S-ar putea să vă placă și
- Gd4 Guidance Uncertainty enDocument45 paginiGd4 Guidance Uncertainty enMohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Service Engineer EMODocument2 paginiService Engineer EMOMohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- SpectableBlinds Catalog SingleBlindsSpacersDocument10 paginiSpectableBlinds Catalog SingleBlindsSpacersMohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Gantt Chart Dp1 Sept14 Jan15Document1 paginăGantt Chart Dp1 Sept14 Jan15Mohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Aspen Repot Lab 4Document8 paginiAspen Repot Lab 4Mohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Unit 9Document11 paginiUnit 9Mohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- General Operating Procedures: Exp/Gas AbsorptionDocument4 paginiGeneral Operating Procedures: Exp/Gas AbsorptionMohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Mini Project (CHE421) : Assignment OutcomeDocument2 paginiMini Project (CHE421) : Assignment OutcomeMohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Sustainable Growth With Resil IenceDocument31 paginiSustainable Growth With Resil IenceMohd Hisyamuddin Mohd AminudinÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- CCW - Common Cooling System ProblemsDocument59 paginiCCW - Common Cooling System Problemszerocool86Încă nu există evaluări
- Ansi IndexDocument2 paginiAnsi IndexhalloihrÎncă nu există evaluări
- Instruction Manual: Portable Spot GunDocument15 paginiInstruction Manual: Portable Spot GunMustafa SabryÎncă nu există evaluări
- ASHRAE 2011 Liquid Cooling WhitepaperDocument28 paginiASHRAE 2011 Liquid Cooling WhitepaperOsmo KuusistoÎncă nu există evaluări
- DC220 Catalogue 4th EditionDocument70 paginiDC220 Catalogue 4th EditionMuchammatAlvinurÎncă nu există evaluări
- Changzhou RATTM MOTOR Co.,Ltd: RTM100-30-24Z/3.0 220V User InstructionsDocument10 paginiChangzhou RATTM MOTOR Co.,Ltd: RTM100-30-24Z/3.0 220V User InstructionsrusbogdanclaudiuÎncă nu există evaluări
- An Instruction Manual: HTSR Series BlowersDocument10 paginiAn Instruction Manual: HTSR Series Blowersjmra12Încă nu există evaluări
- DSM 1510002 SP 20 - V1.0Document28 paginiDSM 1510002 SP 20 - V1.0Kalaivani Arunachalam100% (2)
- TORCH CUTTING Datasheet GEGA Bloom Billet Torch Cutting MAIL enDocument12 paginiTORCH CUTTING Datasheet GEGA Bloom Billet Torch Cutting MAIL enFahrgerusteÎncă nu există evaluări
- Study of Water CoolersDocument4 paginiStudy of Water Coolers01parth0% (1)
- S 110 1224 0901S - 1 - 0001Document27 paginiS 110 1224 0901S - 1 - 0001duongtuongÎncă nu există evaluări
- Manual VXTD 202 303Document83 paginiManual VXTD 202 303Juan José MeroÎncă nu există evaluări
- Rittal Enclosure and Process CoolingDocument98 paginiRittal Enclosure and Process CoolingVadivelu DhanakotiÎncă nu există evaluări
- Service Manual: Screw Compressor CSDDocument146 paginiService Manual: Screw Compressor CSDmina riad100% (1)
- Uis ReportDocument41 paginiUis ReportVikas SandhuÎncă nu există evaluări
- LURECDocument22 paginiLURECHavyTHaÎncă nu există evaluări
- Unit Notes PDFDocument29 paginiUnit Notes PDFPrashant UbarhandeÎncă nu există evaluări
- Cylinder Head, Exhaust Valve, ChainDocument11 paginiCylinder Head, Exhaust Valve, ChainAnakin Skywalker100% (1)
- Manitowoc Ice Machine S-Model Awr HB Mii en 8014793-WebDocument292 paginiManitowoc Ice Machine S-Model Awr HB Mii en 8014793-Webdan themanÎncă nu există evaluări
- Ebara GS ContentsDocument26 paginiEbara GS ContentsSinggih MechanicÎncă nu există evaluări
- Challendger MT 655BDocument500 paginiChallendger MT 655BAlexÎncă nu există evaluări
- A4-P 1.0 enDocument207 paginiA4-P 1.0 enAtiq Ur RehmanÎncă nu există evaluări
- GARDNER DENVER Part List EBQ99MDocument75 paginiGARDNER DENVER Part List EBQ99MReinaldo Jacobs100% (1)
- Operation Manual-54624838.2002 - M90-160 GBDocument37 paginiOperation Manual-54624838.2002 - M90-160 GBPopovici Alexandru50% (2)
- VME MinogaDocument199 paginiVME MinogaFakhri DzulfiqarÎncă nu există evaluări
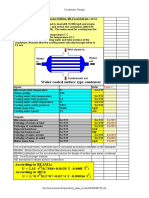
- Condenser DesignDocument2 paginiCondenser DesignRahul ChandrawarÎncă nu există evaluări
- ASHRAE Standards For Cooling TowersDocument51 paginiASHRAE Standards For Cooling TowersAaron M. WardÎncă nu există evaluări
- UMA WDPA06AGDD4 - 3000cfmsDocument9 paginiUMA WDPA06AGDD4 - 3000cfmsAlfredooCarpioÎncă nu există evaluări
- Lauda Cooler WK - 500Document27 paginiLauda Cooler WK - 500psteÎncă nu există evaluări
- Hydronic d5wsDocument27 paginiHydronic d5wsHorváthVargaLászlóÎncă nu există evaluări