S-ar putea să vă placă și
- ASTM B127 Monel PDFDocument10 paginiASTM B127 Monel PDFCristian OtivoÎncă nu există evaluări
- SAE BoltDocument1 paginăSAE BoltAnuj ShahiÎncă nu există evaluări
- Astm A31 (1995)Document4 paginiAstm A31 (1995)gsb2100% (1)
- ASTM A194 A194M 2022 InglesDocument3 paginiASTM A194 A194M 2022 InglesErickÎncă nu există evaluări
- Sae J2295M-2019Document21 paginiSae J2295M-2019Andris ZaharovÎncă nu există evaluări
- Jis B0203Document11 paginiJis B0203Muhammad Ridwan50% (2)
- SAE 64 Bronze Material PropertiesDocument1 paginăSAE 64 Bronze Material PropertiesIbsonhÎncă nu există evaluări
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 paginiForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinÎncă nu există evaluări
- A299 A299m (2001) Standard Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Si PDFDocument2 paginiA299 A299m (2001) Standard Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Si PDFGagan SinghÎncă nu există evaluări
- Metric Dowel PinsDocument1 paginăMetric Dowel PinszainudinÎncă nu există evaluări
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocument5 paginiSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentÎncă nu există evaluări
- Surface Vehicle Standard: Rev. SEP1997Document11 paginiSurface Vehicle Standard: Rev. SEP1997Angel HernándezÎncă nu există evaluări
- 04Cr18Ni10 PDFDocument3 pagini04Cr18Ni10 PDFAvishekÎncă nu există evaluări
- Astm A 217 - 04Document4 paginiAstm A 217 - 04Raul Humberto Mora VillamizarÎncă nu există evaluări
- 2370 Ed1 ENDocument5 pagini2370 Ed1 ENanhthoÎncă nu există evaluări
- Sae J933 1998 (En)Document8 paginiSae J933 1998 (En)Oh No PotatoÎncă nu există evaluări
- Din 267 Part 15Document11 paginiDin 267 Part 15Daniel LodiÎncă nu există evaluări
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 paginiSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoÎncă nu există evaluări
- Saej1459v004 PDFDocument9 paginiSaej1459v004 PDFvishalÎncă nu există evaluări
- Sae J496 1972 (En)Document5 paginiSae J496 1972 (En)Oh No PotatoÎncă nu există evaluări
- Sae J1392 2001Document10 paginiSae J1392 2001henrychtÎncă nu există evaluări
- Din 7500 enDocument10 paginiDin 7500 enCălin Bălăiţă100% (1)
- A 434 04Document1 paginăA 434 04asepoÎncă nu există evaluări
- Malleable Specifications StandardsDocument4 paginiMalleable Specifications StandardsSusan Sue Berrospi Merino100% (1)
- Astm A 668 A668m 2013 PDFDocument10 paginiAstm A 668 A668m 2013 PDFCarlos GuerraÎncă nu există evaluări
- Metric DIN 434 Square Taper Washers Technical Specifications and StandardsDocument4 paginiMetric DIN 434 Square Taper Washers Technical Specifications and StandardsRodrigoÎncă nu există evaluări
- Asme Section Ii A-2 Sa-592 Sa-592m PDFDocument4 paginiAsme Section Ii A-2 Sa-592 Sa-592m PDFAnonymous GhPzn1xÎncă nu există evaluări
- FastenersDocument56 paginiFastenersAnonymous Dp4DdscGSÎncă nu există evaluări
- DIN125ADocument1 paginăDIN125AManoj PatilÎncă nu există evaluări
- Copper Nickel CatalogDocument40 paginiCopper Nickel CatalogpetertaboadaÎncă nu există evaluări
- Iso 228 1 2000Document9 paginiIso 228 1 2000Ulvi NebiyevÎncă nu există evaluări
- JIS B 1186 1995 PDFDocument23 paginiJIS B 1186 1995 PDFJellyn CamiñaÎncă nu există evaluări
- Lvsuysl Blikr DH Iysv) Píjsa RFKK Ifùk K¡ Fof'Kf"V: HKKJRH EkudDocument17 paginiLvsuysl Blikr DH Iysv) Píjsa RFKK Ifùk K¡ Fof'Kf"V: HKKJRH EkudshamrajjÎncă nu există evaluări
