S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Plate Heat ExchangerDocument28 paginiPlate Heat ExchangerFRANCISCO JOSE GARCIA IBAÑEZ100% (1)
- Paper Supplies Store AT Berkat AL Awamer: Qatar International Islamic Bank (QIIB)Document7 paginiPaper Supplies Store AT Berkat AL Awamer: Qatar International Islamic Bank (QIIB)Congson JeffÎncă nu există evaluări
- Fe Heat TransferDocument6 paginiFe Heat Transfervzimak2355Încă nu există evaluări
- Multiple-Choice Test Runge-Kutta 4th Order Method: y X Xy DX DyDocument3 paginiMultiple-Choice Test Runge-Kutta 4th Order Method: y X Xy DX DyDr Razak Olusegun Alli-Oke100% (1)
- Newton's Law of Cooling: DE 730 MWDocument2 paginiNewton's Law of Cooling: DE 730 MWKim Chua100% (1)
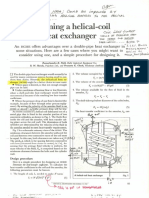
- Designing A Helical-Coil Heat ExchangerDocument4 paginiDesigning A Helical-Coil Heat ExchangersnehalÎncă nu există evaluări
- HeatDocument3 paginiHeatmantwin_88Încă nu există evaluări
- Estimation of Quench Air Quantity For A Given Throughput in PET Melt SpinningDocument10 paginiEstimation of Quench Air Quantity For A Given Throughput in PET Melt SpinningAngel LagrañaÎncă nu există evaluări
- Thin Film ReactorsDocument9 paginiThin Film ReactorsThanh HuongÎncă nu există evaluări
- 3 - Heating - Calculation - Tool - EmptyDocument7 pagini3 - Heating - Calculation - Tool - EmptyThaigroup CementÎncă nu există evaluări
- Name: Lindsay Reanna P. Villar Date: March 22, 2022 Section: Zara Score Activity 2 Heat, Work, EnergyDocument5 paginiName: Lindsay Reanna P. Villar Date: March 22, 2022 Section: Zara Score Activity 2 Heat, Work, EnergyJerruel SaguinsinÎncă nu există evaluări
- Steps For Design of Heat ExchangerDocument11 paginiSteps For Design of Heat ExchangerverygoodbrotherÎncă nu există evaluări
- Solar Heat For Industrial Processes: Detailed Papers To Newsletter No. 1Document15 paginiSolar Heat For Industrial Processes: Detailed Papers To Newsletter No. 1jhongreenÎncă nu există evaluări
- Heat Exchanger Student HandoutDocument39 paginiHeat Exchanger Student HandoutkotiÎncă nu există evaluări
- Service Manual: Outdoor UnitDocument48 paginiService Manual: Outdoor Unitadeelyaseen1Încă nu există evaluări
- All 10Document11 paginiAll 10YacelinÎncă nu există evaluări
- ENGINE Experimental Study On Stirling Engine Generator and Solar Receiver System For Future Space ApplicationsDocument6 paginiENGINE Experimental Study On Stirling Engine Generator and Solar Receiver System For Future Space ApplicationsStefano BonviniÎncă nu există evaluări
- UL Aires DAEWOO EMERSONDocument3 paginiUL Aires DAEWOO EMERSONeduin gonzalezÎncă nu există evaluări
- Heat Flow Meter - HFM 436 Lambda: Analyzing & TestingDocument16 paginiHeat Flow Meter - HFM 436 Lambda: Analyzing & TestingDarkDragonKingÎncă nu există evaluări
- Heat exchanger between two-phase fluid and moist air networks, with model based on performance data - MATLAB - MathWorks 中国Document9 paginiHeat exchanger between two-phase fluid and moist air networks, with model based on performance data - MATLAB - MathWorks 中国944062528qqÎncă nu există evaluări
- Panipat Thermal Power StationDocument35 paginiPanipat Thermal Power StationJayant rohillaÎncă nu există evaluări
- Sporlan TXV Bulletin 10-91Document19 paginiSporlan TXV Bulletin 10-91seanÎncă nu există evaluări
- CONTROl Logic (1756-RM2,1756-RMC1)Document1 paginăCONTROl Logic (1756-RM2,1756-RMC1)Piyush KumarÎncă nu există evaluări
- Heat Transfer Enhance Ment Helical TubeDocument9 paginiHeat Transfer Enhance Ment Helical TubeKartikAgrawalÎncă nu există evaluări
- Graduation-Project solar-Book-Final PDFDocument102 paginiGraduation-Project solar-Book-Final PDFahmedaboshadyÎncă nu există evaluări
- Physics Final Paper (Expt.11 - Heat Transfer by Radiation)Document5 paginiPhysics Final Paper (Expt.11 - Heat Transfer by Radiation)Jesserene RamosÎncă nu există evaluări
- Factor Influenching Solar Drying Red AlgaeDocument9 paginiFactor Influenching Solar Drying Red AlgaeEko Putra BayuÎncă nu există evaluări
- Thermistor PDFDocument171 paginiThermistor PDFHassanÎncă nu există evaluări
- ITP-Duct InsulationDocument2 paginiITP-Duct Insulationdicky100% (1)
- G41000107-B - Preventative Maintenance Plan - Y.cube 2.0 Variant 0 and 1Document3 paginiG41000107-B - Preventative Maintenance Plan - Y.cube 2.0 Variant 0 and 1CardePar CardGuevÎncă nu există evaluări