S-ar putea să vă placă și
- Fingerstyle Guitar - Fingerpicking Patterns and ExercisesDocument42 paginiFingerstyle Guitar - Fingerpicking Patterns and ExercisesSeminario Lipa100% (6)
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsDe la EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsEvaluare: 5 din 5 stele5/5 (1)
- Guy Debord and The Situationist Int.Document515 paginiGuy Debord and The Situationist Int.Ana Lúcia Guimarães100% (1)
- Clement of Alexandria Stromateis PDFDocument367 paginiClement of Alexandria Stromateis PDFly hung100% (7)
- Abrasive Machining Processes: Grinding Lapping HoningDocument61 paginiAbrasive Machining Processes: Grinding Lapping HoningshivaÎncă nu există evaluări
- Manufacturing of GearsDocument47 paginiManufacturing of GearsMuhammad UmarÎncă nu există evaluări
- Yashi - BagDocument2 paginiYashi - BagSilvana Cabrera100% (1)
- Ch-10 Grinding and FinishingDocument83 paginiCh-10 Grinding and FinishingPrateek Bayal100% (1)
- Drilling BitsDocument9 paginiDrilling BitsAli AbdelrahemÎncă nu există evaluări
- Grinding MachineDocument54 paginiGrinding Machineravi upadhyay100% (4)
- Wind Band Literature ReviewDocument11 paginiWind Band Literature Reviewapi-437827731Încă nu există evaluări
- Presentation On GrindingDocument36 paginiPresentation On GrindingPragyan Agrawal100% (3)
- Invictus Poem and Worksheet B 1Document3 paginiInvictus Poem and Worksheet B 1api-244459124Încă nu există evaluări
- SAXOFONE - INFANTIL - MÉTODO - Fun Book (Larry Newman)Document40 paginiSAXOFONE - INFANTIL - MÉTODO - Fun Book (Larry Newman)Elda Linos100% (1)
- Ch-10 Grinding and FinishingDocument84 paginiCh-10 Grinding and FinishingNitin TembhurnikarÎncă nu există evaluări
- Production Technology (IV Sem)Document24 paginiProduction Technology (IV Sem)Shubham AgrawalÎncă nu există evaluări
- Grinding AssignmentDocument4 paginiGrinding AssignmentSyed Ashmal Hashmi100% (1)
- Grinding WheelsDocument36 paginiGrinding WheelsRaja SekarÎncă nu există evaluări
- Three Steps of PressingDocument4 paginiThree Steps of PressingELAD27- GAMINGÎncă nu există evaluări
- GrindingDocument105 paginiGrindingPrashant Rao Meshram100% (1)
- Abrasive Machining ProcessDocument13 paginiAbrasive Machining ProcessAbdulRehman Ahmed SoomroÎncă nu există evaluări
- Lubricants For Buses and TrucksDocument16 paginiLubricants For Buses and Trucksvijay9994Încă nu există evaluări
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDe la EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsEvaluare: 4 din 5 stele4/5 (1)
- Grinding Wheels Lab ReportDocument18 paginiGrinding Wheels Lab ReportUsman CheemaÎncă nu există evaluări
- HoningDocument4 paginiHoningmiso_mallard5123Încă nu există evaluări
- Surface FinishingDocument11 paginiSurface FinishingShashank BhambaleÎncă nu există evaluări
- Honing (Metalworking) : Citations VerificationDocument5 paginiHoning (Metalworking) : Citations VerificationAwal JaNuary SaragiÎncă nu există evaluări
- HoningDocument6 paginiHoningAnonymous 5AmJ13mLkÎncă nu există evaluări
- Honing 2Document11 paginiHoning 2shashanksirÎncă nu există evaluări
- Superfinishing Processes: HoningDocument5 paginiSuperfinishing Processes: HoningAyman HussienÎncă nu există evaluări
- Machine Tools and Machining 3Document65 paginiMachine Tools and Machining 3Faisal MaqsoodÎncă nu există evaluări
- 7 Principles of CuttingDocument9 pagini7 Principles of CuttingBHEEMREDDY VIVEKREDDY100% (1)
- 18 Surface Finishing Processes: GrindingDocument2 pagini18 Surface Finishing Processes: GrindingroseÎncă nu există evaluări
- Super FinishingDocument2 paginiSuper FinishingDaniel EspinaÎncă nu există evaluări
- Gearfinishingprocesses 180316171706Document16 paginiGearfinishingprocesses 180316171706rs100788Încă nu există evaluări
- Abrasive Machining Processes & Slotter MachineDocument65 paginiAbrasive Machining Processes & Slotter MachineFaisal MaqsoodÎncă nu există evaluări
