S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- BoatWorks Diesel TipsDocument4 paginiBoatWorks Diesel TipsloloÎncă nu există evaluări
- Bottom Line On Torque vs. Horsepower: It's Just Math. Deal With It!Document3 paginiBottom Line On Torque vs. Horsepower: It's Just Math. Deal With It!Nik TsufiaÎncă nu există evaluări
- The Cutting of Water Saturated Sand, The SolutionDocument21 paginiThe Cutting of Water Saturated Sand, The SolutionloloÎncă nu există evaluări
- Propeller CourseDocument32 paginiPropeller Coursebgynm100% (2)
- Ship StabilityDocument22 paginiShip Stabilityanz_izwanÎncă nu există evaluări
- A 03130109Document9 paginiA 03130109theijesÎncă nu există evaluări
- 3 Tables Friction Loss AquacultureDocument10 pagini3 Tables Friction Loss Aquaculture45saulÎncă nu există evaluări
- RandD ShaftDocument4 paginiRandD ShaftloloÎncă nu există evaluări
- Piping ComparisonDocument1 paginăPiping ComparisonDenstar Ricardo SilalahiÎncă nu există evaluări
- Pipe Thread Data: Cooling ItemsDocument1 paginăPipe Thread Data: Cooling ItemsloloÎncă nu există evaluări
- 2 - Miedema - New Developments of Cutting Theories With Respect To Dredging The Cutting of Clay and RockDocument16 pagini2 - Miedema - New Developments of Cutting Theories With Respect To Dredging The Cutting of Clay and RockloloÎncă nu există evaluări
- 3 - Miedema - The Cutting of Water Saturated Sand, The Final SolutionDocument12 pagini3 - Miedema - The Cutting of Water Saturated Sand, The Final SolutionloloÎncă nu există evaluări
- Equipment Sheet: Stationary, Sea-Worthy Cutter Suction DredgerDocument2 paginiEquipment Sheet: Stationary, Sea-Worthy Cutter Suction DredgerloloÎncă nu există evaluări
- Propeller CourseDocument32 paginiPropeller Coursebgynm100% (2)
- D 4449Document1 paginăD 4449loloÎncă nu există evaluări
- Plan View: D-4462 Installation Dimensions A 05-78010Document1 paginăPlan View: D-4462 Installation Dimensions A 05-78010loloÎncă nu există evaluări
- OM673L3 Operator's ManualDocument40 paginiOM673L3 Operator's ManualloloÎncă nu există evaluări
- m673ld3-4 5kw1Document2 paginim673ld3-4 5kw1loloÎncă nu există evaluări
- Datasheet QSD20Document2 paginiDatasheet QSD20loloÎncă nu există evaluări
- Rudder Torque2Document1 paginăRudder Torque2danilo laraÎncă nu există evaluări
- 112 E337 TigDocument8 pagini112 E337 TigloloÎncă nu există evaluări
- Kamus PerkapalanDocument0 paginiKamus Perkapalanmustain_henyÎncă nu există evaluări
- AGA Aluminum Welding BrochureDocument16 paginiAGA Aluminum Welding Brochureaghosh704Încă nu există evaluări
- Rudder Torque2Document1 paginăRudder Torque2danilo laraÎncă nu există evaluări
- D3-110Document2 paginiD3-110loloÎncă nu există evaluări
- 12 Propellers and Propulsion: (Continued On Next Page)Document8 pagini12 Propellers and Propulsion: (Continued On Next Page)pothirajkalyanÎncă nu există evaluări
- Rudder Torque2Document1 paginăRudder Torque2danilo laraÎncă nu există evaluări
- Operators Manual MG540Document85 paginiOperators Manual MG540Juan Carlos Puma Reátegui100% (2)
- Kumera Gear 4s PDFDocument4 paginiKumera Gear 4s PDFloloÎncă nu există evaluări
- ME 5522 Advanced Analysis of Composite Materials and StructuresDocument10 paginiME 5522 Advanced Analysis of Composite Materials and StructuresQianyu ZhouÎncă nu există evaluări
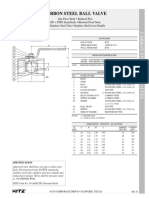
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Document1 paginăCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaÎncă nu există evaluări
