Documente Academic
Documente Profesional
Documente Cultură
Rapport-BattasOuhsaine PFE
Încărcat de
amineTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Rapport-BattasOuhsaine PFE
Încărcat de
amineDrepturi de autor:
Formate disponibile
Projet de Fin dEtude
Ddicaces
Nous ddions ce modeste travail :
A nos parents, nos frres, nos surs et tous les membres de nos
familles pour leurs sacrifices ;
A Tous nos amis(es) avec lesquels nous partageons les moments
forts dans notre vie ;
A tous ceux qui nous ont aids de prs ou de loin pour la
ralisation de notre projet ;
Et tous ceux et celles que nous aimons et qui nous aiment
i
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Remerciements
Aprs nos louanges Dieu, et au terme de notre stage de fin dtudes,
nous tenons exprimer nos remerciements les plus sincres Monsieur El
Daoud BOUGAZZOUL, Directeur du Maroc Phosphore 3 & 4 , ainsi que
Monsieur Ahmed MIR, Directeur de lEcole Nationale des Sciences Appliques,
pour nous avoir accord lopportunit dapprofondir nos connaissances
professionnelles.
Nous prsentons nos sincres remerciements notre parrain de stage
M. Mounir EL MOUNSIF, dencadrer ce prsent projet, et aussi pour la qualit
de son encadrement, ses prcieux conseils, ses encouragements, ses
fructueuses orientations et son soutien tout au long du droulement de ce
stage.
Nos vifs remerciements vont aussi notre encadrant de lcole M.
Rachid MIR, pour sa disponibilit, son soutien et toute laide considrable
quelle nous a fournie.
Nos meilleurs remerciements sadressent M. FEDDAOUI qui nous a mis
en contact avec notre encadrant de stage.
Notre profonde gratitude sadresse galement M. BENIS, M. EL
METTAT, M. AKLI pour leurs collaboration, leurs disponibilit et leurs
directives toujours constructives. Merci galement toute lquipe de latelier
phosphorique, pour leurs conseils durant toute la priode de stage, en
particulier Mrs : MAAGOUL, NACHAT, TRAIBI, ASSAD, ELHANINE, EL ALAMI
et lensemble des collaborateurs de CIJ/PA.
Nos vifs remerciements sadressent aussi aux membres du jury qui nous
ont honors, ainsi quau corps administratif et professoral de lEcole
Nationale des Sciences Appliques dAgadir (ENSA), particulirement les
enseignants du dpartement de Gnie des Procds de lEnergie et de
lEnvironnement.
A tous merci.
ii
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Avant-propos
LEcole Nationale des Sciences Appliques dAgadir est une cole dingnieurs, inaugure
en 1999, offrant une formation en plusieurs disciplines (Gnie Informatique, Gnie
Industriel et Gnie des Procds de lEnergie et de lEnvironnement) et dlivrant un
diplme dIngnieur dEtat.
La dernire anne de la formation est marque par un projet effectu dans le domaine
industrie, la vocation de ce projet est de couronner la formation des laurats par une
confrontation avec le monde du travail o ltudiant est amen appliquer toutes ses
connaissances thoriques sur le terrain, et relever tous les dfis concernant sa vie
professionnelle.
Le stage de fin d'tudes demeure une exprience grande valeur ajoute dans la
formation des laurats. En effet, cest une porte qui spare dun pas, une tape estudiantine
prochainement acheve et un lan vers une vie professionnelle ambitieuse.
iii
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Rsum
La fabrication de l'acide phosphorique par le biais du procd dihydrate repose sur le
phnomne de la cristallisation de gypse.
Une bonne conversion du
dans la cuve dattaque exige une bonne cristallisation du
gypse et une bonne formation de cristaux assurant une filtration efficace.
Notre objectif est damliorer le rendement chimique de la section attaque-filtration en
favorisant les conditions de la cristallisation de sulfate de calcium (gypse) et la rduction
des pertes en P2O5 (syncristallis, inattaqu et soluble eau).
Ce travail vise { tudier linfluence des paramtres notamment le taux de sulfate libre,
la temprature de la cuve dattaque et le titre en P2O5 dacide produit sur la
cristallisation de gypse et par consquent sur le rendement chimique.
A laide dun plan dexprience factoriel complet dont le but est de rduire le nombre
dexprience et daboutir aux rsultats avancs avec plus defficacit, nous avons
modlis le systme tudi en valuant la part de chaque facteur. La marge optimale
trouve de chaque paramtre est :
Taux de sulfate [23 25 g/l] ;
Temprature [81 - 82 C] ;
Titre en P2O5 dacide produit [25 - 26 %].
Le facteur qui a la grande part dinfluence, conditionne les autres paramtres et agit sur
la cristallisation de gypse, cest le taux de sulfate. Pour travailler { des valeurs optimales
de ce dernier afin dviter au maximum les pertes en P2O5. Il faut recycler plus de
bouillie vers le flash cooler. Cest pour cette raison quon a redimensionn la pompe de
circulation de la bouillie P20 en se basant sur un bilan thermique et un bilan matire
partiel de sulfate libre. Le dbit de la pompe trouv est 10000m3/h, ce qui permet de
rduire le taux de sulfate dans le digesteur 24,6g/l.
En plus de cette modification et afin damliorer davantage le rendement chimique, nous
avons ajout un agent floculant facilitant lagglomration des cristaux avec
loptimisation de sa consommation spcifique.
Ltude est conclue par une valuation technico-conomique des modifications
proposes afin de dterminer le gain annuel ralis.
iv
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Abstract
The manufacture of phosphoric acid through the process dihydrate is based on the
phenomenon of crystallization of gypsum.
A good conversion of P2O5 in the tank attack requires a good crystallization of gypsum
and a good crystal formation providing efficient filtration.
Our goal is to improve the chemical yield of the section attack-filtration by promoting
conditions of crystallization of calcium sulfate (gypsum) and reducing losses of P2O5
(Cocrystallized, unattacked and soluble in Water).
This work aims to study the influence of parameters including the rate of free sulfate,
the temperature of the tank attack and the percentage of P2O5 of produced on the
crystallization of gypsum and therefore on the chemical yield.
Using a full factorial experimental plan that aims to reduce the number
of experiment and achieve advanced results more effectively, we modelled the studied
system by assessing the share of each factor. The optimum margin of each parameter is
found:
Rate of sulfate [23-25 g / l];
Temperature [81-82 C];
Title P2O5 produced acid[25-26%].
The factor that has much influence, affects other parameters and acts on the
crystallization of gypsum,is the rate of sulfate. In order to work with optimum values of
the sulfate to avoid the loss of P2O5 as much as possible. We must recycle more of slurry
towards the flash cooler. For this reason we have resized the circulating pump of the
porridge P20 by using heat balance and a partial material balance of free sulfate. The
pump flow found is 10000m3 / h, which reduces the rate of sulphate in the digester at
24.6 g / l.
In addition to this change and to further improve the chemical yield, we added a
flocculant to facilitate the agglomeration of crystals with the optimization of their
specific
consumption.
The study is concluded by a techno-economic evaluation of proposed changes to
determine the annual gain realized.
v
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Nomenclature
Dsignation
Signification
Facteur pre-xponentiel
Dsignation
Dbit de bouillie recycle vers flash
cooler par la pompe P20.
Dbit du fluide
Vitesse de germination
Concentration de lacide sulfurique
(
)
Coefficient de rsistance de la bille
Dbit filtrat bouillie
Capacit horaire
Chaleur spcifique dacide de retour
Capacit calorifique de la bouillie
Dbit de lacide produit
Dbit Phosphate
Dbit de
produit
Chaleur spcifique du Phosphate
Chaleur spcifique de lacide sulfurique
Dbit de la matire solide
Dbit dacide sulfurique
Consommation spcifique
Dbit total de lacide sulfurique {
Concentration de transport
Dbit de lacide sulfurique {
Densit filtrat bouillie
Densit de la bouillie
Diamtre de la bille
Diamtre de la tuyauterie
Constante de Becker-Dring
Constante des gaz
Rendement chimique
Section de la conduite
Sursaturation thermodynamique
Sursaturation relative
Temprature dacide de retour
Impurets dans lacide produit
S
s
S
Teneur de lacide sulfurique dans la
filtration
Acclration de la pesanteur
Enthalpie libre
L
M
n
N
P
Signification
Humidit de phosphate
Humidit de lair
Humidit du gypse
Enthalpie de la raction
Pertes de charges
Temprature de la bouillie
Temprature dentr du phosphate
Constante de Boltzmann
Longueur de tuyauterie
Masse molaire
Nombre de moles
Nombre dAvogadro
Teneur de P2O5 dans le phosphate
Teneur de
dans le filtrat
Teneur de
dans lacide de retour
Teneur de
dans lacide produit
Teneur de
dans le phosphate
Dbit de
dans lacide produit
Dbit de
dans lacide de retour
Pression de vapeur du liquide pomp
Dbit volumique dair
Dbit acide produit
Dbit dacide de retour
Dbit de lacide sulfurique
Taux de solide de bouillie
Temprature dacide sulfurique
Vitesse moyenne du fluide
Vitesse de sdimentation
Hauteur manomtrique totale
Activit du solut
Coefficient d activit du solut
Rugosit de la conduite
Viscosit dynamique
Coefficient de perte de charge linique
Potentiel chimique
Niveau de sursaturation
Viscosit cinmatique du fluide
Coefficient de perte de charge singulire
Masse volumique de lair
Masses volumique de l lacide de retour
Masses volumique de lacide sulfurique
Masse volumique du fluide
Masse volumique de la matire solide
Taux dattaque
Taux de sulfate dans lacide de retour
Taux de sulfate dans la bouillie
Dbit bouillie
vi
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Liste des figures
Figure 1 : Schma de principe dune ligne de broyage selon le procd Rhne Poulenc.6
Figure 2 : Schma de principe dune ligne de broyage selon le procd JORF8
Figure 3 : Influence de la temprature et de la teneur en P2O5 sur la forme du sulfate de calcium.11
Figure 4 : Schma du cristallisoir par voie sche...17
Figure 5 : Schma du cristallisoir par voie humide..17
Figure 6 : Diagramme de solubilit.20
Figure 7 : Concept de la germination.21
Figure 8: nergie libre dactivation de nuclation homogne en fonction du rayon du germe22
Figure9: Mcanismes de croissance des dislocations vis..24
Figure 10: Croissance selon la thorie de Kossel...25
Figure 11: Mcanisme de la Croissance bidimensionnelle et talement de couche.25
Figure 12: Etapes de la croissance dun produit en solution aqueuse..26
Figure 13 : Reprsentation schmatique des diffrents stades de lagglomration des particules27
Figure 14 : Phnomne de saturation et sursaturation de sulfate de calcium.28
Figure 15: Forme typique dun cristal de gypse.29
Figure 16 : Cristaux de la forme dihydrate
...29
Figure 17 : Cristaux de la forme hmihydrat29
Figure 18: Influence du taux de sulfate sur les pertes en P2O5 inattaqu30
Figure 19 : Influence des teneurs de sulfate sur lattaque des grains des phosphates...31
Figure 20 : Phnomne de blocage dattaque..31
Figure 21 : Rseau explicatif des pertes en P2O5 syncristallis...32
Figure 22 : Prsence des zones de haute et de faibles concentrations en sulfate..33
Figure 23: Perte totale en P2O5 insoluble en fonction des taux en sulfate33
Figure 24 : Influence de la taille des cristaux sur la filtration34
Figure25 : Pertes en P2O5 soluble eau en fonction du taux de lavage.34
Figure 26 : Schma explicatif de la section filtration...41
Figure 27 : Schma explicatif de la section attaque-filtration dune ligne REVAMPING46
Figure 28: Effet de la concentration de lacide phosphorique pur sur la pression de vapeur49
Figure 29 : Influence du titre en P2O5 dacide produit sur les pertes en P2O5 soluble eau58
Figure 30 : influence du titre en P2O5 dacide produit sur la productivit et le rendement chimique58
Figure 31 : Influence du taux de sulfate sur les pertes en P2O5 syncristallis ..59
Figure 32 : Influence du taux de sulfate sur les pertes en P2O5 inattaqu....59
Figure 33: Influence de taux de sulfate sur le rendement chimique..59
Figure 34 : Influence de la temprature sur le rendement chimique60
Figure 35: Influence du titre en P2O5 dacide produit sur les pertes en P2O5 soluble eau61
Figure 36: influence du titre en P2O5 dacide produit le rendement chimique et la productivit..61
Figure 37: Influence du taux de sulfate sur les pertes en P2O5 syncristallis.62
Figure 38 : Influence de taux de sulfate sur les pertes en P2O5 inattaqu ...62
Figure 39: Influence de taux de sulfate sur le rendement chimique..62
Figure 40: Influence de la temprature sur le rendement chimique.63
Figure41 : Taux de solide en fonction du rendement chimique...64
Figure 42 : Plan dexprience sur le tableau JMP...70
Figure 43: Rendement chimique en fonction de la temprature.71
Figure 44 : Rendement chimique en fonction de taux de sulfate.71
Figure 45 : Rendement chimique en fonction de titre dacide produit.72
Figure 46: Rendement chimique en fonction du taux de sulfate..72
Figure 47: Graphique disorponses pour le rendement chimique....73
Figure 48 : Schma explicatif de circuit de circulation de la bouillie.75
Figure 49: Recirculation de la bouillie.....80
Figure 50 : Rendement de la filtration en fonction de la consommation du floculant85
Figure 51 : Boucles de rgulation du dbit du floculant86
vii
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Liste des tableaux
Tableau1 : Composition de phosphate.37
Tableau2 : Analyse du gypse..37
Tableau3 : Taux dattaque38
Tableau4 : Dbits de tous les constituants de phosphate.39
Tableau 5 : Quantit dacide pour chaque raction dattaque de phosphate.......40
Tableau 6: Tableau rcapitulatif du bilan de matire.....45
Tableau7 : Chaleur des ractions mises en jeu47
Tableau 8: Suivi du taux de solide da la ligne D..63
Tableau 9 : Analyse des chantillons de gypse63
Tableau 10 : Illustre les niveaux des facteurs..64
Tableau 11 : Nombre dessai en fonction de la distribution des niveaux de facteurs.65
Tableau 12: Pertes de charge singulires...77
Tableau13 : Quantit de chaleur des ractifs entrants...78
Tableau14 : Tableau rcapulatif du bilan de taux de sulfate en fonction du dbit de recirculation..79
Tableau15 : Fiche technique des pompes (P20).83
Tableau 16: Variation du dbit de la pompe du floculant.83
Tableau 17: Rsultats de lessai dajout du floculant...84
Tableau 18 : Calcul du cot dinvestissement et de fonctionnement (1)87
Tableau 18 : Calcul du cot dinvestissement et de fonctionnement(2).....87
viii
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Sommaire
Ddicaces
Remerciements
Avant propos
Rsum-Abstract
Nomenclature
Liste des figures
Liste des tableaux
Introduction gnrale1
CHAPITRE I : Champ dapplication...3
Partie 1 : Prsentation du champ dapplication
I. Prsentation du ple chimie Jorf Lasfar.....4
II. Prsentation du Maroc phosphore III & IV.5
III. Description de latelier phosphorique du Maroc phosphore III&IV..5
III.1. Units de broyage et dattaque filtration { latelier phosphorique MPIII & IV6
III.2. Unit de stockage dacide { 29% en P2O5...9
III.3. Unit de concentration..9
III.4. Unit de stockage dacide { 54% en P2O5...9
Partie 2 : procd de fabrication dacide phosphorique
I. Gnralits sur lacide phosphorique10
I.1. Production dacide phosphorique par la voie thermique10
I.2. Production dacide phosphorique par la voie humide10
II. Etapes de fabrication dacide phosphorique par le procd dihydrate13
II.1. Broyage du phosphate..13
II.2. Attaque du phosphate par lacide sulfurique concentr.13
II.3. Filtration...14
II.4. Concentration15
II.5. Dcoloration et purification..15
CHAPITRE II : Notions thoriques sur la cristallisation..16
I. Dfinitions.17
I.1. Solubilit.18
I.2. Sursaturation...19
I.3. Diagramme solubilit-sursaturation.20
II. Etapes de la cristallisation.21
II.1. Nuclation21
II.2. Croissance24
II.3. Agglomration...26
III. Cristallisation du sulfate de calcium..28
III.1. Cristaux de gypse...29
III.2. Origines des pertes en P2O530
III.2.1. Perte en P2O5 inattaqu..30
III.2.2. Blocage dattaque...30
ix
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.2.3. Perte en P2O5 syncristallis.31
III.2.4. Perte en P2O5 soluble eau 33
CHAPITRE III : Diagnostic & Analyses.35
I. Situation du problme36
II. Bilan de matire...........36
III. Bilan thermique..46
IV. Paramtres de marche de la section attaque filtration...51
IV.1. Agitation de la cuve dattaque51
IV.2. Temprature de la cuve dattaque...52
IV.3. Concentration de lacide produit..52
IV.4. Teneur en sulfate libre52
IV.5. Taux de solide..53
IV.6. Qualit du phosphate dalimentation.53
CHAPITRE IV : Expriences & Rsultats56
I. Etude des paramtres influenant la cristallisation de gypse57
II. Analyse des donnes..57
II.1. Procd Jorf (REVAMPING) ..57
II.2. Procd RHONE POULENC61
II.3. Influence du taux de solide63
III. Evaluation de la part de chaque facteur sur le rendement chimique66
III.1. Construction du modle.68
III.2. Vrification du modle69
III.3. Interprtations des rsultats du plan dexpriences74
CHAPITRE V : Proposition des amliorations..75
I. Redimensionnement de la pompe de circulation P2075
I.1. Pompes et machines hydrauliques.76
I.2. Relations de calcul de pertes de charges et hauteur manomtrique.78
I.3. Dimensionnement de la pompe83
II-Optimisation de la consommation spcifique du floculant83
II.1. Ajout du floculant85
II.2. boucle de rgulation..86
III. Etude technico-conomique des modifications proposes..86
III.1. Proposition 186
III.2. Proposition 287
III.3. Etude de la rentabilit du projet...88
Conclusion gnrale.89
Bibliographie91
Annexes...92
Annexe 1.93
Annexe 2.94
Annexe 3.95
Annexe 4.99
x
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Introduction gnrale
Dans lobjectif dabriter la premire plate forme chimique mondiale, damliorer la
qualit de ces produits, daugmenter le potentiel de production, de rduire les cots, de
moderniser les installations et de renforcer sa position sur le march international, le
Groupe OCP, en plus de plusieurs projets de dveloppement
qui mne dans les
diffrentes zones de production, a implant une politique de dveloppement continue.
Cette stratgie de leadership, qui vise damliorer les performances de ces units
repose sur le principe de lamlioration continue. Dans ce contexte, sinscrit notre projet
intitul Etude du phnomne de la cristallisation de gypse et son impact sur la
section attaque filtration.
La production de lacide phosphorique 54 % P2O5 au niveau de latelier
phosphorique de la plate forme Maroc Phosphore 3 & 4 Jorf Lasfar, passe par trois
tapes : broyage, attaque filtration, concentration et stockage. La section attaquefiltration qui a abrite notre projet de fin dtude, reprsente le cur du procd vu
quelle conditionne toute la chaine de production en aval.
Lattaque du minerai broy (phosphate) par un acide fort (acide sulfurique) donne
naissance la cristallisation du gypse { ltat dihydrate, qui conditionne par la suite la
sparation liquide-solide du gypse et de lacide phosphorique 29% de P2O5.
Lobjectif de notre tude est damliorer les performances de la section attaquefiltration, et cela moyennant ltude du phnomne de la cristallisation de gypse et son
impact sur ladite section.
Dans ce cadre, il nous a t demand de :
Etablir un bilan matire et thermiques de la section attaque- filtration ;
Etablir une tude bibliographique sur le phnomne de la cristallisation ;
Etablir
un diagnostic qui rsume les diffrents paramtres, lments qui
conditionnent la cristallisation.
Evaluer la part de chaque lment sur le mcanisme et trouver un optimum.
Proposer
des solutions techniques qui peuvent booster le phnomne et
amliorer la performance de la section.
1
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Faire
une tude technico-conomique des solutions proposes afin de se
prononcer sur les solutions retenues.
Afin de mener ce travail et datteindre les objectifs dsirs on a adopt le plan suivant :
En premier lieu, nous avons commenc par une description des diffrents procds
de production dacide phosphorique, ensuite nous avons tablit un bilan massique et
thermique pour matriser le circuit de fabrication dacide phosphorique et de
dterminer les paramtres de marche qui conditionnent la chaine de production.
La deuxime partie est consacre { ltude des facteurs qui influent la cristallisation du
gypse et lvaluation de la part de chaque paramtre sur le rendement chimique de
latelier.
En troisime partie,
on va prsenter une tude technique des diffrentes
modifications raliser au niveau des circuits et des units pour amliorer le rendement
chimique de conversion de P2O5, ainsi que lvaluation conomique des cots de ces
amliorations.
2
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
CHAPITRE
I
Champ dapplication
Partie 1 : Prsentation du champ dapplication
I- Prsentation du ple chimie Jorf Lasfar
II- Prsentation du Maroc phosphore III & IV
III- Description de latelier phosphorique du Maroc phosphore III&IV
Partie 2 : procd de fabrication dacide phosphorique
I-Gnralits sur lacide phosphorique :
II-Etapes de fabrication dacide phosphorique par le procd dihydrate:
Rsum
Ce chapitre donne une prsentation restreinte du champ
dapplication de notre projet de fin dtude ainsi que la description
du procd de fabrication dacide phosphorique.
3
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Partie 1 : Prsentation du champ dapplication
Le Groupe OCP est spcialis dans lextraction, la valorisation et la commercialisation
de phosphates et de produits drivs. Chaque anne, plus de 24 millions de tonnes de
minerais sont extraites du sous-sol marocain qui recle les trois-quarts des rserves
mondiales [1]. Principalement utilis dans la fabrication des engrais, le phosphate
provient des sites de Khouribga, Bengurir, Youssoufia et Boucra-Layoune. Selon les
cas, le minerai subit une ou plusieurs oprations de traitement (criblage, schage,
calcination, flottation, enrichissement { sec). Une fois trait, il est export tel quel ou
bien livr aux industries chimiques du Groupe, Jorf Lasfar ou Safi, pour tre
transform en produits drivs commercialisables : acide phosphorique de base, acide
phosphorique purifi, engrais solides.
