Documente Academic
Documente Profesional
Documente Cultură
PM16 0045
Încărcat de
Lucas LobãoTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
PM16 0045
Încărcat de
Lucas LobãoDrepturi de autor:
Formate disponibile
16 POSMEC
Universidade Federal de Uberlndia
Faculdade de Engenharia Mecnica
ESTUDO DOS MTODOS DE DETERMINAO DA SENSIBILIDADE AO
TRINCAMENTO FRIO EM JUNTAS SOLDADAS
Hebert Roberto da Silva
Universidade Federal de Uberlndia, Av. Joo Naves de vila, 2160, Campus Santa Mnica, Bloco 1M
CEP.: 38400-902, Uberlndia MG.
hrsilva@mecanica.ufu.br
Valtair Antonio Ferraresi
Universidade Federal de Uberlndia
valtairf@mecanica.ufu.br
Resumo: A evoluo dos processos de soldagem, registrada nos ltimos anos em todo mundo, tem
ocorrido devido a este processo de fabricao estar relacionado com a maioria das aplicaes
industriais, seja na construo como na recuperao de componentes. A tecnologia da soldagem
tende a acompanhar a crescente modernizao industrial e as novas exigncias de mercado que
impem requisitos de qualidade e produtividade a custos cada vez menores. Para isso
procedimentos utilizados para avaliar a susceptibilidade a trincas em estruturas metlicas vm
sendo constantemente aperfeioados. Com isso, o aprimoramento cientfico e tecnolgico nestes
seguimentos tornou-se no s uma necessidade, mas uma questo de sobrevivncia. As trincas
induzidas pelo hidrognio so um dos mais graves e persistentes defeitos encontrados na soldagem
dos aos, conforme demonstrado pela avaliao de custos e da perda de tempo e reparos de peas
e estruturas soldadas, quando comparadas com outros defeitos originados pela utilizao deste
processo. A principal origem de hidrognio a umidade contida no revestimento dos eletrodos, a
qual, juntamente com tenses e microestrutura suscetvel, pode provocar trincas. Durante a
soldagem, a Zona Termicamente Afetada do metal base submetida a ciclos trmicos, com
mudana em sua microestrutura e propriedades mecnicas. Alm da composio qumica, a taxa
de resfriamento nas faixas de temperatura de transformao da austenita em martensita, bainita,
ferrita e perlita, ou em misturas destes microconstituintes estruturais tem grande influncia na
dureza alcanada para uma estrutura particular. Neste sentido o objetivo principal deste trabalho
avaliar com auxlio de mtodos experimentais a possibilidade de deteco de Trincas de
Hidrognio.
Palavras-chave: Soldagem, Trinca Frio, Trinca de Hidrognio, Ensaio Tekken, Ensaio G-BOP.
1. INTRODUO
Em determinados setores industriais, a exemplo da extrao de petrleo e automobilstico, a
utilizao de processos de soldagem torna-se inevitvel e vrios estudos tem sido realizados para
avaliar a influncia da adio de elementos de liga na composio microestrutural dos metais de
solda com Alta Resistncia e Baixa Liga. Sabe-se que pela adio destes elementos de liga a
temperabilidade do metal de solda aumenta sensivelmente e diversas composies microestruturais
podem ser obtidas (Monteiro, 2004).
A soldabilidade desses aos pode se tornar bastante difcil ou comprometida se no forem
evitadas as trincas a frio induzidas pelo hidrognio. Esse sem dvida, o grande problema na
soldagem desses aos e tem sido um tema muito estudado nos ltimos anos. Sempre que se
determinam as condies para se evitar essas trincas, a industria siderrgica produz novos aos com
ainda maiores limites de resistncia e novamente todo um novo estudo se faz necessrio. O
surgimento desse defeito est condicionado, entre outros fatores, microestrutura resultante na
junta soldada aps o resfriamento (Monteiro, 2004).