- Lab 3: Identifying Igneous Rock Textures and MineralsDocument5 paginiLab 3: Identifying Igneous Rock Textures and MineralsBobby MatÎncă nu există evaluări
- Catalogo MartinDocument208 paginiCatalogo MartinFrancisco Garibaldi MarquezÎncă nu există evaluări
- Mekonen PDFDocument5 paginiMekonen PDFAkatew Haile MebrahtuÎncă nu există evaluări
- Dynamic pile formulas estimate capacityDocument11 paginiDynamic pile formulas estimate capacityFaheem Ali AsgharÎncă nu există evaluări
- CH 5 Coordination CompoundsDocument53 paginiCH 5 Coordination Compoundsgerawop972Încă nu există evaluări
- Naclar Natural: Surface DisinfectantDocument4 paginiNaclar Natural: Surface DisinfectantMarkus PerrevoortÎncă nu există evaluări
- Utilizing Waste Coconut Fibers and Rice Husk Ash As Aggregates in Mix Proportioning of Concrete Hollow BlocksDocument44 paginiUtilizing Waste Coconut Fibers and Rice Husk Ash As Aggregates in Mix Proportioning of Concrete Hollow BlocksDianna GwennÎncă nu există evaluări
- SOBM Calculation SheetDocument15 paginiSOBM Calculation SheetChintan GohelÎncă nu există evaluări
- 8-2 Salt CementDocument23 pagini8-2 Salt CementLenin DiazÎncă nu există evaluări
- Beton Dizayn ProgramiDocument4 paginiBeton Dizayn Programibarış sökeÎncă nu există evaluări
- Morphology of PolymersDocument7 paginiMorphology of PolymersYounis Muhsin100% (1)
- Rigid PavementDocument2 paginiRigid Pavementanatoink2Încă nu există evaluări
- Aroma Chemistry Smell of BooksDocument1 paginăAroma Chemistry Smell of BooksEstefanía Gómez RodríguezÎncă nu există evaluări
- Cofran Marathon Premium 15w40 enDocument1 paginăCofran Marathon Premium 15w40 enAhmed KabbajÎncă nu există evaluări
- Platinum Silicone Paint Base: Product OverviewDocument2 paginiPlatinum Silicone Paint Base: Product OverviewGrace LÎncă nu există evaluări
- Annex II - AMC 20-29Document36 paginiAnnex II - AMC 20-29Victor Manuel Peña EsparteroÎncă nu există evaluări
- Caesar II Static TrainingDocument312 paginiCaesar II Static TrainingMed Rjeb100% (1)
- FICHA DE SEGURIDAD DE DE GRASA SANITARIA FM - CSC - EpDocument6 paginiFICHA DE SEGURIDAD DE DE GRASA SANITARIA FM - CSC - EpControl de Calidad MontefioriÎncă nu există evaluări
- Moles and Equations WorksheetDocument3 paginiMoles and Equations WorksheetArshad KhanÎncă nu există evaluări
- SOW - Improvement of Twelve (12) Units StaffhousesDocument14 paginiSOW - Improvement of Twelve (12) Units StaffhousesKathleen A. PascualÎncă nu există evaluări
- Subgrade Rutting Flexible PavementDocument5 paginiSubgrade Rutting Flexible PavementPalak ShivhareÎncă nu există evaluări
- NC-559-ASM Rev 0510Document2 paginiNC-559-ASM Rev 0510electrosysro8560Încă nu există evaluări
- The Wafflemat™ Foundation Forming System: On-Grade Mat Foundation For Expansive, Collapsible and Rocky SoilsDocument25 paginiThe Wafflemat™ Foundation Forming System: On-Grade Mat Foundation For Expansive, Collapsible and Rocky Soilshumbert14000100% (1)
- Finite Element Analysis For Stresses in Thin Walled Pressurized Steel CylindersDocument5 paginiFinite Element Analysis For Stresses in Thin Walled Pressurized Steel CylindersGUSTAVO ADOLFO SILVA QUIBANOÎncă nu există evaluări
- Hazardous Waste Board For Outside GateDocument4 paginiHazardous Waste Board For Outside GateJayant Kumar Jha100% (1)
- Suspended Solids: Unequal Results From Equal Methods: MDL's and Sample VolumesDocument6 paginiSuspended Solids: Unequal Results From Equal Methods: MDL's and Sample VolumesDaniel ZamoraÎncă nu există evaluări
- All Cable Lugs and Connectors CatalogDocument28 paginiAll Cable Lugs and Connectors CatalogTaufiq HidayatÎncă nu există evaluări