Thermal Power Plant With CFBC BoilerAnudeep ChittluriÎncă nu există evaluări
- Shut Down Inspection of A Chinese Make CFBC BoilerDocument15 paginiShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768Încă nu există evaluări
- Analysis of Boiler Tube FailureDocument6 paginiAnalysis of Boiler Tube FailureInternational Journal of Innovative Science and Research Technology100% (1)
- Chemical Cleaning NPTIDocument39 paginiChemical Cleaning NPTISaravana Kumar100% (1)
- Boiler Tube LeakageDocument9 paginiBoiler Tube LeakageSoham MallickÎncă nu există evaluări
- Reliability Issues With HRSGDocument93 paginiReliability Issues With HRSGAnsuman Sen Sharma100% (5)
- Chemistry and Metallurgy: Second Revised and Enlarged EditionDe la EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryÎncă nu există evaluări
- Asset Integrity Management A Complete Guide - 2020 EditionDe la EverandAsset Integrity Management A Complete Guide - 2020 EditionÎncă nu există evaluări
- Boiler Pressure Parts Tube FailureDocument76 paginiBoiler Pressure Parts Tube Failuremohamed.eldesouky9120Încă nu există evaluări
- Report On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power StationsDocument10 paginiReport On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power Stationshari gopala charyÎncă nu există evaluări
- Delayed Coker Fired HeatersDocument20 paginiDelayed Coker Fired HeatersJean Carlos Gonzalez Hernandez100% (3)
- High Temperature Corrosion Problems in Waste Heat BoilersDocument2 paginiHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaÎncă nu există evaluări
- Aquacare - Boiler Water TreatmentDocument14 paginiAquacare - Boiler Water TreatmentjewettwaterÎncă nu există evaluări
- Stator Water System ChemistryDocument33 paginiStator Water System ChemistrySudhanshu Sekhar Dash100% (1)
- Maglasang Report On Research Paper Review #03Document13 paginiMaglasang Report On Research Paper Review #03Jude Philip MaglasangÎncă nu există evaluări
- API 571 Reference CardDocument7 paginiAPI 571 Reference CardKriz Earnest100% (3)
- Residual Life Assessment and Failure of The BoilerDocument21 paginiResidual Life Assessment and Failure of The BoilernagasureshÎncă nu există evaluări
- Boiler Water BasicsDocument63 paginiBoiler Water BasicsTin Aung Kyi100% (4)
- Rules of ThumbDocument35 paginiRules of ThumbIbrahim Al-HammadiÎncă nu există evaluări
- Penthouse Spring 1998Document2 paginiPenthouse Spring 1998John M. CavoteÎncă nu există evaluări
- List of Wire Rope SlingsDocument1 paginăList of Wire Rope SlingskvsagarÎncă nu există evaluări
- Ceramic Wool Wearable CastableDocument2 paginiCeramic Wool Wearable CastablekvsagarÎncă nu există evaluări
- Long Retractable Sootblower: EAPC Poppet ValveDocument2 paginiLong Retractable Sootblower: EAPC Poppet Valvekvsagar100% (1)
- Performance Appraisal System - PalonchaDocument1 paginăPerformance Appraisal System - PalonchakvsagarÎncă nu există evaluări
- 19 Boiler ESP System Commissioning Procedure-Töàtéëtö TÖñs Ÿt +T+ƑF Âf Ò Ä Û+Document31 pagini19 Boiler ESP System Commissioning Procedure-Töàtéëtö TÖñs Ÿt +T+ƑF Âf Ò Ä Û+kvsagarÎncă nu există evaluări
- 18 Air Compressor System Commissioning Procedure-T Säï T +T+ƑF Âf Ò Ä Û+Document17 pagini18 Air Compressor System Commissioning Procedure-T Säï T +T+ƑF Âf Ò Ä Û+kvsagar0% (1)
- Chinese Boiler Binder ExpiryDocument3 paginiChinese Boiler Binder ExpirykvsagarÎncă nu există evaluări
- 10 Boiler Ash Removal System Commissioning Procedure-TöàtéëTÖñtü T +T+ƑF Âf Ò Ä Û+Document32 pagini10 Boiler Ash Removal System Commissioning Procedure-TöàtéëTÖñtü T +T+ƑF Âf Ò Ä Û+kvsagar100% (1)
- 3 Boiler PAF and System Commissioning Procedure-TöàtéëS+Ç íTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+Document34 pagini3 Boiler PAF and System Commissioning Procedure-TöàtéëS+Ç íTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+kvsagarÎncă nu există evaluări
- 2 Boiler FDF and System Commissioning Procedure-TöàtéëTÇüTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+Document35 pagini2 Boiler FDF and System Commissioning Procedure-TöàtéëTÇüTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+kvsagarÎncă nu există evaluări