Premier exportateur mondial de phosphate sous toutes ses formes, le Groupe OCP
coule 95% de sa production en dehors des frontires nationales. Oprateur
international, il rayonne sur les cinq continents de la plante.
Moteur de lconomie nationale, le Groupe OCP joue pleinement son rle dentreprise
citoyenne. Cette volont se traduit par la promotion de nombreuses initiatives,
notamment en faveur du dveloppement rgional et de la cration dentreprise.
Dans un contexte de concurrence accrue, le Groupe OCP poursuit la politique de
consolidation de ses positions traditionnelles et dveloppe de nouveaux dbouchs.
Avec une exigence sans cesse raffirme : amliorer la qualit de ses produits tout en
maintenant un niveau lev en matire de scurit et de protection de lenvironnement.
I. Prsentation du ple chimie Jorf Lasfar
Dans le cadre du dveloppement continu en matire de valorisation des phosphates,
le groupe OCP a bti en 1986 sur le site de Jorf Lasfar El Jadida le complexe industriel
Maroc-Phosphore III & IV pour la production des acides phosphorique et sulfurique et
des engrais, et par la suite le groupe a fond dautre units de production (EMAPHOS,
IMACID et d'autres) en partenariat avec des groupes industriels internationaux.
EMAPHOS: Euro Maroc Phosphore (33,33% OCP, 33,33% Prayon, 33,33% CFB
Allemagne) ;
IMACID: (33% OCP, 33% Chambal Fertiliser-Inde et 33% Tata Chemicals
Limited) ;
Pakistan Maroc Phosphore ;
Bunge Maroc Phosphore.
Le site Jorf Lasfar stend sur une superficie denviron 1700 ha, { 20 km d'EL Jadida. Le
choix de cet emplacement a pris en considration la position stratgique de la rgion :
Proximit des zones minires permettant son alimentation en phosphate
(Khouribga) ;
Existence dun port { tirant deau important ;
Disponibilit de leau de mer et deau douce ;
Disponibilit de terrains pour les extensions futures.
4
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II. Prsentation du Maroc phosphore III & IV
Aprs le complexe industriel MAROC PHOSPHORE I et II Safi, le groupe OCP a dcid
de raliser le complexe industriel MAROC PHOSPHORE III-IV Jorf Lasfar pour doubler
sa capacit de valorisation des phosphates. Ce complexe qui a dmarr en 1986, permet
de produire annuellement :
1,7 Millions de tonnes P2O5 dacide phosphorique ;
1,8 Millions de tonnes quivalent DAP (Di-Ammonium Phosphates).
Cette production ncessite la transformation denviron :
6,5 millions de tonnes de phosphates extraites des gisements de Khouribga ;
0,41 Millions de tonnes dammoniac ;
1,8 Millions tonnes de soufre ;
16,5 Millions m3 deau de procd ;
650 Millions m3 deau de mer.
Lapport nergtique ncessaire { cette transformation est fournie par trois groupes
turboalternateur de 37,4 MW chacun, fonctionnant au moyen de la vapeur haute
pression produite par la chaleur dgage par la combustion du soufre au niveau de
l'atelier sulfurique.
III. Description de latelier phosphorique du Maroc phosphore III&IV
Latelier phosphorique de Maroc Phosphore III & IV, a dmarr dans lobjectif de
raliser une production annuelle de 1 420 000 tonnes de P2O5 sous forme dacide
phosphorique 29 %, en exploitant huit lignes identiques selon le procd Rhne
Poulenc, chacune est dune capacit unitaire journalire de 550 t P2O5.
Pour faire face { laccrue de la demande du march mondial en matire dacide et
engrais, latelier phosphorique se trouvait dans la ncessit daugmenter la production
de ces lignes. Cest ainsi que latelier phosphorique a connu le projet du Revamping des
lignes dattaque-filtration.
Le Revamping dsigne toute modification de linstallation dont lobjectif est daugmenter
la productivit, il visait :
Laugmentation de la capacit nominale de lunit de broyage de phosphate de 90
t/h 130 t/h ;
Laugmentation de la capacit de production dacide phosphorique 29% P2O5 de
550 tP2O5/j 750 tP2O5/j pour chaque ligne.
Ce projet a permis de renforcer la productivit de lunit dattaque filtration de latelier
phosphorique de 40% tout en maintenant le mme rendement chimique et le mme titre
dacide produit.
Latelier phosphorique du Maroc phosphore III & IV est divis en deux zones identiques,
Nord et Sud. Chaque zone est compose de quatre lignes de production. Chacune des
lignes comprend les units suivantes :
5
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
unit de broyage du phosphate ;
unit dAttaque Filtration ;
unit de stockage dacide { 29% en P2O5 ;
unit de concentration ;
unit de stockage dacide { 54% en P2O5.
III.1. Units de broyage et dattaque filtration latelier phosphorique MPIII & IV
III.1.1 Procd Rhne Poulenc
Latelier de fabrication de lacide phosphorique 29% dispose de trois lignes de
production selon le procd Rhne Poulenc comprenant:
a) Unit Broyage
Le phosphate brut est aliment par une trmie comportant un extracteur vibrant qui
assure le dbit ncessaire pour lattaque. Cet extracteur alimente un transporteur {
bande qui achemine le phosphate vers llvateur { godets passant par un dfrailleur
pour enlever les pices mtalliques qui prsentent un danger pour les quipements. Le
phosphate passe par deux couloires vibrants pour alimenter par la suite les cribles. Le
refus est introduit par gravit dans le broyeur afin de faire le circuit ferm et rejoindre le
phosphate brut dans llvateur { godets, alors que le passant est repris par une
aroglissire et ensuite un second lvateur godets avant dtre achemin vers
lattaque par le biais dun redler. Le surplus est rcupr dans le silo de stockage et peut
tre extrait par fluidisation [Annexe N1].
Figure 1 : Schma de principe dune ligne de broyage selon le procd Rhne Poulenc.
b) Unit Attaque filtration
Section attaque
Elle est constitue dune seule cuve agite dans laquelle seffectue lattaque du
phosphate broy par lacide sulfurique en prsence dacide de retour. La cuve est
quipe dun agitateur central qui assure lhomognisation, quatre disperseurs dacide
sulfurique et six refroidisseurs pour le refroidissement de la bouillie. Ce refroidissement
seffectue par balayage dair qui vacue les effluents gazeux de la cuve vers le circuit
dassainissement comportant un venturi et une tour de lavage pour subir un lavage par
leau avant dtre vacus par la chemine. Cette eau rcupre est utilise pour le
lavage des toiles des filtres. La cuve dborde dans une cuve de passage avant que la
6
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
bouillie soit achemine vers le filtre, cette cuve de passage a pour but de maintenir un
niveau constant dans la cuve dattaque [Annexe N1].
Section filtration
La bouillie forme dans la section attaque doit tre filtre pour rcuprer lacide
produit et vacuer le gypse, lopration de filtration permet de sparer lacide
phosphorique du gypse. Elle seffectue sur un support sous vide. La suspension est
tablie sur une toile o seffectue la formation du gteau de gypse subissant ensuite un
lavage { lacide faible (1er lavage) puis { leau chaude 60C (2me lavage) pour minimiser
les pertes en P2O5 soluble eau. Le lavage des toiles se fait avec leau de procd et assur
par des rangs de pulvrisateurs adquats et rglables en direction et recouvrant la
largeur de la table, le filtrat du secteur lavage toiles constitue leau gypseuse du
deuxime lavage.
La filtration se termine par lvacuation du gypse vers la mer et la prparation du
support { un nouveau cycle. Tandis que lacide produit { 29% de P2O5 est envoy vers le
stockage et lacide moyen recycl vers la cuve dattaque.
La filtration se fait au moyen dun filtre de type UCEGO. Il comporte essentiellement une
table tournante fonctionnant sous vide. Il est constitu de cinq secteurs :
Le prsecteur ;
Le secteur dacide fort ;
Le secteur dacide moyen ;
Le secteur dacide faible ;
Le secteur de lavage des toiles.
III.1.2 Procd JORF (REVAMPING)
Le nouveau procd de production de lacide phosphorique mis au point sur cinq
lignes de fabrication dacide phosphorique, est fond sur laugmentation de la capacit
nominal de production dacide 29% de 550 { 750 t P2O5/j/ligne, soit une augmentation
de capacit de 40% grce aux amliorations au niveau du broyage et de la section
dattaque.
a) Unit Broyage
Lamlioration introduite aux units broyage des lignes REVAMPING consiste
augmenter la charge broye tout en passant au circuit ouvert : le refus des cribles est
achemin par gravit au broyeur , une fois broy il rejoint le passant des cribles par le
biais dun redler (02/T19) puis le produit alimente le redler (02/T13) par le redler
(02/T10) qui a remplac laroglissire, ainsi le reste du circuit est semblable avec le
circuit Rhne Poulenc.
7
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Figure 2 : Schma de principe dune ligne de broyage selon le procd JORF
b) Unit attaque-filtration
Le principe repose sur laugmentation du volume ractionnel par linstallation dun
digesteur agit et sur laugmentation de la capacit de refroidissement au moyen
dvaporation deau sous vide dans le Flash cooler. Dans ce dernier, lacide sulfurique
ncessaire { la raction est introduit par un injecteur dilueur qui reoit lacide moyen
recycl. Lacide sulfurique est ainsi dilu et mlang { la bouillie en circulation pour
assurer une bonne homognisation et viter les surconcentrations locales dacide
sulfurique. La bouillie est introduite par le pied du Flash cooler et dborde dans une
jambe baromtrique plongeant dans le digesteur. La chaleur de dilution est extraite par
une vaporation sous vide.
Le phosphate broy alimente une trmie tampon, puis est extrait avec un dbit rgul
par le doso-mtre, ainsi il est achemin vers le digesteur par deux redlers. Le phosphate
alimente une jupe qui affleure la surface de la bouillie pour viter tout entrainement du
phosphate par le courant dair balayant le digesteur.
La bouillie scoule vers la cuve dattaque par trop plein, elle est refroidie au moyen des
agitateurs de la surface et le ventilateur dassainissement afin de maintenir la
temprature voisine de 80C. Le rle de la cuve dattaque est de parfaire la raction en
offrant plus de temps de sjour et promouvoir la cristallisation du gypse.
Leau de mer du condenseur des effluents du Flash cooler est achemine vers la trmie
gypse afin de rpulper le gypse produit vers la mer. Tandis que lacide produit { 29% de
P2O5 est envoy vers le stockage et lacide moyen est recycl vers la cuve dattaque
[Annexe N2].
8
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.2. Unit de stockage dacide 29% en P2O5
Chaque ligne de production dispose de deux bacs de stockage et un dcanteur
interconnects. Lacide produit passe successivement dans :
Le dsursaturateur quip des chicanes et dun agitateur pour le refroidissement
et lhomognisation de lacide ;
Le dcanteur : quip dun racleur, il assure la sparation liquide-solide. Les
boues obtenues sont recycles par une pompe vers la cuve dattaque ;
Un bac intermdiaire qui sert au stockage dacide { 29% en P2O5 dcant et
refroidie, et assure lalimentation de lunit concentration.
III.3. Unit de concentration
Lunit de concentration est destine { la production dacide phosphorique { 54% en
P2O5 { partir de lacide { 29% en P2O5. Cette unit est compose de deux chelons par
ligne de concentration. Le principe de la concentration se base sur lvaporation sous
vide de leau et des matires volatiles contenues dans lacide.
Chaque chelon est constitu essentiellement de :
Un changeur { blocs de graphite destin au rchauffage de lacide ;
Un bouilleur o seffectue la sparation acide / vapeur { une pression de 60 mm
Hg et une temprature de 78C ;
Un condenseur o seffectue la condensation des vapeurs dgags du bouilleur,
o ils subissent un lavage { leau de mer. Les gaz non condenss sont envoys
vers une batterie djecteurs pour tre lavs par leau de mer avant dtre
vacus vers latmosphre.
III.4. Unit de stockage dacide 54% en P2O5
Le march international demande une teneur en P2O5 suprieure ou gale 54%
avec un taux de solide infrieure { 0.5%, do lunit de stockage du non clarifi 54% en
P2O5. Les quipements principaux :
Dsursaturateur ;
Dcanteur ;
bac de stockage.
9
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Partie 2 : Procd de fabrication dacide phosphorique
I. Gnralits sur lacide phosphorique
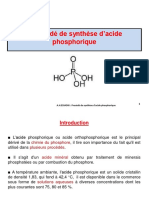
Lacide phosphorique est un solide cristallin de densit 1,83 qui fond { 42,35 C. Il est
ordinairement stock et vendu sous forme de solution, cest le principal driv actuel de
la chimie du phosphore, est un intermdiaire indispensable pour llaboration de
plusieurs produits notamment :
Dans la chimie minrale : les engrais, les dtergents, lalimentation animale, le
traitement des mtaux,.. ;
Dans la chimie organique : les plastifiants, les insecticides, les additifs pour
essences et huiles lubrifiantes,. ;
Aussi utilis dans les industries pharmaceutiques et peut tre employ comme
ingrdient de boissons non alcoolises et ciments dentaires.
L'acide phosphorique peut tre fabriqu selon deux procds de base partir des
phosphates naturels :
Le premier par voie thermique en oxydant le phosphore ;
Le second par voie humide en procdant par une attaque des phosphates
moyennant un acide fort.
I.1. Production dacide phosphorique par la voie thermique
Lacide phosphorique destin { la fabrication de phosphates alimentaires ou
techniques peut tre labor par voie thermique, par rduction de phosphate naturel, en
prsence de coke et de silice, au four lectrique. Le phosphore obtenu est oxyd en P 2O5
puis hydrat en acide. Les ractions de fabrication sont les suivantes :
2Ca3 (PO4 )2
6SiO2
10C
P4
P4 O10
1500C
5O2
P4
10CO
6(CaO, SiO2 )
P4 O10
6H2 O
4H3 PO4
La production dacide phosphorique par voie thermique, prsente lavantage de fournir
un acide avec un grand degr de puret, mais sa consommation leve en nergie limite
son utilisation.
I.2. Production dacide phosphorique par la voie humide (attaque sulfurique)
Cest le procd le plus ancien dans lindustrie phosphorique, ainsi il est le plus utilis
dans le monde entier, vu son faible cot de revient par rapport celui issu de la voie
thermique. Lacide phosphorique produit par voie humide est obtenu partir des
phosphates naturels par attaque dacide (nitrique, chlorhydrique ou sulfurique),
Lattaque par lacide sulfurique est le plus utilis et prsente plusieurs avantages,
notamment son faible cot de revient relativement aux autres procds, et la facilit de
sparation de lacide produit (le sulfate de calcium obtenu est pratiquement insoluble
dans lacide phosphorique).
10
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Les procds sont classs en fonction de la forme selon laquelle cristallise le gypse, on
distingue entre :
Procd dihydrate : le sulfate de calcium se trouve sous la forme (CaSO4, 2H2O) ;
Procd hmihydrate : le sulfate de calcium sous forme (CaSO4, H2O) ;
Procd anhydre : le gypse prend la forme (CaSO4) ;
Procd hmihydrate-dihydrate : lattaque se fait en hmihydrate et est suivie
dune recristallisation en gypse.
Les diffrentes zones de stabilit du sulfate de calcium sont donnes par le diagramme
de NORDENGREEN .
Suivant la concentration en 2 5 et les conditions de temprature, le sulfate de calcium
se dpose sous forme de dihydrate, semi-hydrate ou anhydre [2].
Figure 3 : Influence de la temprature et de la teneur en P2O5 sur la forme du sulfate de calcium.
Il apparat que la teneur en eau de cristallisation du CaSO4 diminue quand la
temprature augmente jusqu'{ lobtention, pour un maximum de temprature, dun
CaSO4 anhydre. Inversement si la temprature diminue, la teneur en eau de
cristallisation augmente.
Le dihydrate est form dans la zone situe au dessous de la courbe (A), lhmihydrate
instable apparat entre les courbes (A) et (B), et au dessus de la courbe (B) se produit
lhmihydrate stable. Pour un acide phosphorique 29% en P2O5, on travaille des
tempratures infrieures 85C pour avoir un dihydrate stable.
Procd anhydre (CaSO4)
11
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Avec ce type de procd, la temprature du milieu ractionnel devra tre entre 120 et
130C et lacide brut produit peut atteindre une concentration de 50 % en P2O5 sans
avoir recours une opration de concentration. On pourrait en citer :
Le procd Davison ;
Le procd TVA (Tennessee Valley Authority).
Procd hemi-hydrate (CaSO4, 1/2 H2O)
(
Mi
Il reste un procd difficile matriser car la forme hmi-hydrate du sulfate de calcium
a tendance se rhydrater. Lacide obtenu est constitu { plus de 40% de P2O5, le taux
dimpurets du phosphogypse tant assez lev.
Parmi les procds { lhmihydrate (CaSO4 , 1 2 H2 O) existants :
Le procd Fisons ;
Le procd Central Glass-Prayon, qui implique dabord la formation du dihydrate
puis de lhmihydrate.
Procd hmihydrate-dihydrate
Il permet aprs double cristallisation et double filtration dobtenir un acide concentr
tout en liminant le solide form sous forme de dihydrate. Le gteau de phosphogypse
obtenu est alors relativement propre.
Procd dihydrate (CaSO4, 2H2O)
Cest le procd adapt par latelier phosphorique de la plate forme Maroc phosphore 3
& 4, il est caractris par lattaque du minerai de phosphate par lacide sulfurique
98,5% et la cristallisation de gypse ou bien sulfate de calcium deux fois hydrat :
Minerai de phosphate
Ca3 (PO4 )2
70
3H2 SO4
85
(28 a 32%
6H2 O
2 5) (CaSO4 , 2H2 O)
3(CaSO4 , 2H2 O) 2H3 PO4
Il conduit un acide avec une teneur de 28 32% en P2O5 ; suite une tape de
concentration, le procd fournit des acides titrant entre 46 et 54% en P2O5.
Comparativement au procd prcdemment dcrit, les avantages sont multiples :
dpenses de capitaux et cots de production et de maintenance moins levs ;
possibilit dutiliser des roches humides et pas de limitation sur la qualit de ces
roches ;
meilleure capacit de traitement de diverses roches phosphates ;
production de plus dacide.
Mais le phosphogypse obtenu est assez impur (avec des teneurs en MgO, Fe 2O3, Al2O3,
Na2O, K2O, SiO2, P2O5, composs fluors suprieurs aux autres procds).
12
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Les procds au dihydrate (CaSO4, 2H2O) restent les plus importants du fait de leur
flexibilit. On pourrait en citer :
Le procd Rhne-Poulenc ;
Le procd Prayon ;
Le procd Dorr Oliver ;
Le procd Taki ;
Le procd Nissan.
II. Etapes de fabrication dacide phosphorique par le procd dihydrate
La production dacide phosphorique par le biais de procd humide dihydrate,
comprend cinq tapes successives :
broyage du phosphate ;
attaque sulfurique ;
filtration du gypse ;
concentration de lacide ;
purification et rcupration de H2SiF6.
II.1. Broyage du phosphate
Les phosphates utiliss sont issus des gisements. Ils subissent une tape de broyage
pour augmenter la surface dattaque entre les grains du phosphate et lacide sulfurique
afin de rduire les pertes en P2O5. Le broyage est une opration ncessaire dans la
production dacide phosphorique et dpend fortement du procd utilis.
II.2. Attaque du phosphate par lacide sulfurique concentr
Lattaque du phosphate a lieu { pression atmosphrique dans une cuve quipe dun
agitateur central et refroidie par un balayage dair. On y introduit le phosphate brut
(broy sec ou en pulpe, avec une granulomtrie bien dtermine), lacide sulfurique
concentr et lacide orthophosphorique recycl issu du lavage du gteau de gypse form.
Lair assure simultanment le refroidissement du milieu ractionnel et lentranement
des gaz forms.
La temprature de travail est alentour de 80C, ce qui correspond la formation de
gypse (CaSO4.2H2O). Si la temprature de la cuve augmentait, on aurait alors formation
de lhmihydrate.
Ractions chimiques dattaque
La fabrication de l'acide phosphorique par voie humide rsulte des ractions chimiques
suivantes :
Ractions principales
La raction principale dattaque par lacide sulfurique :
Phase de dissolution du phosphate :
13
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Phase de cristallisation du sulfate de calcium :
Ractions secondaires
En fait, la raction est beaucoup plus complexe, car le phosphate contient un grand
nombre dimpurets qui peuvent altrer la qualit dacide phosphorique produit.
Parmi ces impurets, on peut signaler :
Le carbonate de calcium qui ragit avec l'acide sulfurique, suivant la raction :
Le dgagement de CO2 favorise la formation des mousses en prsence de matires
organiques.
Le fluorure de calcium ragit avec l'acide sulfurique suivant la raction :
La silice en prsence d'acide fluoridrique gnre de l'acide fluosilicique (H2SiF6), ces
deux acides sont trs corrosifs:
Les oxydes mtalliques contenus dans le phosphate en prsence d'acide fluosilicique
produisent des fluosilicates:
Les chlorures de sodium et de potassium sont la base de grandes corrosions gnrent
de l'acide chlorhydrique :
Le contrle des ractions chimiques ci-dessus s'effectue pratiquement en vrifiant le
rendement en P2O5 et la capacit de production de l'atelier. Le rendement en P2O5 se
dduit de la teneur en P2O5 du gypse limin de la bouillie. De mme la capacit de
production de l'atelier de filtration dpend essentiellement de l'aspect physique du
gypse retenu sur le filtre.
II.3. Filtration
Opration essentielle dans le procd, consiste sparer les deux phases liquide
(acide phosphorique) et solide (gypse). La quantit de solide extraire tant trs
importante (de 4 5 t/t de P2O5 produite). La rtention de liquide dans le gteau de
gypse est considrable (de 25 35% massiques), ce qui implique un lavage mthodique.
Laugmentation constante des capacits de production des units a ncessit
linstallation des filtres sous vide table circulaire horizontale possdant des surfaces de
filtration trs importantes.
14
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II.4. Concentration
Afin de passer dune gamme de 28 { 32% { une gamme de 40 54%, il est ncessaire
de concentrer lacide par une technique usuelle dvaporation sous pression rduite. Au
cours de cette concentration, les composs fluors dgags avec la vapeur deau
(essentiellement SiF4 et HF) peuvent tre rcuprs sous forme dH2SiF6.
