S-ar putea să vă placă și
- Literature On Boiler Tube Fitup by ExpandingDocument17 paginiLiterature On Boiler Tube Fitup by Expandingakv030011Încă nu există evaluări
- TubesheetDocument14 paginiTubesheethassnain iqbalÎncă nu există evaluări
- Material P NumberDocument11 paginiMaterial P NumberChaitanya Sai TÎncă nu există evaluări
- Bolted Flange Design According To ASME Section VIII Division 1Document18 paginiBolted Flange Design According To ASME Section VIII Division 1LORENA REISÎncă nu există evaluări
- Taco Air SeparatorDocument12 paginiTaco Air Separatoremongclooney11Încă nu există evaluări
- Pressure Testing Request FormDocument1 paginăPressure Testing Request FormSyed Mahmud Habibur RahmanÎncă nu există evaluări
- Modeling of Fire Tube BoilerDocument16 paginiModeling of Fire Tube BoilerVignesh AlagesanÎncă nu există evaluări
- 1 TPH 10.54 KG, Vapi Care PharmaDocument16 pagini1 TPH 10.54 KG, Vapi Care PharmashastrysnÎncă nu există evaluări
- Invertec CVCC 500 Manual BookDocument22 paginiInvertec CVCC 500 Manual BookSuryana MamanÎncă nu există evaluări
- Standard SpecificationDocument1 paginăStandard SpecificationĐạt TrầnÎncă nu există evaluări
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 paginiBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghÎncă nu există evaluări
- Materials: Pressure Parts and Applicable Service TemperaturesDocument14 paginiMaterials: Pressure Parts and Applicable Service Temperaturesmohan babuÎncă nu există evaluări
- Asme Section I: Section - Iii Code ExtractionDocument3 paginiAsme Section I: Section - Iii Code ExtractionReadersmo100% (1)
- HEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEDocument8 paginiHEATING COIL Reff. Pressure Vessel Manual, Procedure 6-8 & ASMEhgagÎncă nu există evaluări
- Effective Size of Fillet WeldsDocument2 paginiEffective Size of Fillet WeldsMary LunaÎncă nu există evaluări
- Husk Based Power Plant 6T 32 KG FBC With Single Stage Turbine - For Finance, Subsidy & Project Related Support Contact - 9861458008Document28 paginiHusk Based Power Plant 6T 32 KG FBC With Single Stage Turbine - For Finance, Subsidy & Project Related Support Contact - 9861458008Radha Krishna SahooÎncă nu există evaluări
- Demo Asme PWHT PreheatDocument54 paginiDemo Asme PWHT PreheatWalter TrajadaÎncă nu există evaluări
- FTP PDFDocument16 paginiFTP PDFPankaj RaneÎncă nu există evaluări
- Table of Emissivity Values for Common MaterialsDocument2 paginiTable of Emissivity Values for Common MaterialsSeethaÎncă nu există evaluări
- Standard Design Details KapitolineDocument359 paginiStandard Design Details KapitolineMohamed100% (2)
- Sa515 GR 70 and Sa516 GR 70 t2776 PDFDocument3 paginiSa515 GR 70 and Sa516 GR 70 t2776 PDFvtbkÎncă nu există evaluări
- Ideas To Achieve Optimal Combination of Axial & Cross FlowDocument28 paginiIdeas To Achieve Optimal Combination of Axial & Cross FlowAmirah SufianÎncă nu există evaluări
- International Standard For High Frequency Welded Fins DownloadDocument3 paginiInternational Standard For High Frequency Welded Fins DownloadPrasad Dhume50% (2)
- S275JR PDFDocument1 paginăS275JR PDFEmrahCayboylu100% (1)
- VESSELDocument350 paginiVESSELRavindra S. JivaniÎncă nu există evaluări
- Optional Integral With Hub Type Body Flange CalculationDocument13 paginiOptional Integral With Hub Type Body Flange Calculation9913489806Încă nu există evaluări
- Titanium FormingDocument5 paginiTitanium FormingSiavash IraniÎncă nu există evaluări
- HEAT EXCHANGER DESIGN CALCULATIONSDocument8 paginiHEAT EXCHANGER DESIGN CALCULATIONSanishÎncă nu există evaluări
