S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 49 F 3Document5 pagini49 F 3Roshdy AbdelRassoulÎncă nu există evaluări
- Principles of Electronic Communication Systems: Third EditionDocument48 paginiPrinciples of Electronic Communication Systems: Third EditionHammna AshrafÎncă nu există evaluări
- Docs Eeepelnotes2013Document99 paginiDocs Eeepelnotes2013Praveen Kumar NalliÎncă nu există evaluări
- DL A SurveyDocument3 paginiDL A SurveyRoshdy AbdelRassoulÎncă nu există evaluări
- CS229 DeepLearningDocument80 paginiCS229 DeepLearningRoshdy AbdelRassoulÎncă nu există evaluări
- Southern Methodist University, Dallas, TX 75275, USADocument11 paginiSouthern Methodist University, Dallas, TX 75275, USARoshdy AbdelRassoulÎncă nu există evaluări
- DeepLearning PDFDocument64 paginiDeepLearning PDFDebakantaKarÎncă nu există evaluări
- 1112 3266v1Document45 pagini1112 3266v1Roshdy AbdelRassoulÎncă nu există evaluări
- 06622951Document6 pagini06622951Roshdy AbdelRassoulÎncă nu există evaluări
- Introduction 2003Document41 paginiIntroduction 2003Selva RajÎncă nu există evaluări
- 1Document32 pagini1Mohit ChavdaÎncă nu există evaluări
- Solar Cells, 23Document18 paginiSolar Cells, 23Roshdy AbdelRassoulÎncă nu există evaluări
- Passive/Active Microwave Soil Moisture Retrieval and Disaggregation Using SMAPVEX12 DataDocument10 paginiPassive/Active Microwave Soil Moisture Retrieval and Disaggregation Using SMAPVEX12 DataRoshdy AbdelRassoulÎncă nu există evaluări
- 2 Jun Shen Precise Agriculture FINALDocument142 pagini2 Jun Shen Precise Agriculture FINALRoshdy AbdelRassoulÎncă nu există evaluări
- Contact Size Effects on Van Der Pauw Resistivity and Hall Coefficient MeasurementsDocument11 paginiContact Size Effects on Van Der Pauw Resistivity and Hall Coefficient MeasurementsRoshdy AbdelRassoulÎncă nu există evaluări
- Analysis of Hall-Plate Shaped Van Der Structures: (Received 20 August 1979 in Revised Form 19 November 1979)Document7 paginiAnalysis of Hall-Plate Shaped Van Der Structures: (Received 20 August 1979 in Revised Form 19 November 1979)Roshdy AbdelRassoulÎncă nu există evaluări
- BeiDou Navigation Satellite System Signal In Space Interface Control DocumentDocument82 paginiBeiDou Navigation Satellite System Signal In Space Interface Control DocumentRoshdy AbdelRassoulÎncă nu există evaluări
- PDFDocument82 paginiPDFRoshdy AbdelRassoulÎncă nu există evaluări
- ECE 368 Basic VHDL: Shantanu Dutt UICDocument43 paginiECE 368 Basic VHDL: Shantanu Dutt UICRoshdy AbdelRassoul100% (1)
- Global Competitiveness Report 2015-2016 PDFDocument403 paginiGlobal Competitiveness Report 2015-2016 PDFIrina CălinÎncă nu există evaluări
- VHDL Quick StartDocument42 paginiVHDL Quick StartvivekvlsiÎncă nu există evaluări
- FoneDocument48 paginiFoneRoshdy AbdelRassoulÎncă nu există evaluări
- Main Topics:: Circuit Design Based On VHDL VHDL Basics Advanced VHDL Language Structures Circuit ExamplesDocument33 paginiMain Topics:: Circuit Design Based On VHDL VHDL Basics Advanced VHDL Language Structures Circuit ExamplesRoshdy AbdelRassoulÎncă nu există evaluări
- Technology OverviewDocument59 paginiTechnology OverviewozrsdkÎncă nu există evaluări
- Semiconductor PrimerV3 PDFDocument36 paginiSemiconductor PrimerV3 PDFRoshdy AbdelRassoulÎncă nu există evaluări
- Introduction of VHDL: Shomal University Fall 2010Document78 paginiIntroduction of VHDL: Shomal University Fall 2010Roshdy AbdelRassoulÎncă nu există evaluări
- The Cmos Inverter: Slides Adapted From: N. Weste, D. Harris, CMOS VLSI Design,, 3/e, 2004Document40 paginiThe Cmos Inverter: Slides Adapted From: N. Weste, D. Harris, CMOS VLSI Design,, 3/e, 2004Roshdy AbdelRassoulÎncă nu există evaluări