II.5. Dcoloration et purification
Lacide obtenu par voie humide est beaucoup moins pur que lacide produit par voie
thermique. Il peut contenir des impurets organiques et surtout minrales avec la
prsence dlments tels que Fe, V, Cu, Mn, Al, Pb, Cr,... On procde donc, si ncessaire, {
des oprations de purification pouvant aller dune simple dcoloration clarification { des
oprations plus complexes de prcipitation de certaines impurets (tel larsenic sous
forme de sulfure) ou dextraction liquide-liquide en utilisant, par exemple, un solvant tel
le tributyl phosphate (TBP) qui extrait lacide phosphorique sous forme molculaire
prfrentiellement aux impurets de type cationique, voire mme anionique.
15
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
CHAPITRE
II
Notions thoriques sur la cristallisation
I-Dfinitions
II-Etapes de la cristallisation
III-Cristallisation de sulfate de calcium
Rsum
Dans ce chapitre on va donner quelques notions
et terminologie utilis pour le phnomne de la
cristallisation, ensuite on va dcrire le mode de
cristallisation de sulfate de calcium (gypse).
16
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I. Dfinitions
La cristallisation est une opration de sparation, aussi cest une technique de
purification employe pour produire une large varit de produits. Elle peut tre dfinie
comme un changement de phase dans lequel un produit cristallin est obtenu partir
d'une solution (solvant+solut) ou d'un solide fondu. On distingue deux types de
cristallisation :
Cristallisation par voie sche
On part d'un solide fondu, et on opre la cristallisation par refroidissement de ce
solide. L'alimentation est un solide fondu (un liquide ou une pte), pur ou mlange de
plusieurs constituants. La sortie du procd est constitue d'une ou plusieurs phases
solides.
Alimentation
A, xA, TA
Cristallisoir
Cristaux
C, xC, TC
Figure 4 : Schma du cristallisoir par voie sche.
Cristallisation par voie humide ou cristallisation en solution
Ici le solut est initialement en phase liquide dans un solvant. Il est cristallis au sein
de la solution soit par vaporation de solvant, soit par refroidissement de la solution,
soit les deux. En sortie de procd, on obtient 2 ou 3 phases: une phase vapeur
(constitue de solvant pur), une phase solide cristallise (qui peut contenir ou non du
solvant), et une phase liquide contenant du solvant et du solut dissous, ce mlange est
appele "eaux mres" ou "liqueur mre".
Vapeur V
Alimentation
A, xA, TA
Cristallisoir
+
Filtre
Eaux mres
L, xL, TL
Cristaux
C, xC, TC
Figure 5 : Schma du cristallisoir par voie humide.
17
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
En fait, dans lindustrie de production dacide phosphorique par la voie humide, la
formation de sulfate de calcium est du au phnomne de cristallisation. Cette
cristallisation est classe dans la cristallisation en solution.
La cristallisation en solution se fait en deux processus, la sparation de phase, ou la
naissance de nouveaux cristaux : nuclation , et la croissance de ces cristaux des
tailles plus grandes : croissance .
Avant de commencer ltude de la cristallisation de sulfate de calcium, il est ncessaire
de connatre quelque terminologie de ce phnomne, telle que la solubilit, nuclation,
croissance, agglomration etc.
I.1. Solubilit
La solubilit est une grandeur thermodynamique dquilibre entre une phase liquide
et une phase solide. Cet quilibre est habituellement reprsent par une courbe
temprature-concentration une pression donne, appele courbe de solubilit. La
majorit des cristallisations industrielles a lieu une pression proche de la pression
atmosphrique. La courbe de solubilit est souvent donne pour une pression dune
atmosphre. Si nous travaillons une pression diffrente comme, par exemple, en
cristallisation sous vide, la courbe de solubilit est modifie. Pour avoir une vue
complte des quilibres dun systme, il est ncessaire dtablir ou de se rfrer au
diagramme des phases en fonction de la temprature, de la pression, et de la
concentration [3]. En pratique, la solubilit dans une solution aqueuse dpend peu de la
pression.
La solubilit dun produit en solution aqueuse varie avec la temprature et galement
lorsquon ajoute dautres constituants minraux ou organiques dans le systme. La
relation classique propose par Reid [4] donne la composition dune solution { une
temprature :
(1)
Lquation (1) montre que la solubilit crot avec laugmentation de la temprature.
La solubilit dpend aussi de la taille des particules, lquation de Gibbs-Thomson [4]
dcrit la relation entre la taille des particules et leur solubilit :
(2)
En cristallisation industrielle, les phnomnes de surface reprsents par lquation
(2) sont appels mrissement dOstwald . Pour une solution dont la sursaturation
est faible, les petits cristaux vont avoir tendance se dissoudre au profit des grosses
particules qui vont crotre.
Les solutions industrielles sont toujours impures. La prsence des impurets influe
normment sur la solubilit. Dans certains cas, ces impurets peuvent ragir
chimiquement avec lun des ractifs et modifier lquilibre et la nature du systme.
18
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Remarque
Lors de la mise en solution, les molcules du solut interagissent avec le solvant. Dans
le cas de leau, le solut inorganique peut se combiner avec des molcules deau pour
donner un ou plusieurs hydrates stables comme
. Il
convient de tenir compte du nombre deau dans lhydrate lors des bilans de matire et
des prparations de solutions satures.
I.2. Sursaturation
La force motrice thermodynamique de la cristallisation est la diffrence de potentiel
chimique
entre la solution et le cristal. La matire a tendance passer
spontanment de la phase o son potentiel chimique est plus lev vers la phase o il est
plus faible :
(3)
(4)
En combinant les quations (3) et (4), lexpression de la force motrice de cristallisation
dfinit la sursaturation thermodynamique :
(5)
si
si
si
, les cristaux vont crotre ;
, les cristaux vont se dissoudre ;
, ils sont { lquilibre.
Exprimentalement, trois paramtres expriment la sursaturation une temprature
donne :
: est la sursaturation relative ;
: est le niveau de sursaturation;
: est la sursaturation.
Cette sursaturation peut tre mesure et caractrise par le produit de solubilit.
Lorsque les cristaux de sulfate de calcium sont en suspension dans la solution d'acide
phosphorique, nous pouvons crire le produit de solubilit:
Kurteva et Brustus [ 5] ont trouv :
O :
(t=temprature) ;
Ou bien, produit de solubilit peut se calculer par [5] :
19
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
: Concentration des ions calcium en % massique ;
: Concentration des ions sulfate en % massique ;
: Concentration en P2O5 en % massique.
De l'acide brut l'auteur ne pouvait pas trouver des valeurs semblables, mais a appliqu
le produit de solubilit
avec une exactitude acceptable pour des
buts industriels.
Comme la convenance, au lieu de la concentration molaire traditionnelle, nous pouvons
simplement employer les pourcentages de
et
. (Le produit sera alors crit
comme ). 75C, avec l'acide produit par le procd humide, on trouve :
I.3. Diagramme solubilit-sursaturation
La solubilit
concentration et
dlimite par la
sursaturation est
phase liquide.
et la sursaturation dfinies ci-dessus sont des fonctions de la
de la temprature, pression constante. La zone mtastable est
courbe de solubilit et la courbe de sursaturation. Le point de
dfini par le lieu o une phase solide commence se former dans la
La courbe de sursaturation dpend des conditions opratoires telles que la vitesse
dagitation, la vitesse de refroidissement, les conditions hydrodynamiques du
cristallisoir, la prsence dimpurets et lensemencement. Au contraire de la courbe de
solubilit, il existe plusieurs courbes de sursaturation, qui ne reprsentent pas des
quilibres thermodynamiques.
Figure 6 : Diagramme de solubilit.
Le diagramme de solubilit-sursaturation dun produit prsente trois zones :
Zone insature (stable) : la solution est sous-sature et la cristallisation est
impossible.
Zone labile : la cristallisation est spontane car la germination est spontane.
20
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Zone mtastable : il ny a pas de cristallisation car la germination nest pas
spontane. Mais le systme nest pas stable du point de vue thermodynamique, la
solution reste sursature. Si on ajoute des germes ou introduit de lnergie dans
le systme (agitation, ), on peut provoquer une germination et la cristallisation
conscutive.
Pour raliser la cristallisation, il est ncessaire de franchir la courbe de solubilit vers la
courbe de sursaturation.
II. Etapes de la cristallisation
II.1. Nuclation
La nuclation ou germination est le processus de formation des cristaux au sein dune
solution sursature. Cest le premier stade de la cristallisation. Les petits cristaux
naissants sont appels germes ou nuclei et peuvent crotre.
Lorsque la solution est sursature par rapport une phase, celle-ci peut prcipiter
dans un dlai plus ou moins grand en fonction des conditions du milieu de croissance :
valeurs de la sursaturation et de la concentration, nature et concentration des
impurets, etc. Comme plusieurs types de nuclation, de germination, sont possibles, il
est utile de rappeler ici aussi quelques dfinitions.
On qualifie de primaire, la nuclation qui prend place dans un milieu constitu de la
seule phase-mre, c'est--dire la solution liquide sursature dans le cas de la
cristallisation. La nuclation est homogne lorsque le milieu est continu, en particulier,
sans htrognit, sans impuret, ni interfaces. Or, l'exprience montre que ces
conditions idales sont rarement ralises, particulirement en phase liquide, cause de
la prsence des parois du racteur et de l'agitateur bien sr, mais aussi du fait de la
prsence de poussires, bulles, cristaux pr-existants, pouvant servir de support des
germes. Dans ces conditions, on qualifiera la nuclation d'htrogne. Lorsque la
nuclation prend place dans un milieu contenant dj des cristaux de la nouvelle phase,
elle est qualifie de secondaire.
Le schma suivant rsume le concept de la germination :
Homogne:
Germination spontane
Germination Primaire:
Pas de solide de mme espce dans la
solution
Htrogne:
Germination provoque par les autres solides
Germination
(nuclation)
Germination secondaire:
Provoque par les cristaux de mme espce
dans la solution
Figure 7 : Concept de la germination.
21
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.1.1. Nuclation primaire
Nuclation primaire homogne
Dans une solution sursature nexiste pas seulement des molcules isoles, mais
aussi des embryons de germes constitus de plusieurs molcules. Ces embryons se font
et se dfont par capture ou perte dune molcule. A partir dun embryon contenant
molcules, on arrive donc des embryons
ou
molcules. A un certain
moment, lembryon atteint une taille suffisante pour tre considr comme un germe
cristallin. Pour que la nuclation ait lieu, il faut donc que les molcules se rencontrent, se
runissent en embryons qui donnent naissance des germes, puis des cristaux. Ceci se
ralise dans une solution o lnergie moyenne fournie par la sursaturation est
constante. Pour que les germes naissent, il doit exister en certains points de la solution
quelques fluctuations dnergie autour de cette valeur moyenne. Le processus de
nuclation met donc en jeu une certaine nergie, appele nergie libre dactivation de
germination . Pour un germe limit par une surface daire et dnergie interfaciale
cristal-solution
(
ou
), lnergie dactivation
, ncessaire pour
former un germe contenant molcules dans une solution, est donne par [6]:
(7)
Cette quation montre bien que lnergie libre dactivation de germination est fonction
dun terme de volume toujours ngatif et dun terme de surface toujours positif. Ils
correspondent respectivement aux nergies libres mises en jeu pour crer le volume du
germe et linterface germe-solution respectivement.
Par hypothse, les germes sont considrs comme sphriques [6], donc :
(8)
La figure 8 montre linfluence respective de ces termes sur la fonction
qui passe par
une valeur critique
lorsque le germe a une taille critique, un rayon critique . Pour
cette taille critique, le germe est en quilibre instable avec la solution. Si on lui enlve
une molcule,
, il se dissout. Si on lui ajoute une molcule,
, il crot.
Figure 8 : nergie libre dactivation de nuclation homogne en fonction du rayon du germe.
22
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
A lquilibre c'est--dire :
, la taille critique et lnergie libre dactivation critique
correspondant scrivent [4] :
(9)
(10)
Nous pouvons calculer la sursaturation ncessaire pour former un germe critique en
utilisant lquation de Gibbs-Thomson [4], qui repose sur la dfinition de la
sursaturation relative
en fonction de la taille de particules :
(11)
Sachant que :
La vitesse de germination peut tre exprime par lquation dArrhenius :
(12)
Nuclation primaire htrogne
Dans la plupart des cas de cristallisations industrielles, des solides trangers sont
toujours prsents pendant la production : poussires, parois, agitateur, sondes de
dtection, etc. La germination primaire homogne domine rarement car son nergie
dactivation (
) est beaucoup plus importante que celle de la germination htrogne.
Les germes se forment plutt sur un support ou sur une substance de nature diffrente
de celle du germe. Cest le phnomne de germination primaire htrogne.
Remarque
Dans la cristallisation industrielle, lobtention de cristaux par nuclation primaire
(homogne ou htrogne) nest pas recommande car elle est trs sensible { la
sursaturation. Une masse importante de fines particules peut tre forme par la
germination primaire et diminue la sursaturation pour la croissance des cristaux.
II.1.2. Nuclation secondaire
La germination secondaire se produit dans une solution possdant dj des cristaux
forms. La germination secondaire est un des mcanismes les plus importants
dapparition de germes dans les conditions normales de cristallisation industrielle en
continu [7]. Elle peut se produire lorsquil y a ensemencement ou lorsquil y a bris de
grains des cristaux, au cours de lagitation par exemple.
Elle se traduit par l'apparition d'un nombre important de petits cristaux au sein d'une
solution sursature en contact avec des cristaux de solut.
23
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Il s'agit d'un phnomne complexe regroupant de nombreux mcanismes de natures
diffrentes. Ils peuvent tre classs en trois grandes catgories :
La nuclation secondaire vraie correspond la formation de nuclei sous l'effet des
interactions entre les cristaux et la solution ;
La nuclation secondaire apparente o les cristaux d'ensemencement sont euxmmes la source de nuclei. Ces derniers sont en effet constitus par des dbris
cristallins forms au cours de la prparation des germes ;
La nuclation secondaire de contact rsulte des chocs des cristaux entre eux ou avec
les parties solides du cristallisoir.
II.2. Croissance
II.2.1. Mcanisme de croissance
Lorsque le germe a dpass la taille critique, il se met crotre et cette croissance
durera tant que le milieu restera sursatur. La croissance est la seconde tape de la
cristallisation. Plusieurs thories classiques permettent de dcrire la croissance dun
cristal [8]:
Thorie de lnergie de surface
La forme dun cristal { lquilibre dpend de lnergie libre de surface. Pour un volume
donn, { temprature et { pression constante, lnergie libre totale de surface dun
cristal en quilibre doit tre minimale. En consquence, la forme du cristal en quilibre
est celle pour laquelle lnergie libre de surface est minimise [8].
Thorie des dislocations vis
On observe sur les faces de certains cristaux des spirales circulaires ou ttragonales
qui rvlent lexistence de dislocations vis. Ce type de dislocation est un glissement de
plans rticulaires le long dune direction reprsente par le vecteur de BURGENS [6]. Il
en rsulte la cration dune marche { la surface du cristal.
Figure9 : Mcanismes de croissance des dislocations vis.
24
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Thorie de Kossel :
La thorie de Kossel dcrit la croissance dune mono couche molculaire { la surface
dun cristal parfait (figure 10). Les ions ou les molcules (A) dans la solution arrivent sur
la face dun cristal (B). Elles ne sont pas immdiatement intgres dans le rseau mais
perdent un degr de libert lors de la physisorption. Elles sont encore libres de diffuser
la surface. Elles arrivent sur la marche dune mono couche au niveau atomique et
perdent encore un degr de libert (C). Elles diffusent vers D. Le site D est la position
nergiquement la plus favorable pour lincorporation des units dans les cristaux.
Figure 10: Croissance selon la thorie de Kossel.
Croissance bidimensionnelle et talement de couche
Dans ce modle, les faces cristallines se dveloppent par la formation de nuclei, dit
nuclei bidimensionnels, sur les faces elles-mmes puis par talement de couches partir
des nucleis par le mme mcanisme que pour une dislocation vis. Un nucleus
bidimensionnel pouvant apparatre sur une couche en cours dtalement, plusieurs
couches superposes peuvent se dvelopper simultanment.
Ce mcanisme ne peut survenir qu{ de trs forte sursaturation car, comme dans le cas
de la nuclation primaire, il implique lexistence dune valeur critique de la
sursaturation, au-dessous de laquelle la croissance est quasiment nulle.
Figure 11: Mcanisme de la Croissance bidimensionnelle et talement de couche.
25
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II.2.2. Croissance en solution aqueuse
Au cours de la croissance dun cristal { partir dune solution, il existe une couche
limite dadsorption { la surface du cristal, appel la couche limite de raction ou la
couche limite de diffusion. La cristallisation dun solut dlectrolyte { partir dune
solution aqueuse se dcompose en 7 tapes (Figure 12) :
Figure 12: Etapes de la croissance dun produit en solution aqueuse.
(1) : la diffusion des units (les espces) constitutives des cristaux dans la couche limite
entourant le cristal. Les units de cristaux sont entoures dune couche dhydratation ;
(2) : ladsorption des units accompagnes de leur couche dhydratation, { la surface du
cristal (Position B dans la figure 10) ;
(3) : la diffusion des units de cristaux { la surface du cristal, { la recherche dun site
favorable (Position avec lnergie minimale (D) dans la figure 10) ;
(4) : la dshydratation des units de cristaux ;
(5) : linsertion des units la surface du cristal ;
(6) : la dsorption de la couche dhydratation vers la couche limite de diffusion ;
(7) : la diffusion de la couche dhydratation vers le cur de la solution.
Pratiquement, il est difficile dtudier la cintique de croissance selon les sept tapes
(figure 12). Dans la littrature, la thorie de la croissance rduite deux tapes (la
thorie de diffusion-raction) est largement utilise pour analyser la croissance dun
produit inorganique en solution aqueuse [8 ,9]. Dans ce cas, la croissance se rsume la
combinaison dune tape de diffusion et dune tape de raction :
Ltape de diffusion : la diffusion des ions ou des molcules de solut dans la
couche limite de diffusion vers la couche limite de raction ;
Ltape de raction : lincorporation des molcules de solut dans un cristal.
II.3. Agglomration
En cristallisation industrielle, lagglomration des cristaux constitue un phnomne
trs important, surtout dans les ractions de prcipitation. Dans les travaux thoriques,
les cintiques de croissance et de nuclation sont en gnral trs bien tudies, mais les
phnomnes dagglomration sont souvent sous-estims. Cela peut conduire des
26
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
erreurs importantes dans les dterminations cintiques lors de la conception et du
fonctionnement des cristallisoirs industriels.
On distingue deux types dagglomration, classiquement dsigns par primaire et
secondaire.
II.3.1. Agglomration primaire
Elle concerne les microparticules de taille en gnral infrieure 1 m. Comme dans le
cas des collodes, elle est dpendante de trois types dinteractions particulaires :
forces dattraction de Van der Waals, qui sont dues aux diples permanents des
particules polaires ou aux diples induits des particules polarisables (cette
interaction est toujours attractive et dpend de la solution, de la taille des
particules et de leur distance);
forces coulombiennes de rpulsion, qui concernent les particules possdant une
double couche lectrique ;
forces dinteraction rpulsives ou attractives, dont lorigine est lie { lexistence
de couches adsorbes la surface des particules.
Quatre mcanismes sont invoqus pour expliquer lagglomration primaire des cristaux:
collage des cristaux par rapprochement des deux couches de diffusion semiordonnes autour des cristaux en cours de croissance : ce processus est
prdominant sursaturation leve ;
nuclation spontane sur les faces en croissance ;
nuclation primaire simultane de plusieurs germes au mme endroit ;
croissance anormale des cristaux sous forme de dendrites, agrgats, ou bien
croissance parallle (superposition de germes).
La figure 13 montre schmatiquement le processus gnral dagglomration dans un
cristallisoir.
A
A : Petites particules isoles ;
B : Floc non ciment ;
C : Agrgats moyennement ciments ;
D : Agrgat bien ciment.
Figure 13 : Reprsentation schmatique des diffrents stades de lagglomration des particules.
II.3.2. Agglomration secondaire
Elle est provoque soit par le mouvement brownien des particules (agrgation
pricintique), soit par les forces de cisaillement de la suspension dues aux conditions
dagitation (agrgation orthocintique). Le premier mcanisme sadresse { des
27
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
particules de taille trs faible (taille des collodes), alors que le second affecte les
cristaux de taille plus grande, suprieure 1 m.
III. Cristallisation du sulfate de calcium
Les ractions que nous avons dcrites dans le chapitre (I), font apparatre l'tat
d'hydratation du sulfate de calcium. En effet, la plupart des procds prcipitent ce
sulfate sous forme de sulfate de calcium li { deux molcules deau (CaSO4 ; 2 H2O). Il
faut ensuite sparer les cristaux de gypse de l'acide phosphorique.
La cristallisation ou prcipitation est induite par la sursaturation dune solution. Cette
sursaturation a lieu lorsquon ajoute des ions Ca++ ou SO42- une solution sature en ces
composs. Lorsquon ajoute du H2SO4 { une bouillie dattaque contenant du CaO, la
concentration en SO42- augmente puis diminue rapidement suite la prcipitation de
sulfate de calcium. La teneur en SO42- et CaO diminue proportionnellement.
En cas de sursaturation importante la formation de sulfate de calcium se fait
spontanment et non sur les cristaux existant en solution. Il y a ce quon appelle la
nuclation.
La figure 14 ci dessous illustre le phnomne. Elle prsente les courbes typiques de
solubilit et de sursaturation du sulfate de calcium. Le point A reprsente le point de
dpart. Les ions SO42- et Ca++ sont { lquilibre. A cette solution on ajoute de lacide
sulfurique. La teneur en SO42- va augmenter (point B) puis, diminue rapidement
(Passage de B C). La sursaturation tant importante il y a nuclation. Lors du passage
de C { D les teneurs en ions continuent de diminuer mais il ny a plus formation de
nuclei. Il y a croissance des cristaux existant. Le point D reprsente le nouveau quilibre.
Figure 14 : phnomne de saturation et sursaturation de sulfate de calcium.
28
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.1. Cristaux de gypse
Suivant diffrents facteurs (teneur en P2O5, SO42- et temprature de la bouillie), le
type de cristal form par le sulfate de calcium varie. Dans les conditions dattaque
normale dun procd dihydrate, il est sous forme de (CaSO4, 2H2O). La forme des
cristaux de gypse varie suivant le type de phosphate ainsi que les impurets quil
contient.
Figure 15: Forme typique dun cristal de gypse.