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
Os novos desenvolvimentos de aos de alta resistncia e baixa liga (ARBL), com altos
requisitos de resistncia, nem sempre tm sido acompanhados totalmente pelo desenvolvimento dos
metais de adio, como expressado por Widgery (2002, p. 7). Essa situao faz com que, na
soldagem desses aos, o uso de metais de adio com propriedades mecnicas diferentes do metal
de base seja considerado, sempre procurando cumprir as normas ou cdigos de construo
especficos para cada projeto (Miller, Hiepas & Depue, 2002).
No que se refere ao processo de soldagem, a temperatura de pr-aquecimento e a energia de
soldagem so os fatores que determinam as propriedades da junta atravs dos ciclos trmicos e das
taxas de resfriamento resultantes. A necessidade ou no da temperatura de pr-aquecimento para
soldagem dos novos aos de baixo carbono bastante controvertida (Ordes, 2004). Segundo
Zhao & Yurioka (2002), a temperatura de pr-aquecimento necessria para soldagem dos aos
ARBL pode ser determinada por vrios mtodos. Porm, esses mtodos esto baseados em
diferentes modelos de clculo do carbono equivalente (CE), gerando divergncias sobre a forma
mais adequada e a necessidade de pr-aquecer o material.
Normalmente os Arcos de Soldagem so responsveis pela presena de gs hidrognio na
atmosfera do arco dentro do metal de solda solidificado, do qual o hidrognio difusvel pode
propagar em vrias regies da solda em resfriamento. Dependendo da microestrutura do metal, da
concentrao de hidrognio difusvel da solda e do nvel de tenso residual, o risco de trinca a frio
induzida pelo hidrognio em aos ferrticos origina-se quando o resfriamento da solda atinge a
regio de temperatura entre 150 e 100 C. Geralmente, a Trinca de Hidrognio ocorre tardiamente,
podendo aparecer fissuras vrios dias aps o trmino da soldagem. Usualmente, trincas de
hidrognio so situadas nas proximidades da zona afetada pelo calor do ao ou no cordo de solda.
Uma das mais efetivas prevenes contra Trinca de Hidrognio na solda usar pr-aquecimento,
para aquecer suficientemente um vasto volume da regio do componente a ser soldada antes da
execuo ou, em caso de soldagem multipasse, aplicar elevadas temperaturas de interpasse durante
a operao (Nevasmaa, 2003).
Desenvolvimentos recentes no sentido de processamento avanado dos aos proporcionaram
melhorias considerveis na qualidade do metal de base reduzindo carbono e impurezas,
consequentemente aumento da resistncia da Zona Termicamente Afetada (ZTA) para Trinca de
Hidrognio. Pelo ponto de vista de usurio final, estas melhorias expandiram a aplicao para
limites suficientes de materiais soldados, desafiando as manufaturas de consumveis a acompanhar
o ritmo do desenvolvimento dos produtos de ao. Atualmente, os benefcios industriais trazidos
pelo avano dos aos so equivalentes ao aumento de problemas de Trinca de Hidrognio no metal
de solda. Consequentemente, com aumento da resistncia de parte de peas e metal de solda, pode
ser requerido pr-aquecimento determinado pela sensibilidade ao trincamento do metal soldado nas
proximidades da Zona Termicamente Afetada (ZTA) dos aos (Nevasmaa, 2003).
O principal objetivo deste trabalho apresentar uma reviso geral sobre algumas tcnicas usuais
para determinar a susceptibilidade Trinca de Hidrognio voltado para aplicaes envolvendo Aos
de Alta Resistncia e Baixa Liga.
2. TRINCAS DE HIDROGNIO
Trincas de Hidrognio so atribudos a trs fatores principais: microestrutura, presena de
hidrognio e tenses. Os fatores principais responsveis pela ocorrncia da trinca frio induzida
pelo hidrognio em juntas soldadas de aos estruturais ferrticos so: (i) sensibilidade trinca,
contendo microestrutura martenstica endurecida e ou produtos da transformao bainitica, (ii)
concentrao no local da solda suficientemente elevada em termos de contedo de hidrognio
difundido e (iii) elevada tenso causada pela restrio estrutural que determinada pela rigidez,
espessura da pea e tamanho da gota de solda (ou aumento de espessura da solda). A sensibilidade
trinca de hidrognio nas soldagens uma combinao destes trs fatores (Nevasmaa, 2003).