- U Tube BendDocument1 paginăU Tube BendMangesh BanaleÎncă nu există evaluări
- Aluminium Brazing 7 - StepsDocument6 paginiAluminium Brazing 7 - StepsPrashant NankarÎncă nu există evaluări
- PWHTDocument57 paginiPWHTssÎncă nu există evaluări
- L-CV-155-VA-24XX01 Nitrogen: ASME Sec VIII Div 1+ PED97/23/ECDocument1 paginăL-CV-155-VA-24XX01 Nitrogen: ASME Sec VIII Div 1+ PED97/23/ECevrim77Încă nu există evaluări
- Random Packing CatalogDocument32 paginiRandom Packing CatalogNurul NadirahÎncă nu există evaluări
- PWHTDocument30 paginiPWHT9490233523Încă nu există evaluări
- Spec BoilerDocument9 paginiSpec BoilerAchmad MakmuriÎncă nu există evaluări
- Ecway Technologies: Design and Fabrication of Cyclone Seperator Using Vane PumpDocument9 paginiEcway Technologies: Design and Fabrication of Cyclone Seperator Using Vane Pumpieee4mybusinessonly100% (1)
- Aero FlexDocument32 paginiAero Flexdharamvirpmp100% (1)
- Welded FinDocument7 paginiWelded FinNatarajan RavisankarÎncă nu există evaluări
- Weld Tolerances and Discontinuities GuideDocument3 paginiWeld Tolerances and Discontinuities Guidesaeedsaeed31Încă nu există evaluări
- IBR QualificationDocument12 paginiIBR Qualificationsanjayyadav2009100% (2)
- 11005312-IBR Pipe CalculationDocument40 pagini11005312-IBR Pipe CalculationTrishul Nath PallayÎncă nu există evaluări
- Boiler Tube MaterialsDocument12 paginiBoiler Tube MaterialsSnehashis MaityÎncă nu există evaluări
- Falling Film Evaporators For Water ChillersDocument42 paginiFalling Film Evaporators For Water Chillerssandyengineer13Încă nu există evaluări
- Rockwool Insulation LRB MatressDocument1 paginăRockwool Insulation LRB MatressJaveed KhanÎncă nu există evaluări
- Helical Coil - With AgitationDocument3 paginiHelical Coil - With AgitationUmair FareedÎncă nu există evaluări
- ASME 193 and 193MDocument4 paginiASME 193 and 193MGauravÎncă nu există evaluări
- Double Pipe Heat ExchangerDocument6 paginiDouble Pipe Heat ExchangerharisÎncă nu există evaluări
- PART 166 What Is Spot WeldingDocument4 paginiPART 166 What Is Spot Weldingravindra_jivaniÎncă nu există evaluări
- Introduction To Steel Classification and Standard: Suwarno, PHDDocument22 paginiIntroduction To Steel Classification and Standard: Suwarno, PHDmirfanwibisono100% (1)
- Analysis of Air Water Cooled Condenser in Vapour Compression System IJERTV10IS050132Document6 paginiAnalysis of Air Water Cooled Condenser in Vapour Compression System IJERTV10IS050132Abdulrahman AlnasharÎncă nu există evaluări
- Ejemplo Tubesheet Asme UHXDocument14 paginiEjemplo Tubesheet Asme UHXPedro Montes MarinÎncă nu există evaluări
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 paginiCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarÎncă nu există evaluări
- Grating Weight - CalculationDocument1 paginăGrating Weight - CalculationMuthuram NÎncă nu există evaluări
- Boq For AS BoilerDocument1 paginăBoq For AS BoilerGayan ChathurangaÎncă nu există evaluări
- Support LocationsDocument12 paginiSupport LocationsdasubhaiÎncă nu există evaluări
- WWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Document12 paginiWWW Spiraxsarco Com Resources Steam Engineering Tutorials ST 3Mashudi FikriÎncă nu există evaluări
- Tube Drawing ProcessDocument5 paginiTube Drawing ProcessNavneet SinghÎncă nu există evaluări
- Steam Distribution Economical PipingDocument4 paginiSteam Distribution Economical PipingmohdnazirÎncă nu există evaluări
- BOILER STEAM FLOWDocument1 paginăBOILER STEAM FLOWzalabiÎncă nu există evaluări