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocument4 paginiHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCÎncă nu există evaluări
- Is 7754 1975Document11 paginiIs 7754 1975UditChampaneria100% (1)
- BS EN ISO 228-1: 2003 Table 1 Thread Dimensions British Pipe Thread (Whitworth Form) - Parallel (BSPP/BSPF) - (G)Document3 paginiBS EN ISO 228-1: 2003 Table 1 Thread Dimensions British Pipe Thread (Whitworth Form) - Parallel (BSPP/BSPF) - (G)Sergio Hurtado AvellaÎncă nu există evaluări
- B30 00 PDFDocument12 paginiB30 00 PDFluis_may22Încă nu există evaluări
- Astm A423 A423m-95Document3 paginiAstm A423 A423m-95FeteneÎncă nu există evaluări
- Astm A194Document11 paginiAstm A194Jarek CieslakÎncă nu există evaluări
- 14H, 22H DetailsDocument1 pagină14H, 22H DetailsmshÎncă nu există evaluări
- A276a276m 2023Document8 paginiA276a276m 20237620383tlÎncă nu există evaluări
- Din 6915 PDFDocument3 paginiDin 6915 PDFa.tabkhi1980100% (3)
- Aisi e 52100 SteelDocument2 paginiAisi e 52100 SteelFelipeTadeuÎncă nu există evaluări
- Tabla Ajustes ISO286 2Document45 paginiTabla Ajustes ISO286 2Shawn MooreÎncă nu există evaluări
- Jis G 3472-2013Document19 paginiJis G 3472-2013HongHaiDuong100% (1)
- DIN 261 T-Head BoltsDocument14 paginiDIN 261 T-Head BoltsSamira Mns100% (1)
- AISI 1018 Carbon Steel (UNS G10180) : Topics CoveredDocument4 paginiAISI 1018 Carbon Steel (UNS G10180) : Topics CoveredPablo MenendezÎncă nu există evaluări
- Iso 4948 2 en PDFDocument6 paginiIso 4948 2 en PDFKalpeshÎncă nu există evaluări
- PED 2014-68-EU Guidelines EN v4Document235 paginiPED 2014-68-EU Guidelines EN v4Nav TalukdarÎncă nu există evaluări
- Bs 3293Document18 paginiBs 3293nguyenmainam0% (1)
- Jdma17 2Document8 paginiJdma17 2qualidadesider0% (1)
- Asme Section II A Sa-193 Sa-193mDocument18 paginiAsme Section II A Sa-193 Sa-193mAnonymous GhPzn1xÎncă nu există evaluări
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument5 paginiAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsAhmed AbdelazizÎncă nu există evaluări
- Astm F837M-16Document8 paginiAstm F837M-16arcadioscoÎncă nu există evaluări
- Mechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesDocument4 paginiMechanical Properties Min. 0,2 % Yield Strength Values at Increased TemperaturesJarek CieslakÎncă nu există evaluări
- Asme B 18.2.2Document41 paginiAsme B 18.2.2Luis MontoyaÎncă nu există evaluări
- C45 STD PDFDocument2 paginiC45 STD PDFJeetu GosaiÎncă nu există evaluări
- Nonferrous Nuts For General Use (Metric)Document9 paginiNonferrous Nuts For General Use (Metric)rickatmanÎncă nu există evaluări
- A 943 - A 943m - 00 Qtk0my9botqzts1sruqDocument8 paginiA 943 - A 943m - 00 Qtk0my9botqzts1sruqsachinguptachdÎncă nu există evaluări
- Steel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForDocument3 paginiSteel Wire, High Tensile Strength, Cold Drawn: Standard Specification ForJosé Ramón GutierrezÎncă nu există evaluări
- Belt Conveyor Design - Apex FennerDocument94 paginiBelt Conveyor Design - Apex Fennerdhangka100% (12)
- Conductivity Experiment ResultsDocument4 paginiConductivity Experiment ResultsDI LacsonÎncă nu există evaluări
- Icse Class 9 Hy Chemistry 2019Document4 paginiIcse Class 9 Hy Chemistry 2019Naveen PrabhuÎncă nu există evaluări
- Bamboo Fiber & It'S Processing: by Amol V. Talware (Final T.C.)Document27 paginiBamboo Fiber & It'S Processing: by Amol V. Talware (Final T.C.)Aditya Bhansali100% (1)