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
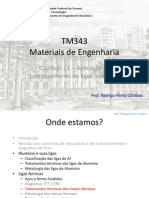
As Trincas de Hidrognio podem ocorrer tanto no metal de solda como na zona afetada pelo
calor apresentando-se no microscpio sem ramificaes, considerando-se verdadeiras fraturas. As
trincas ocorrem no metal de solda sem qualquer orientao conforme Figura 1. As trincas
transversais no metal de solda podem estender-se zona afetada pelo calor e metal base, sendo que
as trincas na zona afetada pelo calor so normalmente longitudinais e freqentemente, ocorrem
junto raiz ou ao lado da solda. Muitas vezes, completamente subsuperficiais e, em determinadas
condies, as trincas longitudinais so muito longas.
4
5
1)
2)
3)
4)
5)
6)
Trinca Situada Transversalmente no Metal de Solda
Trinca Transversalmente situada na ZAC
Trinca ao lado do cordo
Trinca no metal de solda
Trinca da raiz
Trinca sob o cordo
Figura 1: Locais de propagao das Trincas de Hidrognio.
Uma caracterstica tpica de trinca de hidrognio sua natureza tardia, ou seja, a iniciao da
trinca e especialmente sua propagao acontece vrias horas, ou s vezes at mesmo dias ou
semanas, depois da solda realizada. O risco de trincamento torna-se aparente e elevado para estes
grupos de aos quando soldando sees de peas espessas que freqentemente empregam tcnicas
de soldas multipasses (Nevasmaa, 2003).
Com relao aos materiais susceptveis destaca-se os Aos de Alta Resistncia de Baixa Liga
sendo resultantes da adio de pequenas porcentagens de microligantes e processamentos
termomecnicos. Os mais comuns so os aos tipo carbono-mangans de baixa liga com pequenas
porcentagens de nibio ou vandio para aumentar a resistncia atravs do refinamento de gro e
endurecimento por precipitao. Tambm tm sido desenvolvidos aos com adies de titnio e
boro que, juntamente com tratamentos termomecnicos, provocam gros equiaxiais finos com alta
tenso de escoamento e baixo teor de carbono. Tenta-se melhorar a soldabilidade destes aos
substituindo esta diminuio do carbono por pequenas porcentagens de elementos de liga
formadores de precipitados.
Apesar do fenmeno de trincamento assistido pelo hidrognio ter sido grandemente estudado
por vrios pesquisadores, no existe um nico modelo terico para explicar o fenmeno que seja
consesual. As principais teorias que tentam explicar o fenmeno so (Fals, 1999):
Teoria da Presso Planar: baseada no decrscimo da solubilidade do hidrognio quando a
temperatura diminui, convertendo-se em diatmico, em poros e microvazios. A presso alcana
valores to elevados que aplicando a lei de Sieverts, um ao com 5 ppm de hidrognio pode
alcanar at 16.000 atmosferas de presso em um vazio, a 20 C. Porm este modelo entra em
conflito com o resultado de diferentes experincias nas quais o hidrognio difundido para o
exterior do ao, como produto de pouco aquecimento, em condies tais que seria impossvel
dissociar hidrognio diatmico em monoatmico.
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
Teoria da Absoro: prope que o hidrognio diminua a energia livre de superfcie, de forma
que as trincas podem crescer atravs de pequenas tenses aplicadas. Os limites desta teoria
comeam a aparecer quando se observam as superfcies de trincas assistidas por hidrognio, nas
quais aparecem deformaes plsticas aparentes, impossveis de terem sido provocadas, pois seria
necessria maior energia de deformao.
Teoria de Troiano: o hidrognio interage com o acmulo de discordncias em reas de tenses
triaxiais, diminuindo a fora coesiva. sugerido que esta interao se deve aos eltrons de valncia
do tomo de hidrognio que entram na camada d dos tomos de ferro, modificando as foras
repulsivas as quais determinam o espaamento interatmico nos metais de transio, causando
conseqentemente as trincas.