- 14 / Gear Materials, Properties, and Manufacture: Casting, Forming, and Forging ProcessesDocument1 pagină14 / Gear Materials, Properties, and Manufacture: Casting, Forming, and Forging Processeskumaras1Încă nu există evaluări
- Effect of Grinding Parameters On Grinding Wheel PerformanceDocument18 paginiEffect of Grinding Parameters On Grinding Wheel PerformancePallav0% (1)
- André Grinding Machine AssemblyDocument4 paginiAndré Grinding Machine AssemblyBruno SpezziÎncă nu există evaluări
- Yo Yo YoDocument39 paginiYo Yo YoDrew LadlowÎncă nu există evaluări
- A Wheel Used For Cutting, Grinding, or Finishing Metal or Other Objects, and Typically Made of Abrasive Particles Bonded TogetherDocument4 paginiA Wheel Used For Cutting, Grinding, or Finishing Metal or Other Objects, and Typically Made of Abrasive Particles Bonded TogetherSofyan HadiÎncă nu există evaluări
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocument29 paginiAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurRaghuÎncă nu există evaluări
- Super FinishingDocument8 paginiSuper FinishingUttara GargÎncă nu există evaluări
- Abrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurDocument29 paginiAbrasive Machining Processes: N. Sinha, Mechanical Engineering Department, IIT KanpurAbin BrothersÎncă nu există evaluări
- Lecture 5Document39 paginiLecture 5Ishtiaq AhmedÎncă nu există evaluări
- MSTP Reviewer MidtermsDocument9 paginiMSTP Reviewer MidtermsCarl Jay R. IntacÎncă nu există evaluări
- SR - NO. Chapter Name Page NoDocument61 paginiSR - NO. Chapter Name Page Nodeep bahirshetÎncă nu există evaluări
- Unit 1Document9 paginiUnit 1Arun DegaonkarÎncă nu există evaluări
- Unit-2 Grinding & Super PDFDocument10 paginiUnit-2 Grinding & Super PDFMehul MunshiÎncă nu există evaluări
- Grinding Dresser: PurposeDocument2 paginiGrinding Dresser: PurposeSofyan HadiÎncă nu există evaluări
- Unit-5 6Document12 paginiUnit-5 6chiranthanchiru332Încă nu există evaluări
- Lect (09) AbrassiveDocument37 paginiLect (09) AbrassiveMuhammad Rizwan QureshiÎncă nu există evaluări
- Honing: The Surface of A Honed WorkpieceDocument13 paginiHoning: The Surface of A Honed WorkpieceNomÎncă nu există evaluări
- Crushing and GrindingDocument2 paginiCrushing and GrindingdivÎncă nu există evaluări
- Effect of Depth of Cut On MRR in Surface GrindingDocument7 paginiEffect of Depth of Cut On MRR in Surface GrindingshubhamÎncă nu există evaluări
- Grinding Wheel CharectersticsDocument3 paginiGrinding Wheel CharectersticsamanÎncă nu există evaluări
- Study of Grinding MachinesDocument16 paginiStudy of Grinding MachinesRethish BalakrishnanÎncă nu există evaluări
- Invalid HTTP Request HeaderDocument8 paginiInvalid HTTP Request HeaderKhalid IbrahimÎncă nu există evaluări
- Krishna Engineering College Department of Mechanical EngineeringDocument4 paginiKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiÎncă nu există evaluări
- Basic Principle of Grinding MachineDocument10 paginiBasic Principle of Grinding Machinecrank88100% (1)
- Types of Abrasive Grinding WheelsDocument6 paginiTypes of Abrasive Grinding WheelsASIST MechÎncă nu există evaluări
- Cylinder Reboring Machine and Surface GrinderDocument1 paginăCylinder Reboring Machine and Surface Grinderdaya shanker shuklaÎncă nu există evaluări
- Bonded Abrasives Are Made by Incorporating Abrasives Grains Into A Matrix, Which CanDocument7 paginiBonded Abrasives Are Made by Incorporating Abrasives Grains Into A Matrix, Which CanCynthia BerryÎncă nu există evaluări
- Lapping, HonningDocument2 paginiLapping, HonningAshishGuptaÎncă nu există evaluări
- GRINDINGDocument6 paginiGRINDINGShritam PentheiÎncă nu există evaluări
- Grinding SonDocument8 paginiGrinding Sonjerico salasÎncă nu există evaluări
- Machining by AbrasionDocument7 paginiMachining by AbrasionSiddhi JainÎncă nu există evaluări
- Ch-10 Grinding and FinishingDocument121 paginiCh-10 Grinding and FinishingMANJEET KUMARÎncă nu există evaluări
- Distributed SystemDocument15 paginiDistributed Systemvijay9994Încă nu există evaluări