- ASSAB Tool Steel Performance Comparison ChartDocument1 paginăASSAB Tool Steel Performance Comparison ChartNugroho Faris Sudrajat100% (2)
- High Performance Thin Layer ChromatographyDocument69 paginiHigh Performance Thin Layer ChromatographyAliefanugerahsani Attabe100% (1)
- Periodic Table Chart A4 WebDocument2 paginiPeriodic Table Chart A4 WebvibinÎncă nu există evaluări
- Sample Not Drawn byDocument3 paginiSample Not Drawn bykarthikÎncă nu există evaluări
- Viskrings Seals SDSDocument6 paginiViskrings Seals SDSTarik ConceptÎncă nu există evaluări
- Chemical Equilibrium and Le Chatelier's Principle: Chemistry 1Document17 paginiChemical Equilibrium and Le Chatelier's Principle: Chemistry 1azamatÎncă nu există evaluări
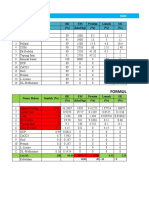
- Bab Iv Formulasi Dan Perhitungan 4.1 FormulasiDocument3 paginiBab Iv Formulasi Dan Perhitungan 4.1 FormulasiPutri LestariÎncă nu există evaluări
- Principles of Dairy Chemistry (PDFDrive)Document454 paginiPrinciples of Dairy Chemistry (PDFDrive)Abeer AbdelnaserÎncă nu există evaluări
- TNT Trinitrotoluenes and Mono and Dinitrotoluenes PDFDocument136 paginiTNT Trinitrotoluenes and Mono and Dinitrotoluenes PDFmahdiarÎncă nu există evaluări
- 6 VseprDocument9 pagini6 VseprRamadhani Wulan DhariÎncă nu există evaluări
- KANDUNGAN ZAT MAKANAN BAHAN PAKAN UNGGASDocument5 paginiKANDUNGAN ZAT MAKANAN BAHAN PAKAN UNGGASIrma Rahayu NingrumÎncă nu există evaluări
- Gypsum in CementDocument2 paginiGypsum in CementManish Kumar100% (1)
- Textiles Presentation (Final) - April 2017Document37 paginiTextiles Presentation (Final) - April 2017Natalia RodriguezÎncă nu există evaluări
- The Mole Concept ExplainedDocument22 paginiThe Mole Concept Explainedmohammed issakaÎncă nu există evaluări
- Grade 12 Chem Final ExamDocument3 paginiGrade 12 Chem Final Examabdimoh7522Încă nu există evaluări
- Nomenclature of Polyfunctional Organic CompoundsDocument19 paginiNomenclature of Polyfunctional Organic CompoundsH to O ChemistryÎncă nu există evaluări
- Production of Conventional Liquid Fuels From SugarsDocument14 paginiProduction of Conventional Liquid Fuels From SugarsNuc LeusÎncă nu există evaluări
- 23 - Lightweight Chassis CradlesDocument30 pagini23 - Lightweight Chassis CradlesUnir Welds CoatingsÎncă nu există evaluări
- Chapter 6 Thermochemistry: StudentDocument28 paginiChapter 6 Thermochemistry: StudentKing Ray TabalbaÎncă nu există evaluări
- LAB ACT 4 Elements, Compounds and MixturesDocument8 paginiLAB ACT 4 Elements, Compounds and MixturesJerome MosadaÎncă nu există evaluări
- UV and Fe2+ Activated PersulfateDocument8 paginiUV and Fe2+ Activated Persulfate孔為鳴Încă nu există evaluări
- FreseDocument140 paginiFresea9r8f4g5d4s8r0% (1)
- As and A Level Chemistry Core Practical 4 Hydrolysis Student Teacher Technician WorksheetsDocument5 paginiAs and A Level Chemistry Core Practical 4 Hydrolysis Student Teacher Technician WorksheetsonehllznÎncă nu există evaluări
- Petroleum Refining Technology DR Ram Prasad 1st Editionpdf PDFDocument210 paginiPetroleum Refining Technology DR Ram Prasad 1st Editionpdf PDFMahesh ChoudharyÎncă nu există evaluări
- Metal SizesDocument2 paginiMetal Sizesjohnphilip1Încă nu există evaluări
- DPP (Concentration Terms)Document56 paginiDPP (Concentration Terms)kedarnath jaiswalÎncă nu există evaluări