Teoria de Trincas Assistidas por Hidrognio: baseia-se no mecanismo de microplasticidade.
Sugere que o hidrognio na frente da ponta da trinca assiste o processo de deformao microscpica
da microestrutura. Foi constatado experimentalmente que dependendo da microestrutura,
intensidade de tenso e concentrao de hidrognio na ponta da trinca, podem operar os modos de
fratura intergranular, quase-clivagem ou coalescncia de microvazios. O modelo proposto unifica
vrias teorias verificando que as teorias de presso planar e absoro so desnecessrias.
No desenvolvimento dos modelos analisados anteriormente, os corpos de provas foram
carregados com hidrognio para estudar seu efeito na fratura. No entanto, est comprovado que o
hidrognio introduzido desta forma no tem o mesmo comportamento que em processos reais de
soldagem.
3. TESTES PARA AVALIAO DE TRINCAS DE HIDROGNIO
Geralmente, h muito pouca informao sobre o risco de trinca de hidrognio no metal de solda
em soldagem multipasses e para quais condies seguras o cordo pode ser realizado. Assim,
procedimentos soldados nos padres atuais esto bastante limitados em relao evitar trinca de
hidrognio no metal de solda. A norma AWS D1.1 1988 aconselha aplicar testes onde pode haver
risco. BS 5135:1984, por sua vez, prope duas alternativas: (i) o uso de consumveis com menos de
2,5 ml/100g de Hidrognio, ou (ii) aplicao de 200C de calor na pea durante 2 ou 3 horas. Ainda
na abordagem anterior est fora a maioria das capacidades de muitos consumveis de SAW e
FCAW, a aplicao anterior tem implicaes indesejveis tambm pela elevao dos custos de
soldagem. At mesmo as normas europias mais recentes EN 1011-1:1998[1a] e EN 1011-2:2001
no d uma orientao certa de como avaliar quantitativamente a necessidade de pr-aquecimento
no metal de solda. Estas normas consideram a possibilidade de trinca do metal de solda sob certas
condies, porm, no prevem que o usurio no nico, validando cientificamente a medotologia
para clculo do nvel de segurana em pr-aquecimento (Nevasmaa, 2003).
Simplesmente, em pequena escala Ensaio Tekken em junta Y-oblqua, Teste CTS e Testes de
Implante so atualmente usados para determinao de taxas de Hidrognio em trincas na ZTA de
aos estruturais. Os principais experimentos usados para passe simples em metais de solda so
Teste Tekken de Junta-Y (simtrico), o Teste TRC (Tensile Restraint Cracking), o Teste G-BOP
(Gapped Bead on Plate) e o Teste WIC (Welding Institute of Canad). Aplicando somente em
pequena escala teste em passe nico para o metal de solda, no se pode convencer se os resultados
so realmente similares para a soldagem estrutural em multipasses. Testando produtos em grande
escala existe somente a susceptibilidade trinca de estruturas particulares abaixo de certas
condies de soldagem, mas o resultado no necessariamente tem alguma relevncia geral para
outros casos. Consequentemente existem lacunas significativas a serem preenchidas entre os vrios
ensaios de trincamento e a criao de um modelo de predio unificado para taxa de hidrognio e
susceptibilidade ao trincamento no metal de solda (Nevasmaa, 2003).
