S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Not From Concentrate: Aseptic Storage Cooks IllustratedDocument3 paginiNot From Concentrate: Aseptic Storage Cooks IllustratedCharlesÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- Development and Quality Evaluation of Pineapple BlendedDocument6 paginiDevelopment and Quality Evaluation of Pineapple BlendedJournal of Environment and Bio-SciencesÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Orange Book PDFDocument218 paginiThe Orange Book PDFtien67% (3)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Review Enzimas SucoDocument7 paginiReview Enzimas SucoCaio ToledoÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Effect On Orange Juice of Batch Pasteurization in An Improved Pilot-Scale Microwave OvenDocument5 paginiEffect On Orange Juice of Batch Pasteurization in An Improved Pilot-Scale Microwave OvenNicoÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Pulsed Electric Field TechnologyDocument6 paginiPulsed Electric Field TechnologyDavid UribeÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Zest O CorporationDocument21 paginiZest O CorporationJhamane Chan53% (15)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Studies On The Kinetic Changes of Mixed Fruit Marmalade Developed From Lemon and OrangeDocument11 paginiStudies On The Kinetic Changes of Mixed Fruit Marmalade Developed From Lemon and OrangeRahma NusandariÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Determing The Vitamin C Content in Various FoodDocument10 paginiDeterming The Vitamin C Content in Various FoodIsmaliza Ishak100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Use of Additives To Reduce Browning PDFDocument11 paginiUse of Additives To Reduce Browning PDFnhidinh97Încă nu există evaluări
- Mocktail INFOSHEETSDocument18 paginiMocktail INFOSHEETSizwarni Mohd sallehÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Freeze Concentration ReviewDocument14 paginiFreeze Concentration ReviewCamila GlinskiÎncă nu există evaluări
- Topic 1: Lab BurgerDocument7 paginiTopic 1: Lab BurgerLan Anh HoàngÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Art Biology MarzuqDocument43 paginiArt Biology MarzuqZihad ZainalÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Design and Construction of A Citrus Juice ExtractorDocument91 paginiDesign and Construction of A Citrus Juice ExtractorDamilare Oyetade67% (3)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Complaint Angelena Lewis V TropicanaDocument25 paginiComplaint Angelena Lewis V TropicanaLara PearsonÎncă nu există evaluări
- Principle of Marketing: Launching A New BrandDocument43 paginiPrinciple of Marketing: Launching A New BrandmaherbanÎncă nu există evaluări
- JBT Citrus Ps 451 enDocument12 paginiJBT Citrus Ps 451 enGuilherme CarvalhoÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Rabobank Brazilian Orange Juice Intro Tcm43-55739Document7 paginiRabobank Brazilian Orange Juice Intro Tcm43-55739Eliton Medeiros Candido de MacêdoÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Citrus 2012 PDFDocument8 paginiCitrus 2012 PDFBruce DoyaoenÎncă nu există evaluări
- Neraca Massa D3Document16 paginiNeraca Massa D3RÎncă nu există evaluări
- Enzymes in Fruit Juice ProductionDocument7 paginiEnzymes in Fruit Juice ProductionOrhan AvurÎncă nu există evaluări
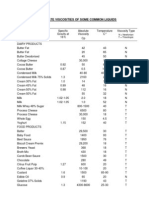
- Approximate Viscosities of Some Common LiquidsDocument4 paginiApproximate Viscosities of Some Common Liquidsaaro_oraalÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Acc AssignmentDocument26 paginiAcc AssignmentPriyanka BajajÎncă nu există evaluări
- Exercise 0.3 Evaporation of Fresh Orange JuiceDocument16 paginiExercise 0.3 Evaporation of Fresh Orange JuiceAntonio MoncayoÎncă nu există evaluări
- Beginner's Guide To Homemade Haircare - (2023)Document28 paginiBeginner's Guide To Homemade Haircare - (2023)KaseyÎncă nu există evaluări
- Marketing and Export of Citrus FruitDocument12 paginiMarketing and Export of Citrus Fruitashhhhhhhh0% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Corporate Governance Practice ACMEDocument35 paginiCorporate Governance Practice ACMEShanto SaifulÎncă nu există evaluări
- Homework Probstat PreuasDocument3 paginiHomework Probstat PreuasTsabita fidinillahÎncă nu există evaluări
- Nestle Marketing Research ProjectDocument175 paginiNestle Marketing Research ProjectRizwan Ahmad100% (1)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)