Les meilleures conditions d'attaque imposent la formation de cristaux larges. Elles sont
aussi celles du meilleur lavage du gteau de gypse. En effet, le lavage se fait par dilution
de lacide phosphorique qui accompagne le gteau avec de leau et lefficacit de la
dilution est dautant meilleure que la cristallisation est bonne.
Pour bien choisir les conditions d'attaque, on notera que :
le gypse (CaSO4 , 2H2O) , de masse volumique 2,32 kg/dm se cristallise dans le
systme prismatique monoclinique (figure 15);
le sulfate de calcium hmihydrat (CaSO4 1/2 H2O), se cristallise dans le systme
hexagonal sous deux variantes de masses volumiques respectives gales 2,67 et
2,73 kg/dm.
le sulfate de calcium anhydre ou anhydrite (CaSO4), se cristallise dans le systme
rhombodrique sous une forme soluble CaSO4 III de masse spcifique 2,32
kg/dm et sous une forme insoluble CaSO4 II ou I de masse spcifique 2,99
kg/dm.
Figure 16 : Cristaux de la forme dihydrate
Figure 17 : Cristaux de la forme hmihydrate
29
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.2. Origines des pertes en P2O5
Dans le milieu ractionnel la temprature, les concentrations en P2O5 et en sulfurique
libre en particulier avaient une grande influence sur la cristallisation du sulfate de
calcium (phnomne de sursaturation).
On va voir comment ces facteurs influent sur le rendement de latelier. On distingue
ainsi, gnralement, trois pertes principales en P2O5.
III.2.1. Perte en P2O5 inattaqu
Quand un grain de phosphate est attaqu, des ions Ca2+ diffusent vers le milieu
ractionnel tandis que les ions SO42- diffusent vers les cristaux. Plus la solubilit du
milieu est grande, plus lattaque est rapide et plus les cristaux de gypse forms sont
loigns des grains de phosphates ce qui permet de poursuivre lattaque sans risquer
un blocage. Or la solubilit du sulfate de calcium diminue quand la teneur en SO 42- libre
du milieu augmente. Il faudrait donc la tenir aussi basse que possible, mais il faut alors
tenir compte de la filtration qui se dgrade et des pertes en P2O5 syncristallis (voir ciaprs paragraphe III.2.3) qui augmentent quand le taux de sulfate est trop bas.
Notons aussi aprs le passage par un maximum autour de 20% en P2O5, la solubilit de
CaSO4 dcroit quand la concentration en P2O5 crot ce qui est dfavorable pour le
rendement et la cristallisation.
Enfin, notons que llvation de temprature favorise lattaque.
Figure 18: influence du taux de sulfate sur les pertes en P2O5 inattaqu.
III.2.2. Blocage dattaque
La raction entre le phosphate et lacide sulfurique fait intervenir des phnomnes
de diffusion. Il y a diffusion des ions Ca2+ depuis les grains de phosphate et diffusion
des ions SO42- vers ceux-ci. On peut donc dire quil existe, { une certaine distance des
grains de phosphate, une phase liquide o a lieu la naissance des cristaux de CaSO4 et
leur croissance. Cette distance va naturellement dpendre de lagitation et aussi de la
concentration en ions SO42-. Si celle-ci augmente, on va se retrouver en sursaturation
locale autour des grains de phosphate. En se reportant aux schmas des figures 19 et
30
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
20, on voit alors que la nuclation va se faire de plus en plus prs de la surface du
grain et la limite sur le grain empchant ainsi dachever son attaque. La
concentration en SO42- ne peut alors quaugmenter ce qui de proche en proche peut
entraner un blocage total de lattaque. Ainsi la teneur en sulfurique ne peut tre
augment indfiniment. La valeur limite dpend de nombreuses variables, en
particulier de la concentration en P2O5 et de la temprature, facteurs qui agissent sur
la viscosit du milieu et donc sur la diffusion de la matire. Elle varie aussi avec le
phosphate et ses caractristiques physiques (porosit, dimensions des particules,).
Figure 19 : influence des teneurs de sulfate sur lattaque des grains des phosphates.
Figure 20 : phnomne de blocage dattaque.
III.2.3. Perte en P2O5 syncristallis
Au moment de la solubilisation du phosphate, un certain nombre dions HPO42- sont
prcipits avec des ions SO42- pour donner du phosphate bicalcique insoluble
syncristallis sous forme de (CaHPO4, CaSO4, 4H2O) appel ardalite .
Ce phnomne est irrversible sans changement dtat dhydratation qui peut seul
librer les ions HPO42- emprisonns dans la maille cristalline du gypse.
31
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
De nombreux facteurs influent sur la formation de syncristallis. On peut les rsumer
comme suit :
Si le rapport Ca2+/SO42- diminue, on favorise une diminution de la perte en
syncristallis. On a donc intrt { augmenter lacide sulfurique en excs dans la
bouillie (ce qui dailleurs tend { amliorer la cristallisation. Cependant, un trop
fort excs entranera le blocage de lattaque comme nous avons vu
prcdemment) et la surcharge de lacide produit. Il faut surtout viter les
surconcentrations locales en Ca2+ et donc ramener suffisamment de bouillie
teneur sulfurique suffisante au point dintroduction du phosphate. Do
limportance de lagitation (figure 22), pour assurer une bonne turbulence et une
forte recirculation ;
Laugmentation du temps de sjour limite les sursaturations locales en Ca 2+ en
diminuant le ratio Dbit de phosphate/Volume de raction. Elle tend donc
diminuer le syncristallis ;
Une augmentation de la concentration en P2O5 augmente la concentration en ions
HPO42- et donc le phnomne de substitution (figure 21). Par ailleurs,
laugmentation correspondante de la viscosit, en rendant les phnomnes de
diffusion plus difficiles, facilite les surconcentrations locales, aggravent ainsi la
formation de syncristallis ;
Une augmentation de temprature facilite la diffusion par abaissement de la
viscosit. Elle a donc tendance diminuer le syncristallis et ainsi favoriser la
cristallisation. Cependant la temprature est limite physiquement par les
quilibres de cristallisation de CaSO4 et pratiquement par les problmes de
corrosion et dentartrage ;
Enfin, certaines impurets contenues dans le phosphate peuvent avoir une
influence nfaste. Dune manire gnrale, on peut dire que les cations (Fe3+,
Al3+,) favorisent les pertes en P2O5 syncristallis, alors que les anions (SiF62-,)
les limitent.
Figure 21 : rseau explicatif des pertes en P2O5 syncristallis.
32
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Figure 22 : Prsence des zones de haute et de faibles concentrations en sulfate.
Pour synchroniser entre les pertes en P2O5 syncristallis et inattaqu il faut travailler
un taux de sulfate optimal :
Figure 23: Perte totale en P2O5 insoluble en fonction des taux en sulfate.
III.2.4. Perte en P2O5 soluble eau
Le sulfate de calcium form dans le milieu ractionnel est spar, sur un filtre, de
lacide phosphorique. Le gteau de gypse qui se forme est imprgn dacide que
lon rcupre par lavage mthodique { leau { contre courant. Ce lavage est dautant
plus efficace, et les pertes en P2O5 soluble eau est plus faible, que la cristallisation du
gypse est bonne (gros cristaux, agglomrats). Cette cristallisation est favorise par
une faible sursaturation qui permet le grossissement des cristaux, et on a vu que les
paramtres favorisent cette cristallisation taient entre autres, pour un phosphate
donn, une bonne agitation, une augmentation de la temprature, une augmentation
du temps de sjour.
33
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Figure 24 : Influence de la taille des cristaux sur la filtration.
Figure25 : Pertes en P2O5 soluble eau en fonction du taux de lavage.
Nous allons tudier en dtail les paramtres influenant la cristallisation de gypse, mais
avant dentamer ce chapitre, il est ncessaire de commencer par un tat de lieu et un
bilan de matire et thermique sur la section attaque filtration pour bien maitriser le
circuit de fabrication dacide sulfurique et pour cerner les sources de problmes pour la
section attaque-filtration.
34
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
CHAPITRE
Diagnostic & Analyses
III
I. Situation du problme
II. Bilan de matire
III. Bilan thermique
IV. Paramtres de marche de la section attaque filtration :
Rsum
Ce chapitre est consacr la ralisation dun bilan
matire et thermique sur une ligne de production
dacide phosphorique afin de bien maitriser le circuit
de fabrication et pour connaitre les paramtres qui
conditionnent la cristallisation de sulfate de calcium.
35
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I. Situation du problme
La fabrication dacide phosphorique par le biais du procd dihydrate repose sur le
phnomne de la cristallisation de gypse. Une bonne conversion du
dans la cuve
dattaque exige une bonne cristallisation du gypse et une bonne formation des cristaux
assurant une filtration efficace.
Lobjectif de ltude mene est damliorer le rendement de la section attaque-filtration,
par lamlioration des conditions de la cristallisation de sulfate de calcium (gypse) et la
rduction des pertes en P2O5 (syncristallis, inattaqu et soluble eau).
Avant danalyser les paramtres influenant le systme tudier, il est primordiale de
commencer par un diagnostic approfondie de la section attaque filtration, qui vise
essentiellement la dtermination des bilans massique et thermique et met en vidence
les pertes, les dysfonctionnements et les anomalies potentielles.
II. Bilan de matire
Le bilan de matire consiste dterminer les entres et les sorties du procd. Dans
lobjectif de matriser la marche de la section attaque-filtration.
On introduit dans la cuve dattaque (cuve agit constitue le racteur de latelier) un
certain nombre de matire :
Phosphate ;
Acide sulfurique ;
Acide phosphorique recycl (acide de retour).
Et il en sort un certain nombre de produits :
Acide phosphorique 29% ;
Gypse sortant du filtre ;
Eau sortante : avec le gypse, avec lacide fabriqu, vapor pour le
refroidissement du racteur ;
Gaz sortant par lassainissement.
Notre bilan de matire est ralis pour une ligne REVAMPING en tenant compte un
nombre dhypothses.
Hypothses
Une production journalire de 750t(P2O5)/jour pour une ligne REVAMPING ;
Les heures de marche 22h/jour ;
les analyses de gypse et granulomtrie de phosphate (qualit K09) pour les trois
mois : Janvier, Fvrier et Mars.
Le phosphate utilis comme matire premire pour la production dacide phosphorique
partir du mois un, est le phosphate de qualit K09. Pour connaitre ses compositions
nous avons pris les analyses (du 1er Janvier 2010 au 30 Mars 2010), le tableau suivant
prsente les compositions et leurs teneurs moyennes par rapport au phosphate sec.
36
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Tableau1 : Composition de phosphate.
Composition de phsphate K09 (%/sec)
Elments
P2O5
H2O
CO2
SiO2
CaO
FSO3
Fe2O3
Al2O3
K2O
MgO
Na2O
Masse Molaire (g/mol)
142
18
44
60
56
19
80
160
102
94
40
62
Teneur en %
30,886
2,802
7,111
3,481
50,995
3,53
1,845
0,307
0,547
0,077
0,423
0,724
Pour le gypse, nous avons pris les analyses de la mme priode, ces dernires
constituent les pertes en P2O5 et le taux de CaO dans le gypse qui permettent de calculer
le rendement chimique de la fabrication dacide phosphorique :
Tableau2 : Analyse du gypse.
Le rendement chimique constitue le taux de conversion de P2O5, il est calcul par la
relation [5]:
37
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II.1. Calcul du dbit de phosphates
Le procd par voie humide dattaque du phosphate naturel par lacide sulfurique est un
processus chimique trs compliqu ; Les principales ractions quon prend en compte
pour ltablissement des bilans de matire et thermique sont :
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
Les ractions sont plus ou moins compltes. Les taux dattaque sont reports dans le
tableau ci-dessous. Ces valeurs peuvent varier, de faon assez importante pour certains,
selon les impurets du phosphate et selon le phosphate.
Tableau3 : Taux dattaque.
N raction
10
11
Taux dattaque
0,98
0,3 1
0,99
0,01
0,1
0,8
0,8
0,8
0,8
0,8
II.1.1. Dbit de phosphate sec
Le dbit de phosphate ncessaire pour la production dune capacit horaire
P2O5 est calcul par la relation [5] :
en
Donc le dbit de phosphate sec ncessaire pour la production de la capacit horaire
est :
38
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II.1.2. Dbit phosphate humide
Le dbit de phosphate humide cest le phosphate brute introduit dans la cuve dattaque,
calcul par la relation [5] :
Tableau4 : les dbits de tous les constituants de phosphate.
composition de phsphate K09 (%/sec)
Elment
P2O5
H2O
CO2
SiO2
CaO
FSO3
Fe2O3
Al2O3
K2O
MgO
Na2O
TOTAL
Masse Molaire (g/mol)
142
18
44
60
56
19
80
160
102
94
40
62
Teneur en %
30,886
2,802
7,111
3,481
50,995
3,53
1,845
0,307
0,547
0,077
0,423
0,724
dbit (T/h)
36,41
3,3
8,38
4,1
60,11
4,16
2,17
0,36
0,64
0,09
0,5
0,86
121,2
II.2. Dbit dacide sulfurique
Le dbit dacide sulfurique ncessaire pour lattaque du minerai de phosphate, est la
somme de :
dbit dacide sulfurique de raction ;
dbit dH2SO4 en excs sortant avec le filtrat-bouillie.
II-2.1. Dbit dacide sulfurique de ractions
Lattaque de minerai de phosphate se fait en plusieurs quations, selon le nombre
dimpurets quil contient, on se limite aux ractions que nous avons dj cites :
Raction (1):
Daprs la raction (1), lquilibre molaire scrit :
Le Q(Ca3 (PO4 )2 est calcul par :
Donc :
39
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
On suit la mme procdure pour les autres quations :
Tableau 5 : Quantit dacide pour chaque raction dattaque de phosphate.
Dbit dacide sulfurique (t/h)
Equation
TOTAL
Le dbit dacide sulfurique calcul pour une concentration de 100% est :
Lacide sulfurique utilis pour lattaque du phosphate est de concentration 98,5% donc :
II.2.2. Dbit dacide sulfurique en excs dans lacide produit ( )
On travaille avec un excs dacide sulfurique, cela gnre quune quantit de ce dernier
passe dans le filtrat (acide produit). Cette quantit est calcule par la relation [5] :
Le calcul du dbit dacide sulfurique en excs dans lacide produit ncessite le calcul du
dbit de la bouillie.
Dbit de la bouillie
On calcule le dbit de la bouillie { la sortie du cuve dattaque vers le filtre, refoul laide
dune pompe (P01) dun dbit nominal gale { 360m3(bouillie)/h.
40
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Le dbit du filtrat cest le dbit de la bouillie moins la quantit de solide quelle contient :
le dbit dacide dans le filtrat est donc :
le dbit total dacide sulfurique est :
Consommation spcifique : Cest la quantit dacide sulfurique consomme pour
produire une tonne de P2O5 :
II.4. Dbit dacide de retour
Pour calculer le dbit dacide de retour, il est indispensable dtablir un bilan en P2O5 au
niveau du filtre:
Figure 26 : Schma explicatif de la section filtration.
(dbit de P2O5 dans la bouillie) = (dbit de P2O5 dans lacide de retour) (dbit de P2O5
dans lacide produit)
41
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Le dbit dacide de retour est donn par la formule [5] :
est le dbit dacide produit, il est calcul par la formule [5]:
On remplace
par son expression on aura :
le dbit dacide de retour est donc :
Remarque
Le dbit de matire sche est :
II.3. Dbit deau de procd
Leau de procd cest la quantit deau ncessaire pour faire le deuxime lavage du
gypse.
II.3.1. Eau entrante
Dbit deau dans le phosphate
Humidit dans le phosphate :
Eau de dilution de lacide sulfurique
Eau dans lair de refroidissement
la quantit deau entre dans la cuve dattaque est donc :
42
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II-3-2. Eau sortante
Eau de cristallisation du gypse
Cest leau qui entre dans la structure cristalline de sulfate de calcium dihydrate [5].
Eau de rtention de gypse vacu
La quantit deau vacue avec le gypse la sortie du filtre.
Eau dans lacide produit
Lacide produit ne contient que 28% de P2O5, le reste constitu par des traces dacide
sulfurique, des impurets et une quantit importante deau.
Leau dans lacide produit est calcule par [5]:
(4%
dimpuret
dans
lacide
produit)
Cette quantit deau elle est sous deux formes :
Eau de raction
Cest la quantit deau ragie avec le P2O5 pour donner lacide phosphorique :
43
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Eau de solution
Eau vapore
Il y a une quantit deau qui svapore dans la cuve dattaque, le reste amen avec la
bouillie est svapore dans le flash-cooler pour vacuer la quantit de chaleur issue de la
dilution dacide sulfurique.
Eau vapore dans la cuve dattaque
Eau vapore dans le flash-cooler
La quantit deau extraite sous forme de vapeur au niveau du flash-cooler est calcule
partir du bilan thermique (voir paragraphe bilan thermique flash cooler) :
t/h
Le dbit total deau vapore en ngligeant la quantit qui svapore au niveau du filtre
est :
t/h
Le dbit deau du procd qui alimente la section attaque filtration est :
44
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Tableau 6 : Tableau rcapitulatif du bilan de matire.
Bilan de matire unit Attaque-filtration
Phosphate
dbit (T/h)
dbit de phosphate sec
dbit de phosphate humide
production journalire en P2O5 (T/jour)
capacit horaire
consommation spcifique T(phos)/T(P2O5)
Sulfurique
dbit d'acide sulfurique de raction
dbit d'acide sulfurique dans le filtrat
dbit total d'acide sulfurique (98,5%)
dbit total d'acide sulfurique (m3/h)
consommation sp T(H2SO4;98,5%)/T(P2O5)
Bilan filtre
dbit de bouillie vers filtration
Dbit du filtrat
dbit d'acide de retour
P2O5
dbit de P2O5 a l'entre
dbit de P2O5 produit
dbit de perte en P2O5
Gypse
dbit de gteau vacu
dbit de solide
117,88
121,28
750
34,09
3,55
101,3
6,81
108,11
59,24
3,12
530,45
344,79
318,03
36,4
34,09
2,31
Gaz
dbit d'air sec
dbit de CO2
dbit de fluor
Autres lments dgag
dbit de gaz sortie cuve d'attaque
Bilan eau de procd
Eau entrante
dbit d'eau contenu dans le phosphate
dbit d'eau de dilution d'acide sulfurique
dbit d'eau contenu dans l'air de refroidissement
Eau sortante
dbit d'eau de cristallisation de gypse
dbit d'eau de rtention dans le gypse
dbit d'eau vapore
dbit d'eau dans l'acide produit
Eau de procd=( eau sortante-eau entrante)
267,54
185,66
dbit (T/h)
151,2
7,8
0,22
0,06
159,28
dbit (T/h)
9,11
3,39
1,62
4,1
254,83
38,85
79,56
49,29
87,13
245,71
45
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III. Bilan thermique
Lnergie thermique libre lors de lattaque du phosphate par lacide sulfurique
rsulte principalement des enthalpies de ractions de lattaque et de dilution de lacide
sulfurique.
Le but du bilan thermique est de :
-
Dterminer la rpartition des calories mises en jeu,
Calculer lexcs de chaleur { dgager.
Figure 27 : Schma explicatif de la section attaque-filtration dune ligne REVAMPING.
Le bilan thermique scrit dune manire gnrale par lquation :
III .1. Bilan cuve dattaque
Entre :
Phosphate
Air de refroidissement
Sortie :
Bouillie
Gaz
On rappelle que le bilan est calcul pour une ligne REVAMPING o lacide sulfurique et
lacide de retour se rencontrent en flash cooler avant dentrer dans la cuve dattaque.
III.1.1. Chaleur de phosphate
46
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.1.2. Chaleur de dilution dacide phosphorique
Dans lacide produit, on a
en
cest--dire 72% deau.
Or :
Leau dans lacide produit est :
Donc, leau de dilution est :
Daprs la raction ci-dessus on a :
Alors lacide phosphorique est dilu { :
peu prs 40%
H3PO4 100%
H100% = -303.6 Kcal/mol.
H3PO4 40%
H40% = -308.2 Kcal/mol.
III.1.3. Chaleur de ractions
Daprs la loi de Kirchoff :
Les chaleurs spcifiques des ractions sont calcules { laide des tables figurant dans
perrys handbook [10]. Le tableau suivant rsume les chaleurs de ractions dattaque du
phosphate par lacide sulfurique :
Tableau7 : Chaleur des ractions mises en jeu.
N de
raction
1
2
3
4
5
6
7
8
9
10
11
TOTAL
(Taux
dattaque)
0,98
0,6
0,99
0,01
0,1
1
0,8
0,8
0,8
0,8
0,8
-78,33
-26,49
-26,43
16,65
68,76
-4
-121,24
-79,73
-57,88
-124,38
-106,47
MM
(g/mole)
142
38
56
98
60
80
102
160
40
94
62
Dbit (T/h)
36,4
4,16
60,11
49,24
3,15
2,17
0,65
0,36
0,5
0,09
0,85
th/h)
-19677,4
-1740
-28087,4
83,7
360,4
-108,7
-613,1
-144,3
-577,2
-96,1
-1172,5
-51772,2
47
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.1.4. Chaleur de lair lentre cuve dattaque
Lenthalpie de lair humide est [5] :
Dans laquelle:
= enthalpie en
;
= humidit spcifique
= temprature du mlange en C.
Les coefficients reprsentent:
Chaleur spcifique de l'air = 0,24 kcal/kg/C, (quantit de chaleur ncessaire pour
lever de 1 C la temprature de 1 kg d'air pression constante) ;
Chaleur spcifique de la vapeur d'eau = 0,46 kcal/kg/C, (quantit de chaleur ncessaire
pour lever de 1 C la temprature de 1 kg de vapeur d'eau pression constante) ;
Chaleur latente de vaporisation de l'eau 0 C =597 (en kcal/kg d'eau) ;
III.1.5. Chaleur de bouillie sortie cuve dattaque
III.2.6. Chaleur des gaz la sortie du cuve dattaque
48
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.2. Bilan flash-cooler
Entre flash-cooler
Bouillie ;
Acide sulfurique (98,5%) ;
Acide de retour.
Sortie flash-cooler
Vapeur ;
Bouillie sortie flash-cooler.
Le vide dans le flash-cooler est de lordre de 250 { 256 torr (0,333-0,341 bar);
Par la formule de Duperray, on peut estimer la valeur de la temprature de vaporisation
en fonction de la pression [5].
Daprs cette formule on trouve que la temprature de vaporisation deau dans le flashcooler est de lordre de 80C.