- Vehicle Body Engineering and SafetyDocument5 paginiVehicle Body Engineering and Safetyvijay9994Încă nu există evaluări
- System Requirment Specifications For Accord League CounselDocument20 paginiSystem Requirment Specifications For Accord League Counselvijay9994Încă nu există evaluări
- 1 Turing MachinesDocument7 pagini1 Turing Machinesvijay9994Încă nu există evaluări
- Image CompressionDocument28 paginiImage Compressionvijay9994Încă nu există evaluări
- Three Dimensional Modeling Transformations: Dr. S.M. MalaekDocument45 paginiThree Dimensional Modeling Transformations: Dr. S.M. Malaekvijay9994Încă nu există evaluări
- Design and Analysis of Brakes of Go-KartDocument11 paginiDesign and Analysis of Brakes of Go-Kartvijay9994100% (1)
- Alumni Association Form: Have You Pursued Any Higher Education, If AnyDocument2 paginiAlumni Association Form: Have You Pursued Any Higher Education, If Anyvijay9994Încă nu există evaluări
- Dear AuthorDocument2 paginiDear Authorvijay9994Încă nu există evaluări
- 1year CourseDocument22 pagini1year Coursevijay9994Încă nu există evaluări
- Plasma Spray Coating MethodDocument28 paginiPlasma Spray Coating Methodvijay9994Încă nu există evaluări
- Aero Modelling-Hand Glider: Rules & RegulationsDocument1 paginăAero Modelling-Hand Glider: Rules & Regulationsvijay9994Încă nu există evaluări
- A.I (Alien Invasion) Guard: Android-Based Tower Defense GameDocument16 paginiA.I (Alien Invasion) Guard: Android-Based Tower Defense GameMeyoor OneacÎncă nu există evaluări
- Considering The Sense of "Fantasy" or "Fantastic Fiction": An EffusionDocument40 paginiConsidering The Sense of "Fantasy" or "Fantastic Fiction": An EffusionRyan VuÎncă nu există evaluări
- DiscographyDocument513 paginiDiscographyebong100% (1)
- Asinaria PDFDocument176 paginiAsinaria PDFCésar Arroyo LÎncă nu există evaluări
- 17 FalileyevDocument6 pagini17 FalileyevMuzeul Naţional de Istorie a MoldoveiÎncă nu există evaluări
- Tort NessDocument1 paginăTort NessMonica CreangaÎncă nu există evaluări
- Saturday, November 13th, 2010: PHP 495,597,376.80 (0) WinnerDocument5 paginiSaturday, November 13th, 2010: PHP 495,597,376.80 (0) WinnerVincent MatabanÎncă nu există evaluări
- E Indios de Bisayas (1668) by Francisco AlcinaDocument1 paginăE Indios de Bisayas (1668) by Francisco AlcinaMary Ann Antenor100% (1)
- Innocence and Experience (Reading Execise 1)Document3 paginiInnocence and Experience (Reading Execise 1)Izan SallehÎncă nu există evaluări
- Cambridge O Level: English Language 1123/22Document8 paginiCambridge O Level: English Language 1123/22Shoaib KaziÎncă nu există evaluări
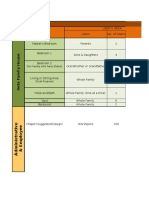
- Space Programming: Area/Space User'S Area Users No. of UsersDocument6 paginiSpace Programming: Area/Space User'S Area Users No. of UsersMary Rose CabidesÎncă nu există evaluări
- MetaphysicsDocument12 paginiMetaphysicsDummy AccountÎncă nu există evaluări
- John Johnson (Architect, Born 1807)Document3 paginiJohn Johnson (Architect, Born 1807)Nandu RaviÎncă nu există evaluări
- t800pdf Format PDFDocument23 paginit800pdf Format PDFReginaldo OrtegaÎncă nu există evaluări
- Ahmed TranslitDocument8 paginiAhmed TranslitradiumtauÎncă nu există evaluări
- Reading and Writing ModuleDocument2 paginiReading and Writing ModuleJimboy Maglon100% (2)
- Melakartha Ragas From Carnatic Raga AppDocument72 paginiMelakartha Ragas From Carnatic Raga AppCarnaticRaga100% (3)
- November 4 Historical EventsDocument1 paginăNovember 4 Historical EventsSaradha HariharaÎncă nu există evaluări
- MDSReport 149489949 PDFDocument0 paginiMDSReport 149489949 PDFJetesh DevgunÎncă nu există evaluări
- Google Chrome: Melissa Brisbin Cherry Hill Public Library (856) 903-1243Document65 paginiGoogle Chrome: Melissa Brisbin Cherry Hill Public Library (856) 903-1243Mihai SpineiÎncă nu există evaluări
- Tekomas Printing CultureDocument62 paginiTekomas Printing CultureNisrina AzzahraÎncă nu există evaluări