- The Cmos Inverter: Slides Adapted From: N. Weste, D. Harris, CMOS VLSI Design,, 3/e, 2004Document40 paginiThe Cmos Inverter: Slides Adapted From: N. Weste, D. Harris, CMOS VLSI Design,, 3/e, 2004Roshdy AbdelRassoulÎncă nu există evaluări
- Small Signal Model: MOS Field-Effect TransistorsDocument100 paginiSmall Signal Model: MOS Field-Effect Transistorsraja_ramalingam07Încă nu există evaluări
- MOSFET Scaling and Leakage CurrentsDocument43 paginiMOSFET Scaling and Leakage CurrentseleenaamohapatraÎncă nu există evaluări
- High-k dielectrics improve SiC MOSFET gate reliability and performanceDocument8 paginiHigh-k dielectrics improve SiC MOSFET gate reliability and performanceApe DieÎncă nu există evaluări
- DET40073 Topic 1Document54 paginiDET40073 Topic 1HAAVINESHÎncă nu există evaluări
- CSC 2073Document3 paginiCSC 2073Moises MartinezÎncă nu există evaluări
- SeminarDocument13 paginiSeminar17K41A0 440Încă nu există evaluări
- PN Junction LabManual PDFDocument69 paginiPN Junction LabManual PDFRaja bhaskarÎncă nu există evaluări
- History of Embedded Systems.Document2 paginiHistory of Embedded Systems.Eragon ShadeSlayerÎncă nu există evaluări
- Light Dependent Resistor (LDR)Document12 paginiLight Dependent Resistor (LDR)Gulan Kollam83% (18)
- Beee LabDocument11 paginiBeee Labrahulnara20Încă nu există evaluări
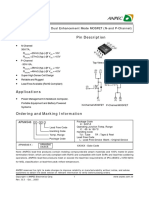
- APM4546Document13 paginiAPM4546Ridho MawardiÎncă nu există evaluări
- Through Silicon Via Ts V 3Document2 paginiThrough Silicon Via Ts V 3Shriram ShastriÎncă nu există evaluări
- The University of New South Wales: Development and Optimization of Laser-Doped Solar CellsDocument30 paginiThe University of New South Wales: Development and Optimization of Laser-Doped Solar CellshphmhphmÎncă nu există evaluări
- Analysis of The Dependence of Critical Electric Field On Semiconductor BandgapDocument24 paginiAnalysis of The Dependence of Critical Electric Field On Semiconductor BandgapNaveenuiopÎncă nu există evaluări
- Matel Homework Caesaria Ayu 1506717323Document8 paginiMatel Homework Caesaria Ayu 1506717323Caesaria AyuÎncă nu există evaluări
- Power SemiconductorDocument6 paginiPower SemiconductorSaluka KulathungaÎncă nu există evaluări
- D1933 - Silicon NPN Power TransistorsDocument3 paginiD1933 - Silicon NPN Power TransistorsLangllyÎncă nu există evaluări
- 1 N 4148Document1 pagină1 N 4148arunan55Încă nu există evaluări
- MOSFET ExperimentDocument13 paginiMOSFET ExperimentsureshÎncă nu există evaluări
- Electronic Door LockDocument2 paginiElectronic Door LocktaindiÎncă nu există evaluări
- Mosfet As AC SwitchDocument1 paginăMosfet As AC Switchduppal35Încă nu există evaluări
- CMOS Inverter VTC Noise Margin AnalysisDocument8 paginiCMOS Inverter VTC Noise Margin AnalysisAyush VatsalÎncă nu există evaluări
- IRF 7452 - Mosfet de PotênciaDocument8 paginiIRF 7452 - Mosfet de PotênciaTiago LeonhardtÎncă nu există evaluări
- Analog and Digital Ele Krishna University PDFDocument58 paginiAnalog and Digital Ele Krishna University PDFChandar Rao Veeranki100% (1)
- List of Vlsi Private CompaniesDocument48 paginiList of Vlsi Private Companiespalagani muralibabuÎncă nu există evaluări
- (Subjective) PN JunctionDocument3 pagini(Subjective) PN JunctionAniket SinghÎncă nu există evaluări
- Electronic Workshop Presentation by Zainab Sajjad (2k20-TE-19)Document9 paginiElectronic Workshop Presentation by Zainab Sajjad (2k20-TE-19)zainabsajjad1to7Încă nu există evaluări
- Power Electronics Notes SummaryDocument263 paginiPower Electronics Notes SummaryNithyaÎncă nu există evaluări
- Solved Problems AustraliaDocument12 paginiSolved Problems AustraliaIsidoro VaquilaÎncă nu există evaluări
- BJT Fundamentals ExplainedDocument58 paginiBJT Fundamentals ExplainedMiyuki NakiriÎncă nu există evaluări