Chaleur massique de la vapeur deau=1830 J/kg .C = 0,437 kcal/kg.C ;
Figure 28 : Effet de la concentration de lacide phosphorique pur sur la pression de vapeur.
III.2.1. Chaleur entre dans le flash-cooler
Chaleur de bouillie recycle vers flash-cooler
49
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Chaleur dacide sulfurique
Chaleur de dilution dacide sulfurique 98,5%
Le dbit dacide sulfurique (98.5%) ncessaire { la raction est
Avec
: Chaleur de dilution de lacide sulfurique (de 98.5% { 7%)
Chaleur dacide de retour
La quantit de chaleur totale { lentre du flash cooler est :
III.2.2. Chaleur sortie du flash-cooler
Pour calculer la chaleur sortie du flash cooler, on applique le principe du bilan
thermique, cest { dire lgalit entre lentre et la sortie.
Lobjectif du flash cooler est lextraction de la chaleur issue de la dilution dacide
sulfurique par lvaporation dune quantit deau.
Pour calculer la quantit de vapeur produite on utilise la formule [5]:
Avec :
50
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Donc :
IV. Paramtres de marche de la section attaque filtration
Il existe une multitude de paramtres qui rgissent la marche dune ligne de
production dacide phosphorique. Ces paramtres interviennent { diffrents niveaux de
processus de production et leur contrle permet la matrise de la conduite et vise
lamlioration des performances de la ligne.
IV.1. Agitation de la cuve dattaque
Lagitation de la cuve dattaque joue un rle indispensable dans la fabrication dacide
phosphorique, elle assure mlangeage des ractifs plus une dispersion homogne de la
temprature dans tout le corps du racteur et le refroidissement du mlange
ractionnel.
IV.1.1. La dispersion des ractifs introduits
Lintroduction des ractifs dans la cuve dattaque doit se faire dune faon { assurer
lhomognisation de tout le systme ractionnel, il faut avoir une bonne dispersion de
lacide sulfurique. Quand cette dispersion nest pas ralise dans de bonnes conditions,
lapparition de germes des cristaux est acclre { cause de ltat de sursaturation ce qui
empche les cristaux atteindre leurs tailles dsirables. La mauvaise dispersion de
lacide sulfurique peut gnrer aussi la formation des anhydrites qui sont stables et qui
vont perturber la filtration.
IV.1.2. La taille et la distribution des particules de phosphate
En gnral, plus la taille des particules est petite, et plus la surface expose { lattaque
acide est importante. Ainsi la finesse du phosphate va acclrer la vitesse dattaque et la
libration des ions
qui participent la cristallisation du gypse. Des particules trop
fines ou trop grosses sont viter. Les premires vont conduire une vitesse trop
rapide dattaque et une libration excessive des ions
ce qui va amener des
sursaturations exactes et une augmentation des pertes en P2O5 syncristallis. Les
grosses particules nauront pas assez de temps pour tre compltement attaques. Elles
auront tendance { tre recouvertes dune couche protectrice de gypse ainsi le
pourcentage dinattaqu va augmenter.
51
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
IV.1.3. Systme ractionnel
La conception de la cuve dattaque, de lagitateur et le dbit de recirculation de la
bouillie ont une influence importante sur la cristallisation du gypse. Ils permettent une
bonne homognisation de la bouillie par consquent, la rduction des points de
sursaturation dans la cuve dattaque, ainsi la germination va tre rduite au profit de la
croissance des cristaux.
IV.2. Temprature de la cuve dattaque
La temprature de la cuve dattaque doit tre comprise entre 78 et 84C pour le
procd dihydrate. La temprature peut intervenir directement sur le mcanisme de
croissance cristalline. Elle peut influer sur les vitesses de nuclation et de croissance
cristalline.
Ainsi la temprature peut intervenir sur la raction de surface et la diffusion.
Nanmoins, la raction de surface est plus sensible la temprature du fait que son
nergie dactivation est beaucoup plus importante que celle de la cristallisation.
Par ailleurs, la temprature peut intervenir sur le milieu ractionnel dans lequel se
ralise la cristallisation :
-
Les proprits physiques de la bouillie (viscosit, densit,) ;
La solubilit des diffrentes espces prsentes dans la bouillie ;
La vitesse des autres ractions se passant dans la cuve dattaque.
Pour vrifier ces effets on va voir ci-aprs linfluence de la temprature sur le rendement
chimique pour les deux procds REVAMPING et RHONE POULENC.
IV.3. Concentration de lacide produit (%P2O5)
Une augmentation de la concentration en
dans la bouillie phosphorique entrane la
formation de petits cristaux de sulfate de calcium. En effet, une concentration assez
leve en
rend la bouillie phosphorique plus visqueuse, ce qui rduit la mobilit
des ions
et
et provoque des sursaturations ainsi la croissance des cristaux est
affecte aussi rend la filtration plus difficile et engendre une augmentation en perte P 2O5
soluble eau.
IV.4. Teneur en sulfate libre
Lacide sulfurique est lun des paramtres importants qui gouverne la qualit de la
cristallisation. En effet, la solubilit qui est en fonction de la concentration en
contrle la vitesse de croissance des cristaux. Dans la majorit des cas, une
augmentation du taux de sulfate engendre une augmentation de la taille des cristaux et
le changement de la forme des cristaux.
Lexploitant doit trouver le meilleur taux de sulfate qui va dpendre de linstallation
spcifique et du phosphate utilis.
52
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
IV.5. Taux de solide
Un taux de solide lev favorise la croissance des cristaux au dtriment de la
nuclation. En effet les cristaux de gypse vont servir de support pour la fixation dun
nombre assez important dions
et
au lieu de former de nouveaux germes.
Cependant, laugmentation du taux de solide est limite { cause de la viscosit de la
bouillie qui tend { augmenter avec le taux de solide. Il est { noter quen prsence dune
bonne forme des cristaux (Clusters), on peut augmenter le taux de solide jusqu{ des
valeurs de
(sans affecter la viscosit). Par contre, pour des cristaux aiguilles, le taux
de solide est limit entre
et
.
Lintrt dun taux de solide lev est de permettre une bonne croissance des cristaux du
gypse et une rduction du taux de recyclage de lacide produit (donc moins de pertes en
au cours de la filtration).
Un taux de solide faible est maintenu quand il y a une mauvaise cristallisation, en outre il
y a formation davantage de cristaux type aiguille. Dailleurs les cristaux aiguilles ont une
influence trs importante sur la viscosit de la bouillie. Le taux de solide peut tre
contrl facilement par le retour de lacide, nanmoins une grande recirculation de
lacide peut entraner une perte en
au cours dune filtration leve. Si la quantit de
solide diminue, la surface totale des cristaux par unit de bouillie va diminuer et la
vitesse de croissance des cristaux dcroit, donc la raction de germination va tre
favorise. Plus la nuclation est favorise, plus la taille des cristaux est rduite. Ainsi un
taux de solide faible va changer la forme des cristaux. Par consquent le taux de solide a
un double effet sur la qualit de la filtration. En premier lieu il contrle le volume total
de la bouillie tre filtr et deuximement il contrle la surface du cristal par unit de
volume de la bouillie et par la suite la vitesse de croissance des cristaux.
IV.6. Qualit du phosphate dalimentation
Le minerai de phosphate se compose en plus du phosphate de calcium, dautres
constituants tels que :
,
,
, ,
, terres rares, matires organiques qui
peuvent considrer comme des impurets.
Linfluence des impurets sur la cristallisation est indniable, elles sadsorbent sur la
surface de certains cristaux, ce qui influe sur la vitesse de croissance. Diffrentes
impurets peuvent crer des effets opposs mais la fin du compte nous aurons un
rsultat dune srie dinteractions compliqus. Les impurets les plus actifs sont :
,
,
et
, terres rares, impurets organiques.
IV.2.1.Lalumine
Le phosphate contient de lalumine avec une teneur variant de 0,2 { 3%. Durant
lattaque du phosphate, la majorit de lalumine part en solution de 70 { 90% dans
lacide de production. Lalumine est partiellement dissoute au cours du lavage du gteau
de gypse. Quand il y a une augmentation de la concentration en
dans la cuve
dattaque, la teneur en alumine augmente. En effet, lalumine peut se trouver dans lacide
phosphorique sous forme dhexafluorure dalumine
et peut prcipiter sous une
forme possible de ralstonite (
) et donc se trouver dans le gteau du gypse. Les
53
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
travaux effectus par Ghayor [ 8] ont bien dmontr que lalumine favorise la croissance
rgulire des cristaux dans toutes les directions. Fison [ 7] a contrl la forme des
cristaux par le rapport
(1 50), il affirme que les types aiguilles de cristaux
changent en clusters, des cristaux qui donnent une bonne filtration.
IV.2.2.Le Fer
La teneur en
varie dans le phosphate de 0,1 2%. Le fer a un effet important sur
la viscosit de la bouillie qui affecte son tour la filtration et qui pose des problmes au
cours de la concentration.
Il y a trs peu de littrature qui traite linfluence du fer sur la formation des cristaux.
IV.2.3. Le Magnsium
La teneur en
dans le phosphate varie de 0,2 0,6%. Il est couramment connu que
le magnsium a une influence sur la forme des cristaux et leur taille par le biais de
laugmentation de la viscosit.
Tout le magnsium se trouvant dans le phosphate passe en solution dans lacide de
production. Mais, au cours du refroidissement, il y a un dpt de magnsium sous forme
de
et qui pose des problmes dentretien de linstallation..
IV.2.4. Le Fluor
Le fluor a un effet ngatif sur la cristallisation. Le rapport
est utilis souvent
comme un facteur de ractivit. En effet, les phosphates les moins ractifs ont le rapport
faible. Quand ce rapport est lev, il y a plus de formation de couches
protectrices autour des particules de phosphate et donc il y a plus de perte en
inattaqu et on naura pas une bonne cristallisation.
IV.2.5. Silice
Pour la silice on distingue entre :
Silice ractive
La silice ractive dorigine primaire de largile sassocie avec la gangue minrale du
phosphate. Le fluor ragisse avec la silice ractive pour donner SiF 62- qui peut se
prcipiter pour donner des fluosilicates de sodium ou de potassium. Ghayor [8] a tudi
leffet de lalumine et de la silice ractive sur le phosphate. Il a mis en vidence le rle
important de la silice ractive dans la croissance des cristaux. Il a trouv la valeur
optimale en silice ractive requise pour une bonne cristallisation du gypse et donc le
meilleur rendement en filtration.
Silice quartzite (ou non ractive)
Elle ne ragit pas rapidement avec le fluor. En effet, si la silice ractive nest pas
suffisante,
et
peuvent coexister dans le mlange ractionnel. Et donc la
prsence du fluor va affecter normment la cristallisation du gypse.
IV.2.6. Les carbonate
Leur prsence excessive augmente la consommation dacide sulfurique pour former le
dioxyde de carbone CO2 responsable de lapparition des mousses, et engendre aussi le
54
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
noircissement de lacide phosphorique. Nanmoins, la prsence des carbonates en quantits
appropries amliore la ractivit puisquils permettent une dcomposition plus rapide des
grains de phosphate.
IV.2.7. Terres rares
Linfluence des terres (
,
,
,) sur la cristallisation est reconnue. Bien que
le mcanisme ne soit pas encore dmontr, il y a une action dinhibition sur la
cristallisation du gypse. Witkamp [9] est tudi leffet ngatif des terres rares et dautres
impurets sur la croissance des cristaux du gypse et ils sont arrivs les classer dans
lordre dcroissant suivant :
La vitesse de croissance des cristaux de sulfate de calcium a t divise par dix lors de
lajout de
.
IV.2.8. Matires organiques
Les molcules organiques venant du phosphate ou des additifs modifient la
cristallisation. Ces matires organiques stabilisent les mousses, affectent lagitation et
augmentent localement la sursaturation qui va favoriser la nuclation au profit de la
croissance des cristaux.
Il apparait bien que lun des paramtres importants qui va favoriser une trs bonne
cristallisation est lajout dun additif riche en alumine et en silice ractive, do le choix
de lutilisation dune trs bonne argile riche en ces deux lments.
Si on rsume tous les paramtres qui rgient une ligne de production dacide
phosphorique, on peut citer :
La granulomtrie du phosphate ;
La teneur en sulfates libres ;
La teneur en P2O5 (Concentration de lacide fort) ;
La temprature de la bouillie ;
Le temps de sjour ;
Le taux de solide ;
Lagitation dans les cuves ;
Les densits de la bouillie et du filtrat dans les cuves.
55
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
CHAPITRE
IV
Expriences & Rsultats
I-Etude des paramtres influenant la cristallisation de gypse
II-Analyse des donnes
III- Evaluation de la part de chaque facteur sur le rendement chimique
Rsum
Lobjectif de ce chapitre est dtudier les paramtres qui
conditionnent la cristallisation de sulfate de calcium, plus
lvaluation de la part de chaque facteur sur le rendement
chimique de latelier selon un plan dexpriences bien
dtermin.
56
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I. Etude des paramtres influenant la cristallisation de gypse
Comme nous avons dj prsent dans le chapitre prcdent, on constate quil ya une
forte relation entre les conditions de la cristallisation du sulfate de calcium et les pertes
en P2O5, et par consquent le rendement chimique de latelier. Dans ce chapitre, on va
tudier en dtail linfluence de chaque paramtre sur la cristallisation de gypse via le
rendement chimique.
Puisque le phosphate utilis par latelier phosphorique depuis le mois de Janvier de
lanne 2010 est de qualit K09, dont les constituants en pourcentage sont prsents
dans le chapitre III diagnostic et Analyses . On va considrer ce facteur comme un
paramtre fixe et on va dterminer linfluence des autres paramtres.
Pour le facteur agitation, la vitesse dagitation est constante.
Ltude va donc se concentrer sur linfluence des paramtres : taux de sulfate libre,
temprature de la cuve dattaque et titre en P2O5 dacide produit sur le rendement
chimique et la productivit.
Pour cela, nous avons effectu un suivi de la production des quatre lignes de la zone
nord de latelier phosphorique N03 du 01 au 16 Mai 2010. Cette tude va tre mene
laide dun plan dexpriences factoriel complet qui a pour but de rduire le nombre des
expriences.
Ce plan dexpriences nous permet aussi de modliser le systme tudi et dvaluer la
part de chaque facteur, en plus de dterminer les conditions dans lesquelles les
performances les plus optimales sont ralises en termes de rendements chimique qui
reflte certainement la cristallisation du gypse.
Les donnes relatives au suivi de la production des lignes (A, B, C et D) du 01 au 16
Mai2010 sont cites dans lAnnexe N3.
Pour la modlisation de la section en question, on adopte le systme suivant :
Variables mesures :
Performances observes :
Temprature
Rendement
chimique
ATTAQUE-FILTRATION
Taux de sulfate
Titre dacide produit
Cristallisation de gypse
II. Analyse des donnes
II.1. Procd Jorf (REVAMPING)
II.1.1 influence du titre en P2O5 sur le rendement chimique et la productivit
On prend comme ligne dexprience la ligne A (ligne REVAMPING), on trace les pertes
en P2O5 soluble eau en fonction du titre dacide produit, ensuite on va voir linfluence de
ces pertes sur le rendement chimique :
57
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Perte en P2O5 SE
Projet de Fin dEtude
0,4
0,35
0,3
0,25
0,2
0,15
0,1
0,05
0
LIGNE A
0,366
0,324
0,23
Soluble Eau
25,59
26,834
27,634
Titre d'acide produit
Figure 29 : Influence du titre en P2O5 dacide produit sur les pertes en P2O5 soluble eau.
100
90
80
70
60
50
40
30
20
10
0
95,18
34,7
24,7
94,25
93,78
Productivit
33,04
29,08
26,67
Rendement chimique
27
Figure 30 : Influence du titre en P2O5 dacide produit sur la productivit et le rendement chimique.
INTERPETATIONS
Il ressort des figures ci-dessus que lamlioration de la qualit dacide produit se
fait au dtriment du rendement chimique. Lamlioration du titre dacide produit,
affecte le rendement chimique et la productivit de la ligne ;
La qualit dacide produit est tributaire du dbit deau de procd, moins on lave
les toiles, plus on concentre lacide, ce qui se rpercute ngativement sur le
processus de la filtration et engendre des pertes en P2O5 soluble eau ;
On a constat aussi que lorsquon amliore la qualit dacide produit, la densit
de la bouillie augmente, ce qui entraine des fissures du gteau, ces fissures
provoquent des casses vide, et donc, des difficults de conduite de la filtration.
Ces constatations expliquent les pertes importantes en P2O5 soluble eau et par suite
la baisse du rendement chimique.
II.1.2. Influence de taux de sulfate sur le rendement chimique
Comme nous avons dj expliqu (Chapitre III, paragraphe IV.4), les sulfates ont un rle
trs important dans la formation des cristaux de sulfate de calcium. On va tester
linfluence du taux de sulfate sur les pertes en P2O5 syncristallis et inattaqu ensuite on
va dterminer linfluence de ces pertes sur le rendement chimique :
58
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
perte en P2O5 syncristallis
SYN
0,6
0,59
0,58
0,57
0,56
0,55
0,54
0,59
0,57
0,56
SYN
19
24
27
Taux de sulfate libre
Figure 31 : Influence du taux de sulfate sur les pertes en P2O5 syncristallis.
perte en P2O5 inattaqu
INAT
0,23
0,25
0,18
0,2
0,15
0,14
0,1
INAT
0,05
0
19
24
27
taux de sulfate libre
rendement chimique
Figure 32 : Influence du taux de sulfate sur les pertes en P2O5 inattaqu.
95,4
95,2
95
94,8
94,6
94,4
94,2
94
93,8
93,6
93,4
95,21
94,48
94,06
19
Rc
24
27
taux de sulfate libre dans la bouillie
Figure 33 : Influence de taux de sulfate sur le rendement chimique.
59
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
INTERPETATIONS
On constate que les pertes en P2O5 syncristallis diminuent lorsque le taux
de sulfate libre augmente. Ceci est bien expliqu par le principe de la
cristallisation de sulfate de calcium ; les ions (HPO42-) entre dans la
structure cristalline du sulfate de calcium lorsque la concentration en
SO42- diminue. Ceci engendre laugmentation des pertes en P2O5
syncristallis. On a donc intrt lever davantage la concentration en
sulfate dans le mlange ractionnel. Mais il faut mettre en considration
les pertes en P2O5 inattaqu.
les pertes en P2O5 inattaqu suivent laugmentation du taux de sulfate.
Ceci est dit { lentourage des grains de phosphate par les cristaux de
sulfate de calcium stable qui limite leurs attaques par lacide sulfurique.
Donc il faut garder le taux sulfate alentour de sa valeur optimal qui
prsente le rendement maximal. Cette valeur est voisine du 24g/l comme
lindique la figure 36.
II.1.3. Influence de la temprature sur le rendement chimique
Rendement chimique en %
La temprature affecte directement le processus de la cristallisation. La figure suivante
nous montre cette influence :
95,32
95,5
95
94,45
94,5
94
93,78
Rc
93,5
93
78
80
81
Temp cuve d'attaque en C
Figure 34 : Influence de la temprature sur le rendement chimique.
INTERPRETATION :
On constate que le rendement chimique ralis est plus lev lorsquon
travaille des tempratures leves. Mais, malheureusement on ne peut
pas augmenter davantage la temprature ; on risque de passer la forme
hemi-hydrate de gypse.
60
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
II.2. Procd RHONE POULENC
On rpte les mmes analyses de la ligne REVAMPING sur une ligne RHONE POULENC.
IV.2.1. Influence du titre en P2O5 sur la productivit et le rendement chimique
0,35
0,292
0,3
0,252
0,25
0,214
0,2
Soluble Eau
0,15
0,1
0,05
0
25,672
26,266
27,186
Figure 35: Influence du titre en P2O5 dacide produit sur les pertes en P2O5 soluble eau.
Rendement chimique en %
120
95,96
100
95,06
94,26
80
60
productivit
40
25,47
Rc
26,66
26,29
20
0
25,57
26,42
27,66
Titre d'acide produit % en P2O5
Figure 36: Influence du titre en P2O5 dacide produit le rendement chimique et la productivit.
INTERPRETATIONS
Les mmes conclusions quon a tir du procd JORF sont valables pour le
procd RHONE POULENC, sauf pour la productivit, on constate quelle
augmente quand le titre dacide produit augmente ; et cela peut tre d
la cadence de production qui est infrieure celle du procd JORF.
61
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
IV.2.2. Influence du taux de sulfate sur le rendement chimique
perte en P2O5 syncristallis
SYN
0,61
0,6
0,59
0,58
0,57
0,56
0,55
0,54
0,53
0,52
0,6
0,58
0,55
SYN
28,14
24,53
19,76
Taux de sulfate libre
Figure 37: Influence du taux de sulfate sur les pertes en P2O5 syncristallis.
INAT
perte en P2O5 inattaqu
0,3
0,25
0,24
0,2
0,2
0,17
0,15
0,1
INAT
0,05
0
28,14
24,53
19,76
Taux de sulfate libre
Figure 38 : Influence de taux de sulfate sur les pertes en P2O5 inattaqu.
Rendement chimique
96
95,71
95,5
94,93
95
94,5
94,25
Rc
94
93,5
19
24
27
Taux de sulfate
Figure 39 : Influence de taux de sulfate sur le rendement chimique.
62
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Rendement chimique
Projet de Fin dEtude
95,6
95,46
95,4
95,2
95
94,8
95,02
94,8
Rc
94,6
94,4
78
80
81
temprature cuve d'attaque
Figure 40: Influence de la temprature sur le rendement chimique.
INTERPRETATIONS
Les remarques quon a tir du procd JORF sont valables aussi bien pour
le procd RHONE POULENC, le rendement chimique maximal est ralis
un taux de sulfate proche de la valeur 24g/l.
Lorsquon travaille { des tempratures leves, on arrive { maximiser le
rendement chimique, mais on se rapproche de la zone critique du procd
dihydrate.
II.3. Influence du taux de solide
Pour le taux de solide, on a travail sur une ligne Revamping (ligne D), les rsultats
trouvs sont rsums dans les tableaux 8 et 9 :
Tableau _8 : Suivi du taux de solide de la ligne D.