- Development of Local Supply Chain: The Missing Link For Concentrated Solar Power Projects in IndiaDocument160 paginiDevelopment of Local Supply Chain: The Missing Link For Concentrated Solar Power Projects in IndiaTuan Dat LeÎncă nu există evaluări
- Conclusions and RecommendationsDocument3 paginiConclusions and RecommendationszalabiÎncă nu există evaluări
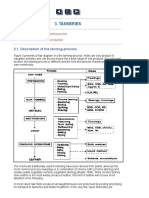
- TANNERIESDocument7 paginiTANNERIESzalabiÎncă nu există evaluări
- REFERENCESDocument6 paginiREFERENCESzalabiÎncă nu există evaluări
- The Environmental Impact of The Animal Product Processing IndustriesDocument9 paginiThe Environmental Impact of The Animal Product Processing IndustrieszalabiÎncă nu există evaluări
- PREFACEDocument2 paginiPREFACEzalabiÎncă nu există evaluări
- Steam ExcelDocument12 paginiSteam Excelsid sÎncă nu există evaluări
- Cane Factory DiffusionDocument5 paginiCane Factory DiffusionzalabiÎncă nu există evaluări
- Managing Waste from Animal ProcessingDocument3 paginiManaging Waste from Animal ProcessingzalabiÎncă nu există evaluări
- Dairy Industry WasteDocument7 paginiDairy Industry WastezalabiÎncă nu există evaluări
- Handling of By-Products and Treatment of WasteDocument7 paginiHandling of By-Products and Treatment of WastezalabiÎncă nu există evaluări
- Guía para Diseñar Centros de BeneficioDocument31 paginiGuía para Diseñar Centros de Beneficiotor0Încă nu există evaluări
- SLAUGHTERHOUSESDocument14 paginiSLAUGHTERHOUSESzalabiÎncă nu există evaluări
- FAO - WHO Application of HACCPDocument90 paginiFAO - WHO Application of HACCPzalabiÎncă nu există evaluări
- Basrah Modern SlaughterhouseDocument59 paginiBasrah Modern SlaughterhousezalabiÎncă nu există evaluări
- Basic Requirement For Slaughterhouse SpecificationDocument16 paginiBasic Requirement For Slaughterhouse SpecificationzalabiÎncă nu există evaluări
- Basrah Modern SlaughterhouseDocument59 paginiBasrah Modern SlaughterhousezalabiÎncă nu există evaluări
- Basrah Modern SlaughterhouseDocument59 paginiBasrah Modern SlaughterhousezalabiÎncă nu există evaluări
- Guía para Diseñar Centros de BeneficioDocument31 paginiGuía para Diseñar Centros de Beneficiotor0Încă nu există evaluări
- Sugar IndustryDocument61 paginiSugar IndustryRaashi BhutaniÎncă nu există evaluări
- FAO - WHO Application of HACCPDocument90 paginiFAO - WHO Application of HACCPzalabiÎncă nu există evaluări
- China's Code for Design of Chimneys ExplainedDocument150 paginiChina's Code for Design of Chimneys ExplainedzalabiÎncă nu există evaluări
- Basic Requirement For Slaughterhouse SpecificationDocument16 paginiBasic Requirement For Slaughterhouse SpecificationzalabiÎncă nu există evaluări
- Boiler Commissioning PDFDocument3 paginiBoiler Commissioning PDFNaeemuddinÎncă nu există evaluări
- Seminarino: Introduction To Navisworks Freedom Basic Tools DemoDocument18 paginiSeminarino: Introduction To Navisworks Freedom Basic Tools Demoani_datÎncă nu există evaluări
- 2011 SMACNA Publications FormDocument2 pagini2011 SMACNA Publications FormzalabiÎncă nu există evaluări
- GB 50010-2010Document249 paginiGB 50010-2010zalabiÎncă nu există evaluări
- Chinese Machinery StandardDocument706 paginiChinese Machinery StandardAbo Kolou0% (3)
- National Standard for Eyelet Bolts GB 799-88Document6 paginiNational Standard for Eyelet Bolts GB 799-88zalabiÎncă nu există evaluări
- Instruction Manual: Portable Spot GunDocument15 paginiInstruction Manual: Portable Spot GunMustafa SabryÎncă nu există evaluări