- 1 Boiler IDF and System Commissioning Procedure-Töàtéës+òTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+Document34 pagini1 Boiler IDF and System Commissioning Procedure-Töàtéës+òTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+kvsagarÎncă nu există evaluări
- Route MapDocument3 paginiRoute MapkvsagarÎncă nu există evaluări
- Curriculum Vitae: Career ObjectiveDocument2 paginiCurriculum Vitae: Career ObjectivekvsagarÎncă nu există evaluări
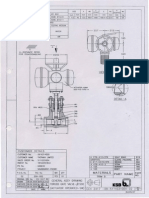
- KSB ValveDocument2 paginiKSB ValvekvsagarÎncă nu există evaluări
- Rotary Equipment AllignmentDocument28 paginiRotary Equipment AllignmentLiyakathalikhan ShahjahanÎncă nu există evaluări
- Section 4 Principle of ESPDocument8 paginiSection 4 Principle of ESPkvsagarÎncă nu există evaluări
- Sap ConcDocument192 paginiSap ConcJose SanchezÎncă nu există evaluări
- Science Quiz: WaterDocument4 paginiScience Quiz: WaterSARANGMUMBAIÎncă nu există evaluări
- 18) UC203x203x46toUC254x254x73-B2CF - MCDocument125 pagini18) UC203x203x46toUC254x254x73-B2CF - MCAsaru DeenÎncă nu există evaluări
- Phonon Crystal VibrationsDocument331 paginiPhonon Crystal VibrationsV Sree Suswara Suswara100% (1)
- Vray Caustic Ice Cube Tutorial PDFDocument4 paginiVray Caustic Ice Cube Tutorial PDFandihernanÎncă nu există evaluări
- Atomic Layer Etch ReviewDocument15 paginiAtomic Layer Etch Reviewjeren1228Încă nu există evaluări
- T 86 UDocument1 paginăT 86 URenny DevassyÎncă nu există evaluări
- HYDRODYNAMICSDocument28 paginiHYDRODYNAMICSSysy monmonÎncă nu există evaluări
- Microsoft Word - CH 12 Worksheet 2-2 - DocDocument7 paginiMicrosoft Word - CH 12 Worksheet 2-2 - DocAhmad RezaÎncă nu există evaluări
- Ees Practice 1Document10 paginiEes Practice 1Parth PatilÎncă nu există evaluări
- Presentation DehumidifierDocument22 paginiPresentation Dehumidifiershubham mhatreÎncă nu există evaluări
- Mta Che471 01052020Document3 paginiMta Che471 01052020afifiÎncă nu există evaluări
- BfdbdbryhrDocument13 paginiBfdbdbryhrmoona LoaÎncă nu există evaluări
- Screening 7Document4 paginiScreening 7Ramon Dela CruzÎncă nu există evaluări
- Galvanizing For Corrosion Protection (AGA)Document18 paginiGalvanizing For Corrosion Protection (AGA)Abrianto AkuanÎncă nu există evaluări
- Basics NWP and ApplicationDocument20 paginiBasics NWP and ApplicationCasetome IdÎncă nu există evaluări
- HW 5 Problem SetDocument3 paginiHW 5 Problem SetJustinTimeÎncă nu există evaluări
- Landslide Risk Assessment and Mitigation - A Case StudyDocument10 paginiLandslide Risk Assessment and Mitigation - A Case StudyAnandÎncă nu există evaluări
- QPAMBSC17Document789 paginiQPAMBSC17jonnaÎncă nu există evaluări
- Finalversion PDFDocument89 paginiFinalversion PDFBhaskar SharmaÎncă nu există evaluări
- Omega Air: B-DRY 110-1000 f-DRY 1200-6500Document2 paginiOmega Air: B-DRY 110-1000 f-DRY 1200-6500Junaid AhmedÎncă nu există evaluări
- prEN 10138-3-2006Document14 paginiprEN 10138-3-2006florin0% (1)
- On The Resonances and Polarizabilities of Split Ring ResonatorsDocument9 paginiOn The Resonances and Polarizabilities of Split Ring ResonatorsNabil DakhliÎncă nu există evaluări
- Pressure Relief ValveDocument24 paginiPressure Relief Valvevinoth.kumarÎncă nu există evaluări
- Acoustic Perturbation EqsDocument34 paginiAcoustic Perturbation EqsAbhishek PillaiÎncă nu există evaluări
- API Dispersal Through Hot Melt ExtrusionDocument3 paginiAPI Dispersal Through Hot Melt ExtrusionKhaled Abdel-Ghaffar SalamaÎncă nu există evaluări
- Design of Fans Working in Potentially Explosive Atmospheres: British Standard Bs en 14986:2007Document40 paginiDesign of Fans Working in Potentially Explosive Atmospheres: British Standard Bs en 14986:2007Araz CabbarliÎncă nu există evaluări
- Pressure Switch (Refrigerant Pressure Cutoff)Document2 paginiPressure Switch (Refrigerant Pressure Cutoff)allan lariosaÎncă nu există evaluări
- Chaubey 2019Document38 paginiChaubey 2019ranim najibÎncă nu există evaluări