11h
12h
12h45
14h
15h
16h
17h
acide de retour(t/h)
348,6
417,2
412,4
373
348,9
257,7
322,6
phosphate (t/h)
125
124,8
77,6
105,8
119,6
124,9
124,3
sulfurique (m3/h)
59,8
60,1
36,4
52,8
58,1
60,5
60,9
acide produit(t/h)
142,2
65,1
79,8
182,1
182,9
185,8
125,7
eau de procd (m3/h)
234,4
222,9
208
215,6
180,9
111,3
229,3
densit bouillie
1495
1485
1507
1484
1446,7
1472
1494
densit filtrat
1285
1277
1294
1292
1292
1309
1315
taux de solide en%
31
31,16
32
29,27
23,5
25
27,95
taux de sulfate (g/l)
21
27,93
24
19
17
15
17
Tableau 9 : Analyse des chantillons de gypse.
11h
12h
12h45
14h
15h
16h
17h
P2O5 SE
0,13
0,13
0,15
0,18
0,39
0,21
0,9
P2O5 SYN
0,56
0,53
0,49
0,52
0,56
0,55
0,48
P2O5 INT
0,19
0,18
0,18
0,19
0,17
0,19
0,19
P2O5 TOTAL
0,88
0,84
0,82
0,89
1,12
0,95
1,57
% en CaO
32,14
32,2
32,38
32,4
32,32
32,4
32,4
Rendement chimique
95,48
95,69
95,82
95,46
94,28
95,16
92
taux de solide en%
31
31,06
32
29,27
23,5
25
27,95
63
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
35
32
31,16
31
29,27
Taux de solide en %
30
25
25
23,5
20
15
Rc
10
5
0
95,82
95,69
95,48
95,46
95,16
94,28
Rendement chimique en %
Figure 41 : Taux de solide en fonction du rendement chimique.
INTERPRETATIONS
Daprs la figure 41 on constate que le rendement chimique augmente
avec le taux de solide. Ce qui explique quun taux de solide lev favorise
la croissance des cristaux au dtriment de la nuclation. En effet les
cristaux de gypse vont servir de support pour la fixation dun nombre
assez important des ions
et
au lieu de former de nouveaux
germes. Cette croissance des cristaux assure une meilleure filtration et
permet de diminuer les pertes en P2O5.
laugmentation du taux de solide est limite cause de la viscosit de la
bouillie qui tend augmenter avec le taux de solide. Cependant, le taux de
solide ne peut pas dpasser certaines valeurs limites qui risquent de
perturber le fonctionnement des pompes et des agitateurs de la cuve
dattaque.
III. Evaluation de la part de chaque paramtre sur la cristallisation de gypse
On va travailler sur trois facteurs, temprature, taux de sulfate et titre en P 2O5 dacide
produit. Pour valuer la part de chaque paramtre on doit construire un plan
dexprience factoriel [11] trois facteurs qui sont rpartis en trois niveaux. La rponse
est le rendement chimique de linstallation correspond { chaque point dexprience.
Les niveaux des facteurs sont prsents dans le tableau suivant :
Tableau 10 : Illustre les niveaux des facteurs.
niveaux
niveau bas
niveau intermdiaire
niveau haut
TEMP
78
80
81
SULFATE
19
24
27
TITRE EN P2O5
25
26
27
64
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
La distribution des facteurs se fait comme suit :
Tableau 11 : Nombre dessai en fonction de la distribution des niveaux de facteurs.
N d'essai
Niveaux
T (C)
Sulfate (g/l) %P2O5
Rc
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
1
2
3
1
2
1
1
1
2
2
2
3
3
3
1
1
1
2
2
2
3
3
3
1
1
1
2
2
2
3
3
1
1
1
1
1
1
1
1
1
2
2
2
2
2
2
2
2
2
3
3
3
3
3
3
3
3
78
80
81
78
80
81
78
80
81
78
80
81
78
80
81
78
80
81
78
80
81
78
80
81
78
80
19
19
19
24
24
24
27
27
27
19
19
19
24
24
24
27
27
27
19
19
19
24
24
24
27
27
25
25
25
25
25
25
25
25
25
26
26
26
26
26
26
26
26
26
27
27
27
27
27
27
27
27
94,05
94,12
94,1
95,16
95,25
95,51
94,65
94,7
95,01
94,2
94,52
94,9
94,05
95,1
95,41
94,46
95,11
94,56
93,17
94,21
94,06
94,35
94,67
95,8
94,06
94,16
27
81
27
27
94,8
Le systme tudi peut tre modlis en fonction des facteurs suivants :
temprature ;
taux de sulfate ;
titre dacide produit.
Le modle correspondant au plan dexpriences scrit [11] :
Avec :
Moy(Y) : la moyenne des rponses ;
T, S et P : respectivement la temprature, taux de sulfate et titre dacide produit ;
: influence de la temprature ;
: influence du taux de sulfate ;
influence du titre en P2O5 ;
TS, SP et TP : sont les interactions entre les facteurs ;
les coefficients relatif aux interactions TS, SP et TP ;
: coefficient relatif aux interactions tertiaire entre T, S et P.
65
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.1. Construction du modle
Pour construire le modle des rponses, on va calculer les coefficients correspond
linfluence de chaque facteur.
La moyenne des rponses pour les 27 expriences est :
III.1.1. Calcul des coefficients a1 , b1 et c1 relatifs leffet de la temprature, taux de sulfate
et titre dacide produit
Calcul du coefficient relatif la temprature
Nous avons utilis pour le facteur temprature trois niveaux, donc le coefficient a1 est une
matrice [1,3] :
Avec :
sont les effets de la temprature dans les niveaux 1,2 et 3.
Calcul de leffet de la temprature dans le niveau 1
Avec
moyenne des rponses lorsque la temprature est maintenue dans le niveau 1
(T=78C)
Calcul de leffet de la temprature dans le niveau 2 (
Calcul de leffet de la temprature dans le niveau 3 (
66
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Donc :
Calcul des coefficients relatifs au taux de sulfate et titre en P2O5 (b1 et c1)
On suit le mme raisonnement que celui dans le calcul de a1 pour dterminer b1 et c1 :
III.1.2. Calcul des coefficients relatifs linteraction entre (T et S), (S et P) et (T et P)
Le coefficient dinteraction entre temprature et taux de sulfate
scrit sous la forme [11] :
est une matrice [3 ,3]
Calcul de
: Linteraction entre temprature et taux de sulfate lorsque les deux sont
maintenus au niveau 1.
Avec moy(T1S1) moyenne des rponses lorsque T et S sont maintenus au niveau 1.
Calcul de T2S1
:Linteraction entre temprature maintenue au niveau 2 et taux de sulfate
maintenu au niveau 1.
67
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
On suit le mme raisonnement pour calculer les autres composantes de la matrice, on
trouve :
Nous suivons le mme raisonnement pour le calcul des coefficients b2 et c2 :
On nglige les interactions dordre 3, le modle est donc :
On remplace chaque coefficient par sa matrice. Le modle de calcul du rendement
chimique en fonction des facteurs, temprature, taux de sulfate et titre en P 2O5 dacide
produit est le suivant :
94,59 +
*T+
III.2. Vrification du modle
Cas 1 : On calcule le rendement chimique lorsque les trois facteurs sont
maintenus au niveau 1 :
Rc = 94,59-0,36-0,45+0,13+0,02-0,18+0,26 = 94,01 %
Tandis que le rendement rel de lexprience 1 est : Rc= 94,05 %
Cas 2 : On calcule le rendement chimique lorsque la temprature est maintenue
au niveau 1, taux de sulfate au niveau 2 et titre dacide produit au niveau 3, cette
distribution correspond { lexprience 22 :
68
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Le rendement rel correspond { lexprience 22 est :
Cas 3 : On calcule le rendement chimique lorsque les trois facteurs sont
maintenus au niveau 3, cette distribution correspond lexprience 27 :
Le rendement correspond { lexprience 27 est :
Calcul de lerreur
Cas 1 :
Cas 2 :
Cas 3 :
On constate que lerreur est ngligeable, elle est d gnralement soit la ngligence de
linteraction TSP dordre 3, soit { la diffrence entre les lignes puisque nous avons
travaill sur les trois lignes revampes A, C et D.
III.3. Interprtations des rsultats du plan dexpriences
Effet total de la temprature
Effet total du taux de sulfate
Effet total du titre de lacide produit
69
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
On a :
Le taux de sulfate est donc le facteur qua le plus dinfluence sur le rendement chimique
et par consquent la cristallisation de gypse, suivi de la temprature et le titre en P 2O5
dacide produit.
Calcul de la part de chaque facteur sur le systme tudi :
On constate que le taux de sulfate a une grande part dinfluence sur le systme tudi.
Pour la construction du plan dexprience, nous avons travaill avec le logiciel (JMP) ; un
logiciel spcialis dans llaboration des plans dexpriences et dautre calculs
statistiques [Annexe N4].
Figure 42 : Plan dexprience sur le tableau JMP.
70
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Figure 43 : Rendement chimique en fonction de la temprature.
Figure 44 : Rendement chimique en fonction de taux de sulfate.
71
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Figure 45 : Rendement chimique en fonction de titre dacide produit.
Figure 46 : Rendement chimique en fonction du taux de sulfate.
72
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Figure 47 : Graphique disorponses pour le rendement chimique.
INTERPRETATIONS
Les rsultats trouvs prcdemment sont valids par le plan dexpriences, on constate
que les facteurs temprature, taux de sulfate et titre dacide produit influence sur le
rendement chimique de la faon suivante :
Le rendement chimique diminue quand le titre dacide produit augmente ;
La fabrication dacide phosphorique dans des conditions leves de temprature
amliore le rendement chimique ;
La variation permanente du taux de sulfate perturbe fortement les conditions de
cristallisation de sulfate de calcium. Ce qui influence le rendement chimique de
linstallation.
Conclusion
On peut conclure de ce plan dexpriences lintervalle optimal de chaque facteur :
Taux de sulfate [23 25 g/l]
Temprature [81 - 82 C]
Titre en P2O5 dacide produit [25 - 26 %]
On constate donc que, les trois paramtres, temprature, titre dacide produit et taux de
sulfate ont une grande influence sur la cristallisation de gypse et par consquent sur le
rendement chimique, mais le facteur qui a la grande part dinfluence cest le taux de
sulfate, pour cela il faut travailler des valeurs optimales de ce dernier pour viter au
maximum les pertes en P2O5.
Dans le chapitre suivant proposition des solutions , on va proposer quelques
modifications (redimensionnement de la pompe et lajout du floculant) pour remdier
ce problme.
73
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
CHAPITRE
V
Proposition des amliorations
I-Redimensionnement de la pompe de circulation P20
II-Optimisation de la consommation spcifique du floculant
III-Etude technico-conomique des modifications proposes
Rsum
Dans ce chapitre nous avons redimensionn la pompe de
recirculation de la bouillie afin de rduire le taux de sulfate
dans le milieu ractionnel, aussi on a propos une
optimisation de la consommation spcifique du floculant
pour amliorer le rendement chimique de la section attaque
filtration de latelier phosphorique.
74
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I. Redimensionnement de la pompe de recirculation (P20)
La pompe actuelle de recirculation pose beaucoup de problme cause de
linsuffisance de son dbit par rapport { la capacit de production dans une ligne
revampe, do la ncessit de redimensionner cette pompe en se basant sur les bilans
matires et chaleurs dans les conditions actuelles de la production.
On dsire augmenter le dbit de circulation de la bouillie afin damliorer la
cristallisation du gypse par laugmentation du temps de croissance des cristaux ainsi que
la diminution du taux de sulfate en vitant le contact direct entre les grains de
phosphates et lacide sulfurique.
La pompe refoule la bouillie du pied de la cuve dattaque vers le flash cooler o elle
rencontre lacide sulfurique frais et lacide de retour venant du filtre, puis lensemble
dborde dans un digesteur.
Figure 48 : schma explicatif de circuit de circulation de la bouillie.
Dans le chapitre prcdent nous avons trouv que lattaque du phosphate dpend
fortement du taux de sulfate : un taux de sulfate lev engendre des pertes en P2O5
inattaqu, le taux de sulfate bas provoque des pertes en P2O5 syncristallis. Donc, pour
raliser un meilleur rendement chimique, il faut procder lattaque { un taux de sulfate
entre 23 et 25 g/l.
Cette pompe est dimensionne de telle faon maintenir un taux de sulfate optimal dans
le digesteur.
Avant dentamer les calculs des caractristiques de la pompe, on commence par donner
quelques notions sur les types des pompes et les tapes de dimensionnement.
I.1-Pompes et machines hydrauliques [12].
Les pompes sont des machines destines { accrotre lnergie des fluides pomps en vue
de provoquer leur dplacement dans des circuits comportant gnralement une
lvation de niveau (hauteur gomtrique), une augmentation de pression (hauteur de
charge), et des pertes de charge. La prsence dune pompe dans un circuit se traduit par
75
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
un relvement ponctuel de la ligne de charge pour permettre lcoulement du fluide
toujours dans le sens de labaissement de la ligne de charge.
Les pompes se regroupent dans deux catgories principales, soit les pompes centrifuges
et les pompes volumtriques. On classe les pompes dusage courant dans les
installations industrielles selon :
coulement axial
Centrifuges
volute
coulement radial
turbine rgnratrice
turbine verticale
engrenages extrieurs
Pompes
engrenages intrieurs
Rotatives
palettes
vis unique
vis multiples
Volumtriques
action directe
alternative motorise
membrane
Alternatives
dbit mesur
I.2. Relations de calcul de pertes de charges et hauteur manomtrique
Indpendamment de leur principe de fonctionnement, les pompes sont caractrises par
certains paramtres identiques, tels que :
Hauteur manomtrique de pompage
;
Hauteur maximale daspiration
;
Hauteur maximale de refoulement ;
Hauteur gomtrique de pompage ;
Dbit de liquide massique ou volumique
Rendement total de pompage ;
Puissance utile .
Le rapport / obtenu de lquation de Bernoulli en divisant lnergie mcanique par
lacclration de la pesanteur sappelle hauteur manomtrique Zm ou hauteur
manomtrique totale Zt et reprsente la hauteur thorique laquelle la pompe pourrait
lever le liquide sil ny avait pas de pertes de charges dues aux frottements, { llvation
de pression et { laugmentation de vitesse. Dans le cas dun coulement isotherme :
W
= =(
g
1) (
2
2
2
1
) (
76
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I.2.1-Pertes de charge :
Les pertes de charge prsentent dans une canalisation sous deux types :
Pertes de charge singulires ou localises
Elles sont provoques par des modifications du contour de la veine liquide, comme par
exemple : rtrcissement, largissement, changement de direction. Elles sont
proportionnelles au carr de la vitesse et dpendent de la nature et de la forme de
lincident de parcours.
Elles sexpriment comme une hauteur de charge en mtre de fluide :
Tableau 12: pertes de charge singulires [13]
Elments
Coude de 90 3 lments intermdiaires
Vanne DN 800 (L=359 mm)
Compensateur de dilatation DN 800
Coefficient de pertes de charge singulires
= 0,3 (r/D>2)
= 0,2
0,5
Pertes de charge linaires
Les pertes de charge linaires se produisent tout au long de la conduite. Elles sont
proportionnelles au carr de la vitesse, et dpendent de la nature de lcoulement
(nombre de Reynolds) et de la nature de la conduite (rugosit relative).
2
Le coefficient est donn par lquation de Haaland [13] :
1
= 0,1
6,9
= 1,8 log [
3,7
)1,11
: Rugosit de lacier inox UB 6 ;
Le coefficient dpend de la nature de lcoulement, laminaire ou turbulent, suivant la
valeur du nombre de Reynolds.
La ligne de charge dun coulement permanent dun fluide rel incompressible entre les
points 1 et 2 sabaisse dune hauteur qui reprsente la somme des pertes de charge
(singulires et linaires) suivant la relation:
I.2.2. Pompe dans le cas du transport de fluides contenant des matires solides
Les matires solides (plus lourdes que leau) peuvent tre dautant mieux transportes
que leur vitesse de sdimentation est faible et que leur vitesse dcoulement est leve.
En raison des nombreux facteurs dinfluence, le calcul de la vitesse de sdimentation
nest toutefois possible qu{ partir dhypothses : la vitesse de sdimentation dune bille
dans un espace illimit (indice 0) est, { partir de lquilibre des forces [13] :
77
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
4. .
3.
.
0.
La concentration en particules solides a une influence importante :
=
I.3. Dimensionnement de la pompe
Le dimensionnement de la pompe consiste la dtermination de son :
Dbit ;
Hauteur manomtrique;
NPSH.
I.3.1- Calcul du dbit de la pompe:
La dtermination du dbit de la bouillie recycle vers le flash est trouv selon un bilan
thermique de lunit attaque [5] :
=
(
Le bilan thermique scrit sous la forme :
(
Avec :
=
98,5%
Tableau13 : quantit de chaleur des ractifs entrants.
La quantit de chaleur apporte par
lacide sulfurique
le phosphate
lacide de retour
La chaleur totale des ractifs entrants (
Unit en (th/h)
1513,54
1113,94
18032,30
20659,78
Lagitation engendre une quantit de chaleur calcule par la relation :
=
2000(
) 860. 10
106,49
= 16,15
prsente la quantit de chaleur due { la raction dattaque du phosphate par
lacide sulfurique et { la dilution de ce dernier :
(
= 211
98,5%)
98,5%
= 211
108,11 = 22811,21
Daprs le bilan de matire et chaleur (chapitre III), la quantit de chaleur apport par
lair et celle dgage avec les gaz est :
78
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
= 3397,77 /
= 18507,51 /
Aussi la bouillie sortante de la cuve dattaque vers le flash cooler avec une quantit de
chaleur :
=
530,45
790. 10
1,525
78 = 21433,66
Do :
= 20659,78 16,15 22811,21 3397,77
= 6943,74 /
21433,66 18507,51
Donc le dbit circulation de bouillie est :
=
694340
= 4394,8
2 790
4400
4400
Ce dbit prsente le dbit de circulation ncessaire pour lvacuation de la quantit de
chaleur issue de la dilution dacide sulfurique dans le flash cooler. Mais il reste de lier ce
dbit avec le taux de sulfate optimal pour une meilleure attaque du phosphate, pour cela,
on est amen tablir un bilan de taux de sulfate dans le flash-cooler.
Les ractifs contenant un taux de sulfate lentre du flash-cooler sont :
59,24 m3/h dacide sulfurique (98,5%);
318,03 t/h dacide de retour contenant 12g/l dacide de retour ;
Qcir de bouillie (contenant 25 g de SO42-/l) de densit de 1,525.
Le taux de sulfate dans la bouillie sortie du flash cooler est la rsultante de la quantit
entrante
avec
les
ractifs,
il
est
calcul
par
la
relation
[5] :
Tableau14 : Tableau rcapulatif du bilan de taux de sulfate en fonction du dbit de recirculation.
Qcir (m3/h)
1600
2800
4400
5600
7000
10000
Qacide retour(t/h)
Q acide sulfurique (m3/h)
318,03
59,24
SO4-- (g/l)
75,65
54
42
37,35
33,88
24,6
Pour travailler des taux de sulfate rduites dans le digesteur, et afin de laisser la
possibilit de procder lattaque du phosphate dans le digesteur, il faut adopter une
pompe de recirculation de dbit aller jusqu{ 10000 m3/h de la bouillie avec
linstallation dun variateur de vitesse qui permet aux oprateurs de contrler le dbit de
circulation en fonction des conditions dattaque du phosphate.
79
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I.3.2. Calcul de la hauteur manomtrique de la pompe
La figure ci-dessous nous montre les diffrentes hauteurs (hauteurs gomtrique,
daspiration, de refoulement et de charge) :
Flash Cooler
Pvide
Zg
Zr
Patm
Zc
Zas
Pompe de
recirculation
Cuve dAttaque
Figure 49 : recirculation de la bouillie.
La hauteur gomtrique
du circuit est :
=
= 14 5,8 = 8,2
La hauteur manomtrique totale dlvation , qui est l'quivalent en hauteur de
liquide pomper de l'nergie fournie par la pompe au liquide est :
=
En gnral les termes de vitesse sont ngligeables.
Le circuit de la pompe est caractris par :
Conduites daspiration :
-
Longueur de la conduite est 3,43 m incluse une vanne de longueur de 359 mm et
DN 800 ;
Compensateur de dilatation (rsiste la vibration de la conduite) de 300 mm de
longueur DN 800 ;
Conduite de refoulement :
-
Longueur de la conduite est de 17,05 m ;
Vanne de 359 mm de longueur DN 800 ;
Compensateur de dilatation (rsiste aux vibrations de la conduite) de 300 mm de
longueur DN 800 ;
2 coudes de 90 3 lments intermdiaires DN 800.
80
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
I.3.2.1. Calcul des pertes de charge
On calcule les pertes de charge pour un dbit de recirculation de
le calcul des pertes de charge ncessite le calcul du nombre de Reynolds :
=
=
=
1
= 1,8 log [
=
6,9
42137
4
4 1525 10000
= 42137
0,16 0,8 3600
0,1 800 1,11
(
)
3,7
= 0,0218
Conduites daspiration :
2
[4 10000 (
0,82
2 9,81
2
=(
= (0,0218
3600)
3,071
0,2
0,8
) 1,556 =
Donc :
Conduite de refoulement :
2
=( .
2.
= (0,0218
17,05
0,2 0,6 0,5) 1,556
0,8
Do la hauteur manomtrique:
=8
1,22 2,74
1 0,34 105
1525 9,81
I.3.3. Calcul de la NPSH
Le NPSH disponible ou hauteur de charge nette absolue { laspiration de la pompe est
donn par la relation :
=
1 0,437
= (1525
) 105
9,81
Zc
8
1,22 = 10,74
Le NPSH disponible doit toujours tre suprieur au NPSH requis par la pompe pour le
dbit extrme probable. En effet, il ne faut jamais oublier que le NPSH requis augmente,
pendant que le NPSH disponible diminue, quand le dbit augmente. Une garde de 0,50 m
81
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
est une valeur minimale retenir pour tenir compte des incertitudes dans la
dtermination de la courbe-rseau { laspiration et de lusure dans le temps de la pompe.
I.3.4. Calcul de la puissance hydraulique
La puissance hydraulique de pompage est donne par :
Une lectropompe hydraulique est forme de deux parties distinctes et accouples
mcaniquement :
- Un moteur lectrique ;
- Une pompe hydraulique.
L'nergie mcanique ncessaire une pompe est toujours suprieure l'nergie
effectivement transmise au fluide, suite aux diffrents frottements des organes de
rotation :
centrifuges, nergie dgrade chauffe le liquide pomp ;
alternatives, nergie dgrade l'est dans les transmissions mcaniques.