- Checklist for Chapter VIII of ASME B31.3 for Category M PipingDocument5 paginiChecklist for Chapter VIII of ASME B31.3 for Category M PipingiaftÎncă nu există evaluări
- Fired HeatersDocument24 paginiFired HeatersCynthia Magali Márquez Ramírez100% (1)
- Buried Pipe NDTDocument224 paginiBuried Pipe NDTDemian PereiraÎncă nu există evaluări
- 2 - Tesco Top Drive Safety ManualDocument18 pagini2 - Tesco Top Drive Safety ManualhamirajÎncă nu există evaluări
- Tobee® Warman SP SPR Vertical Slurry PumpsDocument8 paginiTobee® Warman SP SPR Vertical Slurry PumpsDonna ZhangÎncă nu există evaluări
- Chemical Composition & Mechanical Properties: e (Min.)Document4 paginiChemical Composition & Mechanical Properties: e (Min.)Joby GeorgeÎncă nu există evaluări
- Pressure Testing Codes and Best PracticesDocument26 paginiPressure Testing Codes and Best Practicesriysall100% (1)
- Steam Guide - GestraDocument244 paginiSteam Guide - Gestracsharpplus100% (1)
- Mondi Štětí Technical Specification for Equipment and Pipeline MarkingDocument11 paginiMondi Štětí Technical Specification for Equipment and Pipeline MarkingMaksim.em001Încă nu există evaluări
- Astm F876Document13 paginiAstm F876Philip100% (1)
- 15-16 CPWD Panchayath Office MaintenanceDocument153 pagini15-16 CPWD Panchayath Office MaintenanceMahin ThaliyathÎncă nu există evaluări
- Pipe Support ManualDocument7 paginiPipe Support ManualKhaled AbdelhamidÎncă nu există evaluări
- Engelsmann Vibration Sieves: Universal, Economic, Compact ScreeningDocument16 paginiEngelsmann Vibration Sieves: Universal, Economic, Compact ScreeningBagi84Încă nu există evaluări
- 001 Manual Data Sheet PipaDocument3 pagini001 Manual Data Sheet Pipawahyu hutamaÎncă nu există evaluări
- 2015-16 Hose Tubes and Ducting Section PDFDocument98 pagini2015-16 Hose Tubes and Ducting Section PDFRajpal SharmaÎncă nu există evaluări
- Manual Compresor SHD245Document21 paginiManual Compresor SHD245eduardo toroÎncă nu există evaluări
- System Practices For Ammonia RefrigerationDocument27 paginiSystem Practices For Ammonia RefrigerationAnonymous 1XHScfCI100% (1)
- 308manual 5 03Document57 pagini308manual 5 03basileiouspyrosÎncă nu există evaluări
- Technical Documentation for HH-220 Drilling Rig PackageDocument28 paginiTechnical Documentation for HH-220 Drilling Rig PackageRobertoVitorianoÎncă nu există evaluări
- En 10305-4Document21 paginiEn 10305-4lorenzinho290100% (1)
- BS en Iso 13760 - 2000Document14 paginiBS en Iso 13760 - 2000Kim WongÎncă nu există evaluări
- Astm D 6230 98Document6 paginiAstm D 6230 98santisteban camposÎncă nu există evaluări
- Air Blowing ProcedureDocument11 paginiAir Blowing ProcedureBhayu Eka AnggitaÎncă nu există evaluări
- Formed-Cylinders 2007-04 LoDocument14 paginiFormed-Cylinders 2007-04 LomartinvandoornÎncă nu există evaluări
- Ameet Sir Working 28.10.2017Document71 paginiAmeet Sir Working 28.10.2017saurabhÎncă nu există evaluări
- 4500 ER High Pressure Retrievable ProbeDocument3 pagini4500 ER High Pressure Retrievable ProbeshyamÎncă nu există evaluări
- 3300 Ceramic Capped Probe Datasheet - 172932Document11 pagini3300 Ceramic Capped Probe Datasheet - 172932SPIC UreaÎncă nu există evaluări
- Weatherford Casing PatchDocument8 paginiWeatherford Casing PatchhijoetigreÎncă nu există evaluări
- Inspection Checklist: Analyzers / Analyzer Shelters and Racks - Material Receiving STG Project 10-01759-001 EnppiDocument9 paginiInspection Checklist: Analyzers / Analyzer Shelters and Racks - Material Receiving STG Project 10-01759-001 EnppiTariqMalikÎncă nu există evaluări