Les rendements gnralement admis sont :
Pompes piston = 0,6 0,7 ;
Pompes centrifuges = 0,4 0,8.
La puissance absorbe sur l'arbre moteur est :
16,57
La puissance nominale du moteur doit tre suprieure ou gale cette valeur, les
puissances motrices tant normalises.
82
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Tableau 15 : Fiche technique des pompes (P20).
Identification
Type de pompe
Centrifuge horizontale
Nombre de pompes acqurir
5
Caractristiques hydrauliques
Dbit nominal (m3/h)
10000
Hauteur manomtrique total (m)
16,57
NPSH disponible (m)
10,74
Caractristiques du produit vhiculer : Bouillie dacide phosphorique
Masse volumique (kg/m3)
1525
Temprature (C)
78
pH
0,5
Teneur en produit chimique (% masse)
28
Teneur en solide (% masse)
35
Granulomtrique moyenne des particules (mm)
1
Taux de gaz 5(%)
0
Viscosit T (C)(Pa.s)
0,16
Tension de vapeur (bar)
0,437
Caractristiques mcaniques
Puissance absorbe (kW)
918
Rendement (%)
75
II. Optimisation de la consommation spcifique du floculant
II.1. Ajout du floculant
Le floculant { pour rle lassemblage des petits cristaux dans un floc de taille plus grande
se qui facilite leurs filtration. En faite, pour illustrer linfluence dajout de floculant sur la
filtrabilit, nous avons procd par des essais { lchelle industrielle. Ces essais ont pour
but la dtermination de la consommation spcifique optimale en floculant.
Le floculant test est SUPERFLOC A110, une solution de concentration 2g/l.
II.1.1. Essai dajout du floculant
Lessai consiste { valuer linfluence dajout du floculant SUPERFLOC A110 sur la
filtrabilit de la bouillie pour diffrentes consommations spcifiques. Lessai est effectu
sur une ligne REVAMPING pour des consommations spcifiques allant de 15 g/TP2O5 au
40 g/TP2O5.
Tableau 16 : variation du dbit de la pompe du floculant.
dbits (l/h)
300
400
530
635
696
Consommation floc (g/TP2O5)
16,24
21,66
28,7
34,38
37,7
II.1.2. Rsultats et interprtation
Un suivi par microscopie a permis dillustrer linfluence du floculant sur lagglomration
des cristaux pour diffrentes consommations spcifiques :
83
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Suivi microscope (
Il savre des photos prcdentes, quune augmentation en consommation de floculant
favorise la formation des flocs. En effet on a :
Le volume des pores du gteau est donn par la relation suivante :
Avec :
Vp : Volume des pores du gteau ;
Vb : Volume de la bouillie ;
TS : taux de solides dans la bouillie ;
Dg : Densit du gypse ;
: Porosit du gteau.
Le floculant agit sur la porosit du gteau. Quand on ajoute du floculant, on a tendance
rduire la porosit du gteau par formation des flocs. En rduisant le volume des pores,
le taux de lavage devient plus efficace un volume du liquide de lavage constant. Reste
tudier leffet de la quantit ajout sur la filtrabilit de la bouillie.
Le rendement de la filtration calcul par la relation [5] :
Tableau 17 : Rsultats de lessai dajout du floculant.
Echantillons
PM
CaO
EC
SE
Rf
EH1
33,55
31,94
19,89
0,36
98,14
EH2
31,9
32,02
19,62
0,34
98,24
EH3
35,4
32,18
19,38
0,29
98,51
EH4
31,5
32,27
19,61
0,25
98,72
EH5
28,8
32,11
19,08
0,34
98,25
84
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Le rendement de la filtration en fonction de la consommation spcifique
floculant donne le graphe suivant :
en
98,8
Rendemnt filtration en %
98,7
98,6
98,5
98,4
Rf
98,3
98,2
98,1
0
10
15
20
25
30
35
40
Consommation floculant g/(tP2O5)
Figure 50 : rendement de la filtration en fonction de la consommation du floculant.
Il ressort de la figure ci-dessus quil y a un optimum de consommation spcifique de
floculant pour lequel on a un maximum du rendement de la filtration et donc un
minimum des pertes en P2O5 soluble eau. Si on dpasse cet optimum, le floculant aura un
effet ngatif sur le rendement de la filtration et par consquent la capacit de
production. Une consommation infrieure loptimum rend lutilisation du floculant
moins efficace. La consommation spcifique optimale pour le procd JORF est 34
g/TP2O5.
II.2. Boucle de rgulation
II.2.1. Expos du problme
Le rgime de marche dune ligne attaque filtration dpend des contraintes auxquelles la
ligne est soumise. Nous sommes donc amen rduire la cadence lorsquil y a un
empchement technique, soit maitrisable comme dans le cas dun quipement qui
ncessite une intervention pour lentretien, ou non maitrisable tributaire par exemple
de qualit du phosphate. Alors aussi bien en cas de rduction de cadence ou en
augmentation de capacit de production, on doit veiller ce que lajout du floculant sera
optimal. Si on rgle le dbit de floculant dans un rgime de marche donn de telle faon
{ ce quil soit loptimum trouv par lessai, soit il sera en excs en rduction de cadence,
ce qui va entrainer des pertes en rendement de filtration, soit insuffisant si on augmente
la cadence. On note la difficult de rgler manuellement ce dbit optimal chaque fois
quon change la cadence de marche.
II.2.2. Solution propose
En vue de maintenir une consommation spcifique optimal de floculant quoiquil soit le
rgime de marche, une rgulation du dbit de floculant en fonction de la cadence de
marche est primordiale.
85
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
La solution consiste installer une vanne rgulatrice du dbit de floculant. Cette vanne
est actionne selon le dbit dacide sulfurique pour avoir en permanant une
consommation spcifique optimale de floculant. La relation entre le dbit du floculant et
la cadence en acide sulfurique est :
Avec :
Q floculant : Dbit du floculant (l/h);
QH SO : Dbit dacide sulfurique (m3/h) ;
Cs floc : Consommation spcifique du floculant (g/TP2O5) ;
CsH SO : Consommation spcifique acide sulfurique (TMH/ TP2O5) ;
DS : Densit dacide sulfurique ;
C floc: Concentration du floculant (g/l) ;
CH SO : Concentration dacide sulfurique ;
2
Nous avons donc besoin de deux boucles : une pour une lecture instantane du dbit
dacide sulfurique et dans laquelle il y aura la saisie manuelle des entres, savoir la
consommation spcifique du floculant et dacide sulfurique, et une autre pour lire le
rsultat du calcul et actionner la vanne afin davoir le dbit correspondant.
Le schma suivant prsente les boucles proposes pour la rgulation du dbit de
floculant :
Figure 51 : Boucles de rgulation du dbit du floculant.
Le retour de floculant est orient vers la station, tout en prvoyant un clapet anti-retour
actionn par la pression du fluide.
III. Etude technico-conomique des modifications proposes
III.1. Proposition 1
Ltude de la rentabilit du changement de la pompe de circulation de la bouillie (P20)
repose sur le gain en P2O5 ralis et les dpenses de linstallation de nouveau circuit.
Lattaque du phosphate dans un taux de sulfate optimal permet de rduire les pertes en
P2O5 inattaqu et syncristallis et par consquent laugmentation du rendement
chimique, qui est 95,21% pour une ligne revamping (chapitre IV).
86
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Donc on arrive augmenter le rendement de 1,54% par rapport au rendement moyen
ralis pendant les quatre premiers mois de lanne 2010.
Tableau 18 : Calcul du cot dinvestissement et de fonctionnement (1) [14]
Dsignation
Caractristique
Cot (DHs)
Cot dinvestissement
Pompes+moteurs
Nombre= 5
Variateurs de vitesse
Nombre= 5
Conduites DN800
5*10,6 m
Compensateurs DN800
5*2
Vannes DN800
5*2
5*2100000=10500000 DHs
5*1355000=6775000 DHs
Cot de fonctionnement
Puissance en kW
Nombre dheure de fonctionnement
918
22*30*12=7920
cot
5*918*7920*1,2=43623360
III.2. Proposition 2
Pour dterminer le gain apport a lutilisation de la quantit optimal du floculant, on a
rgl le dbit optimal en pleine cadence et on a calcul le rendement de la filtration, puis
nous avons rduit la cadence, pour le mme dbit du floculant.
On se trouve un excs de floculant qui reflte sur le rendement de la filtration, et donc
une perte en rendement de filtration de 0,47%.
Si la quantit du floculant suit la cadence sulfurique suite la boucle de rgulation et
reste toujours sa valeur optimale, on va rcuprer 0,15% en P2O5 soluble eau.
Donc, nous avons amlior le rendement chimique de latelier de 1,03%.
Tableau 19 : Calcul du cot dinvestissement et de fonctionnement (2) [14]
Dsignation
Caractristique
Cot dinvestissement
Pompe et ces accessoires
Nombre= 5
Dbit mtre
Nombre= 5
Vanne automatique
Nombre=5
Clapet anti retour
Nombre=5
Cot de fonctionnement
Floculant
Consommation
A-110
9180 kg/ligne/an
Puissance en kW
Nombre dheure de fonctionnement
20
22*30*12=7920
(1 kWh=1,2 DH)
Cot (DHs)
5*90000=450000
5*30000=150000
5*37000=185000
5*500=2500
Cot
5*22*9180=1009800
cot
5*20*7920*1,2=950400
87
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
III.3. Etude de la rentabilit du projet
Daprs la proposition 1 et 2, nous avons arriv { augmenter le rendement chimique de
latelier phosphorique de la plate forme Maroc phosphore 3 & 4 de 1,3%. Cest { dire
une rcupration de 0,47t(P2O5)/ ligne / h, vaut 3704 t(P2O5)/ligne/an.
Pour les cinq lignes revampes on rcupre une quantit de : 18520 t(P2O5)/an.
Le prix du march dune tonne dacide phosphorique 29% en P2O5 vaut : 4700 DHs
Le retour sur investissement est calcul par la relation :
Donc, on constate que la dure de rcupration des modifications ne dpasse pas 6 mois
de production.
88
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Conclusion gnrale
Ce projet de fin dtude au sein du groupe OCP, Maroc phosphore III & IV, nous a
permis pendant quatre mois de stage dtablir des bilans massique et thermique afin de
matriser la chaine de production dacide phosphorique. Aussi, de mener une tude du
phnomne de la cristallisation du gypse et son impact sur les performances de la
section attaque-filtration, et de raliser une analyse critique de la situation actuelle au
sein de latelier phosphorique, de proposer des solutions dans le but doptimiser la
marche du procd et damliorer les performances des lignes de production dacide
phosphorique.
Le diagnostic de lunit attaque-filtration de latelier phosphorique permet de conclure
que la cristallisation du gypse est influence par plusieurs paramtres savoir : La
dispersion des ractifs introduits, la temprature de milieu ractionnel, le systme
ractionnel, taux de sulfates, taux de solides,
Pour valuer la part de chaque paramtre sur le rendement chimique, nous avons
modlis le procd par la mthode du plan dexpriences, cette mthode nous a permet
de dterminer que :
Leffet du titre en P2O5 sur le rendement chimique est de 24,29% ;
Leffet de la temprature est de 33,64 % ;
Leffet du taux de sulfate 42,05 %.
Daprs cette valuation, nous avons conclu que la fluctuation du taux de sulfate
perturbe de plus la marche de la section attaque filtration de latelier phosphorique. Par
consquent, il est primordial dhomogniser le milieu ractionnel afin dviter les zones
de sursaturations et sous-saturations locale en sulfate libre et le contact direct entre les
grains du phosphate et lacide sulfurique.
Pour amliorer davantage le rendement chimique de latelier phosphorique, nous
avons dune part redimensionn la pompe de circulation de la bouillie en se basant sur
un bilan thermique et un bilan matire partielle en sulfate au niveau du Flash Cooler,
afin de crer plus de turbulence et dagitation dans le milieu ractionnel. Dautre part, en
se basant sur des essais sur la chaine de production dacide phosphorique, nous avons
trouv que lajout dune quantit optimale du floculant A-110 permet daugmenter le
89
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
rendement de la filtration de 0,47% et par consquent laugmentation du rendement
chimique de latelier.
Grace ces modifications proposes le rendement chimique va augmenter de 1,3%
c'est--dire la diminution des pertes en P2O5 et la rcupration dune quantit de
18520 t(P2O5)/an de P2O5.
Ltude conomique que nous avons tablie { propos de linstallation dune nouvelle
pompe de recirculation de la bouillie et lajout dune quantit optimale de floculant, a
permet destimer que le cot dinvestissement ncessaire { cette action est de lordre
18062500 DHs. Le gain annuel ralis par lamlioration du rendement chimique est
de
.en tenant compte le cot de fonctionnement, le retour sur
investissement ne dpasse pas 6 mois de production.
Enfin, nous pouvons dire que, ce projet de fin dtude a t une bonne occasion pour se
familiariser avec la vie professionnelle, et aussi pour connatre les diffrents problmes
rencontrs au niveau industriel, dans lesquels un ingnieur en gnie des Procds de
lEnergie et de lEnvironnement
peut intervenir et mettre en place des solutions
pratiques.
90
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Bibliographie
[1] : Rapport annuel du groupe OCP ;
[2] : Catalogue de procds production dacide phosphorique(procd RHONE POULEC) ;
[3] : Basic Solid State Chemistry West A.R., Second Edition, 1999,1-290, John Wiley & Sons, Ltd,
New York;
[4] : Jean-Paul KLEIN et al, Cristallisation, J 1500 & J 2788 ;
[5] : Phosphates and Phosphoric Acid: Raw Materials, Technology and Economics of the Wet
Processes, P. Becker, Marcel Decker Inc., New York 1989;
[6] : Handbook of Industrial Crystal ;
[7] : Kramer H.J.M, Jansens P.J., Tools for Design & Control of Industrial Crystallizers, 15th
Internatioanal Symposium on Industrial Crystallization, Sorrendo, 2002 ;
[8] : Attrition and secondary nucleation in crystallizers, Mersmann A., Chem. Eng. Technol.,
1988, 11, 80-88 ;
[9] : Crystallysation, Mullin J. W., Forth Edition, Butterworth-Heinemann, Oxford, 2002;
[10] : Perrys Chemical EngineersHandbook, Robert H. Perry, Mc Graw Hill, 1999;
[11] : Introduction aux Plans dExpriences,
dition), Paris 2006.
Jacques & Lee Creighton, Edition DUNOD (3me
[12] : Jean Poulain, Pompes Rotodynamiques, B 4300 ;
[13] : Andre lallemand, Ecoulement des Fluides & Rseaux, BE 8161 ;
[14] : www.directindustry.com (Pompes, Conduites, Compensateur, Vannes).
91
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Annexes
92
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Annexe N1
Procd RHONE POULENC :
Schma de principe de lunit de broyage
Schma de principe de lunit attaque filtration
93
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Annexe N2
Procd OCP (REVAMPING):
Schma de principe de lunit de broyage
Schma de principe de lunit filtration
94
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Annexe N3
Suivi des rendements chimiques des lignes A et B
LIGNE
Date
01/05/2010
02/05/2010
03/05/2010
04/05/2010
05/04/2010
06/04/2010
07/04/2010
08/05/2010
09/05/2010
10/05/2010
11/05/2010
12/05/2010
13/05/2010
14/05/2010
15/05/2010
16/05/2010
SYN
(
0,6%)
Int
(
0,2%)
LIGNE
SYN
(
0,6%)
Int
(
0,2%)
Poste
Phosphate
SE
(
0,4%)
Tot
RC %
SE
(
0,4%)
Tot
RC %
P1
K09
0,26
0,58
0,11
0,95
94,99
P2
K09
P3
K09
P1
K09
P2
K09
0,19
0,60
0,10
0,89
95,38
P3
K09
0,22
0,64
0,17
1,03
94,67
P1
K09
P2
K09
0,30
0,55
0,07
0,92
95,25
P3
K09
0,10
0,62
0,27
0,99
94,9
P1
K09
0,32
0,50
0,14
0,96
95,06
0,23
0,50
0,16
0,89
95,43
P2
K09
0,28
0,66
0,04
0,98
94,86
0,12
0,52
0,15
0,79
95,96
P3
K09
0,23
0,49
0,20
0,92
95,27
0,20
0,65
0,07
0,92
95,20
P1
K09
P2
K09
P3
K09
0,12
0,59
0,16
0,87
95,54
0,23
0,57
0,07
0,87
95,52
P1
K09
0,29
0,56
0,14
0,99
94,89
0,24
0,45
0,27
0,96
95,13
P2
K09
0,33
0,50
0,18
1,01
94,86
0,14
0,51
0,19
0,84
95,74
P3
K09
0,27
0,60
0,16
1,03
94,75
P1
K09
P2
K09
P3
K09
P1
K09
P2
K09
P3
K09
P1
K09
0,41
0,58
0,15
1,14
94,14
0,35
0,65
0,20
1,20
93,85
P2
K09
0,29
0,54
0,29
1,12
94,31
0,31
0,55
0,22
1,08
94,49
P3
K09
0,54
0,63
0,10
1,27
93,51
0,34
0,53
0,22
1,09
94,46
P1
K09
0,65
0,65
0,32
1,62
91,65
P2
K09
0,30
0,67
0,20
1,17
94
0,35
0,63
0,14
1,12
94,27
P3
K09
0,58
0,63
0,24
1,45
92,6
0,33
0,67
0,12
1,12
94,24
P1
K09
0,47
0,53
0,23
1,23
93,68
P2
K09
0,25
0,51
0,37
1,13
94,24
0,35
0,57
0,22
1,14
94,17
P3
K09
0,30
0,64
0,18
1,12
94,28
0,13
0,65
0,24
1,02
94,8
P1
K09
0,15
0,61
0,15
0,91
95,29
0,21
0,64
0,06
0,91
95,26
P2
K09
0,23
0,50
0,22
0,95
95,13
0,24
0,58
0,14
0,96
95,06
P3
K09
0,24
0,61
0,23
1,08
94,47
0,20
0,64
0,14
0,98
94,95
P1
K09
0,51
0,53
0,17
1,21
93,74
0,42
0,61
0,13
1,16
94,02
P2
K09
0,24
0,57
0,42
1,23
93,78
0,28
0,54
0,19
1,01
94,84
P3
K09
0,33
0,55
0,11
0,99
94,9
0,58
0,59
0,05
1,22
93,73
P1
K09
P2
K09
P3
K09
P1
K09
P2
K09
P3
K09
P1
K09
0,25
0,56
0,20
1,01
94,76
0,37
0,59
0,18
1,14
94,07
P2
K09
0,25
0,62
0,23
1,10
94,33
0,11
0,69
0,14
0,94
95,11
P3
K09
0,23
0,67
0,13
1,03
94,58
94,92
94,91
94,07
94,07
94,98
94,71
92,97
94,8
95
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Suivi des rendements des lignes C et D
LIGNE
C
Date
Poste Phosphate
SE(
0,4%)
SYN
(
0,6%)
Int
(
0,2%)
LIGNE
D
Tot
RC
%
SE(
0,4%)
SYN
(
0,6%)
Int
(
0,2%)
Tot
RC %
01/05/2010
P1
P2
P3
K09
K09
K09
02/05/2010
P1
P2
P3
K09
K09
K09
*
0,14
0,23
*
0,54
0,56
*
0,18
0,27
*
0,86
1,06
*
95,6
94,5
0,13
0,13
0,11
0,71
0,56
0,53
0,13
0,16
0,25
0,97
0,85
0,89
95
95,6
95,4
03/05/2010
P1
P2
P3
K09
K09
K09
0,24
0,20
0,16
0,56
0,47
0,57
0,22
0,23
0,16
1,02
0,90
0,89
94,8
95,4
95,4
0,14
0,14
0,12
0,56
0,57
0,55
0,17
0,05
0,19
0,87
0,76
0,86
95,5
96,1
95,6
P1
K09
0,13
0,56
0,08
0,77
96,04
K09
0,12
0,66
0,08
0,86
95,58
P3
K09
0,11
0,68
0,07
0,86
95,50
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
P3
P1
P2
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
K09
*
*
0,09
0,09
0,37
0,06
*
*
0,58
0,47
0,54
0,44
*
*
0,13
0,13
0,07
0,14
*
*
0,80
0,69
0,98
0,64
*
*
0,11
0,16
0,67
*
*
*
0,59
0,54
0,55
*
*
*
0,13
0,15
0,23
*
*
*
0,83
0,85
1,45
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
95,7
95,6
92,6
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
P3
K09
04/05/2010
05/04/2010
06/04/2010
07/04/2010
08/05/2010
09/05/2010
10/05/2010
11/05/2010
12/05/2010
13/05/2010
14/05/2010
15/05/2010
16/05/2010
P2
96,2
95,9
96,5
95
96,8
95,7
95,2
0,10
0,36
0,14
0,43
0,12
0,46
0,60
0,17
0,20
0,37
0,35
0,28
0,38
0,41
0,44
0,55
0,55
0,54
0,57
0,47
0,59
0,61
0,65
0,44
0,70
0,54
0,63
0,53
0,58
0,56
0,17
0,25
0,08
0,11
0,25
0,25
0,29
0,14
0,27
0,13
0,09
0,14
0,12
0,09
0,14
0,82
1,16
0,76
1,11
0,84
1,30
1,50
0,96
0,91
1,20
0,98
1,05
1,03
1,08
1,14
95,8
94,1
96,1
94,3
95,7
93,4
92,3
95,1
95,4
93,8
95
946
94,9
94,4
94,2
95,5
95,3
93,8
0,42
0,62
0,56
0,51
0,60
0,59
0,31
0,12
0,11
1,24
1,34
1,26
93,6
93
93,4
92,6
0,65
0,42
0,37
0,59
0,61
0,57
0,16
0,14
0,13
96
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
1,40
1,17
1,07
92,8
93,9
94,4
Projet de Fin dEtude
Suivi de la production journalire er du titre en P2O5 dacide produit :
LIGNE A
LIGNE B
Date
production
en TP2O5/j
Les heures
de marche
Productivit
TP2O5/h
% P2O5
d'acide
produit
Productivit
TP2O5/h
% P2O5
d'acide
produit
01/05/2010
405,13
11,5
35,23
27,16
596
23,33
25,23
25,62
02/05/2010
260
10,5
24,78
26,54
03/05/2010
679,58
19,58
35,46
24,68
04/05/2010
596,85
16,75
35,63
25,57
522
20,5
25,47
25,57
05/05/2010
303,56
8,83
34,37
25,33
255
10
25,51
25,45
06/05/2010
789,7
22,5
35,1
27,17
318
12,25
25,99
25,18
07/05/2010
843,92
23,58
35,78
28,42
270
12
22,49
26,83
08/05/2010
741,21
20,75
35,72
27,4
576
21,5
26,8
26,35
09/05/2010
821,66
22,667
36,25
27,78
607
22,75
26,66
27,66
10/05/2010
617,96
17,6
35,31
27,41
635
23,75
26,72
27,94
11/05/2010
746,34
21,5
34,71
27,07
344
13,17
26,13
27,15
12/05/2010
761,18
21,58
35,27
26,74
589
22,42
26,29
26,42
13/05/2010
835,36
23,5
35,55
26,25
621
23,42
26,51
26,5
14/05/2010
725,23
20,58
35,23
27,08
464
18,33
25,3
27,19
15/05/2010
782,29
22
35,56
26,81
482
18,33
26,3
25,68
16/05/2010
647,63
18
35,98
27,03
545
20,42
26,69
25,54
production Les heures de
en TP2O5/j
marche
Suivi de la production journalire et du titre en P2O5 des lignes C et D
LIGNE C
Date
01/05/2010
02/05/2010
03/05/2010
04/05/2010
05/05/2010
06/05/2010
07/05/2010
08/05/2010
09/05/2010
10/05/2010
11/05/2010
12/05/2010
13/05/2010
14/05/2010
15/05/2010
16/05/2010
LIGNE D
production
en TP2O5/j
Les
heures de
marche
cadence
en
TP2O5/h
% P2O5
d'acide
produit
production
en TP2O5/j
Les
heures de
marche
cadence
en
TP2O5/h
% P2O5
d'acide
produit
66
607
732
45
209
398
270
381
595
574
2,75
18,75
21,08
1,25
8,17
16,17
12
16
17,83
16,67
23,86
32,35
34,7
36,06
25,57
24,6
22,49
23,82
33,4
34,44
26,58
26,87
24,7
*
26,07
25,02
24,54
25,81
27,18
27,18
710
779
621
787
577
*
*
*
*
*
22,67
23,17
18,17
23,08
18,67
*
*
*
*
*
31,34
33,62
34,2
34,11
30,93
*
*
*
*
*
26,33
26,95
24,53
27,23
27,58
*
*
*
*
*
617
567
682
608
686
667
18,67
17,42
23,67
21
23,58
23,17
33,04
32,53
28,81
28,8
29,08
28,79
26,37
26,67
25,96
27,29
27
25,72
*
*
*
312
750
638
*
*
*
16,58
22,17
19,67
*
*
*
18,79
33,85
32,44
*
*
*
*
25,5
26,95
97
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Suivi de la temprature de la cuve dattaque et du taux de sulfate :
A
Date
01/05/2010
02/05/2010
03/05/2010
04/05/2010
05/04/2010
06/05/2010
07/05/2010
08/05/2010
09/05/2010
10/05/2010
11/05/2010
12/05/2010
13/05/2010
14/05/2010
15/05/2010
16/05/2010
Poste
T (C)
SO42-
T (C)
SO42-
T (C)
SO42-
T (C)
SO42-
P1
80,3
24
77,8
22
78,5
P2
75
19
80
24
79
20
79,9
P3
79,5
28
27
80
24
P1
78
30
P2
75
81
78
20
81
25
78
P3
25
78,25
24
77,5
P1
78
23
81
26
78
P2
79,4
26
81,45
23
79
22
P3
79,8
25
P1
79,7
17
81,42
24
78
25
80
29
82
78
P2
79
22
19
79,5
31
77,75
P3
76,6
20
78,72
33
78,9
25
P1
P2
79,5
79,4
23
75
79
P3
28
79,5
78
79,9
17
76
39
P1
80
20
78
28
81
27
P2
79,3
21
78
26
80,5
22
P3
79,7
17
80
19
P1
79,5
24
77,5
P2
79,25
19
76
23
P3
80
22
80
25
82,25
P1
79,6
25
22
81,5
17
P2
79,5
22
77,75
23
77
19
P3
80
26
80
26
81
28
P1
80,36
19
80
28
75,84
23
P2
80,25
24
77,5
22
81,75
20
P3
80,37
24
80
24
81,5
28
P1
76
80
22
77,35
24
P2
80
19
79,4
24
79,5
31
P3
79,75
24
78,7
26
80,5
27
P1
79
22
80
79,8
34
P2
79,6
23
80,1
17
79,7
31
P3
80,43
22
80
19
81
26
P1
79,33
19
80
24
79,8
30
P2
80,7
28
76
17
78,36
29
P3
79
28
80,4
25
79,3
25
76
P1
79,5
24
79,3
24
81,76
24
79
P2
79,5
26
80,6
19
80,75
19
77
P3
80,5
27
80,3
17
79,72
22
79
P1
81,4
29
80,5
22
77,5
17
79
P2
79,7
80,8
17
79,75
19
76,75
P3
79,8
18
79,5
19
78,52
22
77,7
24
P1
79
19
76
79,26
29
79
24
P2
79,27
24
78
20
80,8
24
76
17
P3
79,5
17
79
17
80,7
22
75,3
26
P1
79
16,12
78,6
22,6
81
22
79
22,5
P2
76
15
79
17
81
22
79
21
P3
77
19
78
15
80
19
79
21
98
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Annexe N4
Construction du plan dexpriences par le logiciel JMP
Interface de dmarrage
Nombre de niveau du plan factoriels complet
99
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
Projet de Fin dEtude
Entre des facteurs et spcification des niveaux :
100
A.BATTAS & M.OUHSAINE
ENSA-Agadir 2009/2010
S-ar putea să vă placă și
- Évolution des procédés - la séparation de l'air atmosphérique en ses éléments, l'oxygène et l'azoteDe la EverandÉvolution des procédés - la séparation de l'air atmosphérique en ses éléments, l'oxygène et l'azoteÎncă nu există evaluări
- Conversion De L'Énergie Thermique Des Océans: Des différences de température entre les eaux de surface et les eaux profondes de l'océanDe la EverandConversion De L'Énergie Thermique Des Océans: Des différences de température entre les eaux de surface et les eaux profondes de l'océanÎncă nu există evaluări
- Exemple de Rapport de Stage Au Sein Du OCP Jorf LasfarDocument130 paginiExemple de Rapport de Stage Au Sein Du OCP Jorf LasfarbenblalÎncă nu există evaluări
- Maitrise Et Optimisation de La Filiere Boue de La Step de KhouribgaDocument79 paginiMaitrise Et Optimisation de La Filiere Boue de La Step de KhouribgaMr FlipoÎncă nu există evaluări
- Minimisation Des Pertes en P O Dans Les Rejets Liquides: Mémoire de Projet de Fin D'etudesDocument55 paginiMinimisation Des Pertes en P O Dans Les Rejets Liquides: Mémoire de Projet de Fin D'etudesAnas Kella BennaniÎncă nu există evaluări
- Acide SulfuriqueDocument20 paginiAcide SulfuriqueabderrahimnÎncă nu există evaluări
- Ous RapportDocument31 paginiOus Rapportm'hamed elomariÎncă nu există evaluări
- Rapport-Descriptif-De - IMACID PETROL-Jorf-LasfarVrDocument44 paginiRapport-Descriptif-De - IMACID PETROL-Jorf-LasfarVrSoufiane El AoumarieÎncă nu există evaluări
- Chapitre III-Fabrication Industrielle de Acide PhosphoriqueDocument23 paginiChapitre III-Fabrication Industrielle de Acide PhosphoriqueGhaith Soudani100% (1)
- Oc P RDocument44 paginiOc P Rayoub0% (1)
- Procédé Phosphorique MPIIDocument13 paginiProcédé Phosphorique MPIIRafael Williams100% (1)
- PFE CherkaouiDocument38 paginiPFE CherkaouiAnouarJebraoui67% (6)
- F PereiraDocument232 paginiF PereiraHamza Badri100% (1)
- Mémoire Fin EtudesDocument63 paginiMémoire Fin EtudesAbderrahim BelmJouJÎncă nu există evaluări
- Description Du Procede de Fabrication D'acide PhosphoriqueDocument32 paginiDescription Du Procede de Fabrication D'acide PhosphoriqueMOHAMED EL BACHIR BERRIOUAÎncă nu există evaluări
- Page de GardeDocument11 paginiPage de Gardenadia benmehdiaÎncă nu există evaluări
- Amelioration de La Qualite Des - EL MEHROUS Hafsa - 3218 PDFDocument51 paginiAmelioration de La Qualite Des - EL MEHROUS Hafsa - 3218 PDFMohammed Mohammed BoujidaÎncă nu există evaluări
- Acide PhosphoriqueDocument234 paginiAcide Phosphoriqueksimo smara100% (1)
- Soulaima Final 2015Document42 paginiSoulaima Final 2015Abderrahim BelmJouJÎncă nu există evaluări
- Cours Procédé de Séparation Khaless M2Document203 paginiCours Procédé de Séparation Khaless M2Manal ChaibÎncă nu există evaluări
- Aarab Ilham FinalDocument74 paginiAarab Ilham FinalLouis SanchezÎncă nu există evaluări
- Les Phosphates de Khouribga - KEMMOUNE Zineb - 3179Document51 paginiLes Phosphates de Khouribga - KEMMOUNE Zineb - 3179yassinoÎncă nu există evaluări
- Rapport Stage 2A - FDocument36 paginiRapport Stage 2A - FMohammed Elhiyane43% (7)
- Acide PhosphoriqueDocument6 paginiAcide PhosphoriqueChaimaa WajidÎncă nu există evaluări
- Projet de Fin D'étude - BDocument57 paginiProjet de Fin D'étude - BMeryeme ChaboukÎncă nu există evaluări
- OoooooooooooooooooooooooDocument45 paginiOooooooooooooooooooooooohablo100% (1)
- Génie Des Matériaux Et Des Procédés: Etude Structurale Et Diélectrique Des Céramiques de Cati - Feti Et Cati Dopé Au FerDocument63 paginiGénie Des Matériaux Et Des Procédés: Etude Structurale Et Diélectrique Des Céramiques de Cati - Feti Et Cati Dopé Au FerdonaÎncă nu există evaluări
- Rachid Rapport PhoDocument22 paginiRachid Rapport PhoAbderrahim BelmJouJÎncă nu există evaluări
- Atelier Phosphorique Production Dacide PhoisphoriqueDocument54 paginiAtelier Phosphorique Production Dacide Phoisphoriqueintissar loughlaimiÎncă nu există evaluări
- Valorisation PhophogypseDocument11 paginiValorisation PhophogypseAhmed ArifÎncă nu există evaluări
- TheseDocument47 paginiThesenacer zidiÎncă nu există evaluări
- Rapport PFE Manal Flafi DedicaceDocument96 paginiRapport PFE Manal Flafi DedicaceImma NeÎncă nu există evaluări
- Etude Phosphogyps PDFDocument17 paginiEtude Phosphogyps PDFENAENA187Încă nu există evaluări
- Rap RachidDocument97 paginiRap RachidIhsan AfriadÎncă nu există evaluări
- Traitement Des Eaux Douces Et - BENABDEJLIL Soukaina - 251 PDFDocument64 paginiTraitement Des Eaux Douces Et - BENABDEJLIL Soukaina - 251 PDFAnaibar TarikÎncă nu există evaluări
- Amelioration Du Rendement Chim - Salma LAHRECHE - 4019Document40 paginiAmelioration Du Rendement Chim - Salma LAHRECHE - 4019Anonymous EUY8l8hy9aÎncă nu există evaluări
- Rapport Atifi Chaimaa ENSADocument39 paginiRapport Atifi Chaimaa ENSAAbderrahim BelmJouJÎncă nu există evaluări
- These CadiDocument139 paginiThese CadiHeisenberg WWÎncă nu există evaluări
- Procdé Acide PhosphoriqueDocument57 paginiProcdé Acide Phosphoriquealaa faresÎncă nu există evaluări
- Analyse de La Matiere Active A - ZEROUAL Chaimae - 3302Document42 paginiAnalyse de La Matiere Active A - ZEROUAL Chaimae - 3302Abdo Razzak50% (2)
- Chapitre IDocument27 paginiChapitre IMoujahed Farés100% (1)
- DrainageDocument39 paginiDrainagePolat AlamdarÎncă nu există evaluări
- OCP 2012 Sarah & LamiaDocument54 paginiOCP 2012 Sarah & LamiaNeoXana01Încă nu există evaluări
- 4.conférence H.omri PL2Document38 pagini4.conférence H.omri PL2Hakim Ben Taher100% (2)
- Rapport DebutDocument11 paginiRapport Debutmira chaymaaÎncă nu există evaluări
- Des08-Acide PhosphoriqueDocument3 paginiDes08-Acide PhosphoriqueAbderrahim BabaÎncă nu există evaluări
- Rapport PFE EZZERKZOUI Hind Version FinaleDocument76 paginiRapport PFE EZZERKZOUI Hind Version FinaleHaroune BoubaradÎncă nu există evaluări
- Bilan Thermique PDFDocument21 paginiBilan Thermique PDFElbachaÎncă nu există evaluări
- Pfe Oco SafiDocument103 paginiPfe Oco SafiZakaria Regragui100% (1)
- Étude de L'impactDocument56 paginiÉtude de L'impactSarr Saar100% (1)
- Etude Et Analyse Des Causes de La Corrosion Des Echangeurs de Chaleur Et Proposition D AmeliorationDocument91 paginiEtude Et Analyse Des Causes de La Corrosion Des Echangeurs de Chaleur Et Proposition D AmeliorationAnaibar TarikÎncă nu există evaluări
- Rapport de Stage OCP BENI AMIR JOUNAIDI ABDELHADIDocument29 paginiRapport de Stage OCP BENI AMIR JOUNAIDI ABDELHADIkoooooabdoojoÎncă nu există evaluări
- Maîtrise Et Optimisation de La Station de Traitement Et D'épuration de Khouribga Maroc - ECHAKRAOUI ZhourDocument18 paginiMaîtrise Et Optimisation de La Station de Traitement Et D'épuration de Khouribga Maroc - ECHAKRAOUI ZhourMahaÎncă nu există evaluări
- Rapport Acide Phosphorique PSDocument39 paginiRapport Acide Phosphorique PSBassem Scheriff67% (3)
- Rapport de Stage - Youness MANCHIHDocument63 paginiRapport de Stage - Youness MANCHIHlyes mo0% (1)
- Chimie Générale 2 - Solubilité-ALBOURINEDocument5 paginiChimie Générale 2 - Solubilité-ALBOURINEAyyoub DahbiÎncă nu există evaluări
- 07wg316 Inf10 FreDocument84 pagini07wg316 Inf10 FreMarwan JBÎncă nu există evaluări
- Applications de la spectrophotomérie en phytochimie: sciencesDe la EverandApplications de la spectrophotomérie en phytochimie: sciencesÎncă nu există evaluări
- Études sur la géologie, la paléontologie et l'ancienneté de l'homme: Le département de Lot-et-GaronneDe la EverandÉtudes sur la géologie, la paléontologie et l'ancienneté de l'homme: Le département de Lot-et-GaronneÎncă nu există evaluări
- Support Formation Audit Qualité InterneDocument75 paginiSupport Formation Audit Qualité InterneamineÎncă nu există evaluări
- Suntec Ta4cDocument2 paginiSuntec Ta4camineÎncă nu există evaluări
- Le Reglement ThermiqueDocument50 paginiLe Reglement ThermiqueAbdelaly JabbadÎncă nu există evaluări
- THC Complet GAINAIRDocument15 paginiTHC Complet GAINAIRamineÎncă nu există evaluări
- Avis de Recrute Ment 162017Document1 paginăAvis de Recrute Ment 162017amineÎncă nu există evaluări
- Engagement CreditDocument3 paginiEngagement CreditamineÎncă nu există evaluări
- Telephone Et RendezDocument9 paginiTelephone Et RendezamineÎncă nu există evaluări
- MÉTHODOLOGIE DE GESTION DE PROJET PlanificationDocument177 paginiMÉTHODOLOGIE DE GESTION DE PROJET Planifications_s_iss67% (3)
- CVMahrouz2013Curriculum Vitae EuropassDocument21 paginiCVMahrouz2013Curriculum Vitae EuropassamineÎncă nu există evaluări
- Fusores Piston B4 Meler FRADocument2 paginiFusores Piston B4 Meler FRAamineÎncă nu există evaluări
- 3 REPORT-Ingé ÉtudesDocument1 pagină3 REPORT-Ingé ÉtudesamineÎncă nu există evaluări
- 3 REPORT-ingé Études PDFDocument1 pagină3 REPORT-ingé Études PDFamineÎncă nu există evaluări
- Gestion AESDocument8 paginiGestion AESamineÎncă nu există evaluări
- CV HassanDocument1 paginăCV HassanamineÎncă nu există evaluări
- Telephone Et RendezDocument9 paginiTelephone Et RendezamineÎncă nu există evaluări
- Procedure Campus FranceDocument8 paginiProcedure Campus FranceamineÎncă nu există evaluări
- FluorDocument4 paginiFluoramineÎncă nu există evaluări
- Procédure de Gestion Des Risques en Matière de SSTDocument8 paginiProcédure de Gestion Des Risques en Matière de SSTamineÎncă nu există evaluări
- Liste Inscrit EvenementDocument1 paginăListe Inscrit EvenementamineÎncă nu există evaluări
- Adresses Soci رt رs 7Document16 paginiAdresses Soci رt رs 7amineÎncă nu există evaluări
- Adresses Soci T SDocument19 paginiAdresses Soci T SamineÎncă nu există evaluări
- Familles Sommables PDFDocument14 paginiFamilles Sommables PDFamine100% (1)
- Goudrons de Houille PDFDocument10 paginiGoudrons de Houille PDFamineÎncă nu există evaluări
- Liste Des Directeurs MarocDocument3 paginiListe Des Directeurs Marocamine50% (2)
- GPDocument2 paginiGPamineÎncă nu există evaluări
- Gomme Xanthane ReferencesDocument1 paginăGomme Xanthane ReferencesamineÎncă nu există evaluări
- Ensa HossimaDocument2 paginiEnsa HossimaamineÎncă nu există evaluări
- Fractions Rationnelles Et Séries FormellesDocument13 paginiFractions Rationnelles Et Séries FormellesamineÎncă nu există evaluări
- Culture Technique de L'ingénieur - 1 PDFDocument12 paginiCulture Technique de L'ingénieur - 1 PDFamineÎncă nu există evaluări
- Gomme Xanthane - 1Document10 paginiGomme Xanthane - 1amine100% (1)
- Fiche - Cristallo Monoclinique Et TricliniqueDocument5 paginiFiche - Cristallo Monoclinique Et Tricliniquehanane.elhafidi.23Încă nu există evaluări
- LES EVAPORITES - PpsDocument41 paginiLES EVAPORITES - PpsFerland Nya Ngongang67% (3)
- Rapport Sortie D'ait OurirDocument7 paginiRapport Sortie D'ait OurirWiame Naim0% (1)
- Il Était Une Fois Le Sel Et Les Roches SalinesDocument21 paginiIl Était Une Fois Le Sel Et Les Roches SalinesJeremia MotseÎncă nu există evaluări
- Sorti TerrenDocument14 paginiSorti Terrenأبو شاهين المسلمÎncă nu există evaluări
- 15 PDFDocument9 pagini15 PDFWail ZizoÎncă nu există evaluări
- CHAPITRE 1 Eco-MateriauxDocument12 paginiCHAPITRE 1 Eco-MateriauxRami Ouali100% (1)
- Agressivite Du Milieu - NFP-18-011Document16 paginiAgressivite Du Milieu - NFP-18-011Hichem DjebbiÎncă nu există evaluări
- Lexique de Géologie (Roches)Document8 paginiLexique de Géologie (Roches)Cedrick YahnÎncă nu există evaluări
- 1153-Guide-Mineraux 2018 Reduit PDFDocument24 pagini1153-Guide-Mineraux 2018 Reduit PDFGeorgeta TufisÎncă nu există evaluări
- EvaporitesDocument2 paginiEvaporitesKhaled CaseÎncă nu există evaluări
- Mémoire Hydraulique - Barrage en TerreDocument77 paginiMémoire Hydraulique - Barrage en Terrebougherara100% (1)
- PlatreDocument18 paginiPlatreLalia Mimi100% (1)
- Valorisation PhophogypseDocument11 paginiValorisation PhophogypseAhmed ArifÎncă nu există evaluări
- Rapport de StageDocument52 paginiRapport de StageAbderrahim BelmJouJÎncă nu există evaluări
- Plat-Cours - Chap 2Document3 paginiPlat-Cours - Chap 2LAICHI amarÎncă nu există evaluări
- La Qualite Et Les Analyses de L'eauDocument40 paginiLa Qualite Et Les Analyses de L'eauSaidou Gaye80% (10)
- Chant I SJPDocument18 paginiChant I SJPAbderafia AlyamodiÎncă nu există evaluări
- Ligne de Production de Poudre de GypseDocument3 paginiLigne de Production de Poudre de GypseMohamed DEZIRIÎncă nu există evaluări
- Nappe PDFDocument56 paginiNappe PDFMarwan HM0% (1)
- 10245Document104 pagini10245dar margoumÎncă nu există evaluări
- TEST1Document40 paginiTEST1abdeljalil mansouri100% (2)
- Conception Et Dimensionnement en Milieu KarstiqueDocument8 paginiConception Et Dimensionnement en Milieu KarstiqueSEDIMÎncă nu există evaluări
- Output PDFDocument109 paginiOutput PDFAbderrahmane RighiÎncă nu există evaluări
- SipsDocument24 paginiSipsSoufian Benameur100% (1)
- Fabrication Acide PhosphoriqueDocument9 paginiFabrication Acide PhosphoriqueMeryem Lamhamdi100% (1)
- Bou4469 21.53.43 PDFDocument125 paginiBou4469 21.53.43 PDFBENARAB FayçalÎncă nu există evaluări
- Schéma Fabrication PlâtreDocument1 paginăSchéma Fabrication PlâtreAnas MohtadiÎncă nu există evaluări
- Géologie Du Génie CivilDocument29 paginiGéologie Du Génie CivilLil'Mouse AntonyÎncă nu există evaluări
- Chapitre 2 Les Liants MinérauxDocument20 paginiChapitre 2 Les Liants Minérauxfarid chalalÎncă nu există evaluări