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
Comumente, fabricantes esto testando casos de trinca de hidrognio na soldagem de aos com
alta restrio, principalmente, no metal de solda. Claramente a fase de conhecimento em trinca de
hidrognio no metal de solda no tanto como o de trinca na ZTA. At as poucas frmulas de
clculo que existem para a taxa de risco em trinca de hidrognio no metal de solda em multipasses
pode variar muito nas previses, e com diferena na estimativa de temperatura de pr-aquecimento
causando algumas confuses. Atualmente, no h consenso sobre os parmetros principais aos quais
deveriam ser includos em tais procedimentos de estimativa. Como exemplo, diferentes vises
existem sobre a necessidade de considerar a espessura da pea, ou no, e se o calor crescente
introduzido de fato resulta em efeitos benficos ou adversos com relao ao risco de trinca no metal
de solda. Se a trinca na pea ocorreu no Metal de Solda ou na Zona Termicamente Afetada depende
das substncias qumicas contidas na composio do metal de solda em relao ao ao, como
tambm do nvel de tenses em questo. Geralmente, fora mais elevada e maior contedo de
elementos de liga no metal de solda tende a prevenir trincas no metal de solda, em
comprometimento de trinca da Zona Termicamente afetada (ZTA) (Nevasmaa, 2003).
3.1 Tcnicas de Ensaios de Trinca de Hidrognio
Os testes desenvolvidos para avaliar a sensibilidade a trincamento a frio de juntas soldadas so
classificados geralmente, como direto e indiretos. Dentre os diretos destacam-se pela grande
aplicao os testes: CTS (Controlled Thermal Severity), Tekken (Y-Groove Restraint Test), o teste
de restrio LEHIGH e o teste G-BOP. Estes permitem uma rpida avaliao da junta total (Metal
de Solda e Zona Afetada pelo Calor) pela contagem da quantidade de trincas para cada corpo de
prova, mas dependem do nvel de restrio imposto e da forma do chanfro e do cordo de solda.
Entre os indiretos se destacam os testes de restrio externa: CLR (Constant Load Rupture), TRC
(Tensile Restraint Cracking), RRC (Rigid Restraint Cracking) e ASC (Augmented Strain Cracking).
Os testes indiretos, de forma geral se caracterizam por serem realizados em corpos de provas
entalhados sob carga ou deformao constante. O teste de Implante um ensaio de restrio externa
que combina certas caracterstcias de ambos mtodos. A maioria dos testes de restrio externa
foram desenvolvidos para que o trincamento assistido pelo hidrognio acontea na zona afetada
pelo calor. Em todos os testes indiretos determinado o nvel mximo de tenso que pode ser
aplicada sem acontecer o trincamento do corpo de prova, chamada como tenso crtica, a qual
caracteriza sua susceptibilidade na regio avaliada.
3.2 Ensaio Tekken
O Ensaio Tekken o ensaio de auto-restrio mais utilizado internacionalmente para a avaliao
da susceptibilidade formao de trincas a frio, tanto no Metal de Solda, como na Zona Afetada
Termicamente, sendo definido pela Norma Industrial Japonesa JIS Z 3158. As caractersticas
que proporcionam ampla utilizao desse ensaio so a facilidade de elaborao, baixo custo,
versatilidade e boa reprodutibilidade. aplicado no estudo de trincas a frio em aos estruturais e de
alta resistncia, bem como na relao dos procedimentos de soldagem. Seu sucesso de aplicao
estendido para aplicaes especificas, tais como em aos para tubulao de gs ou petrleo ou,
ainda para avaliao de estruturas submarinas. Pode-se considerar que a maior limitao deste
ensaio o fato de no avaliar os nveis de tenso imposta solda. Este ensaio apresenta uma
variao na geometria dos corpos de prova que est relacionada com a localizao do inicio e
propagao das trincas a frio induzidas pelo hidrognio, isto , o ensaio com Y oblquo apresentado
na Figura 2, aplicado para estudos das trincas a frio na Zona Afetada pelo Calor, avaliando assim
o metal de base, enquanto que no Y simtrico aplicado para avaliar essas trincas no metal de solda
(Boellinghaus & Viyanit).
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
Estudos realizados variando o formato do chanfro, posio de abertura da raiz e temperatura de
pr-aquecimento demonstraram a dependncia da ocorrncia de trincas a frio com esses fatores.
Entretanto, constatou-se que, nos ensaios, a trinca iniciava-se na raiz da solda, devido a uma severa
deformao plstica imposta pelo efeito de entalhe na raiz e por uma possvel concentrao de
hidrognio que ocorre na direo de zonas altamente deformadas. A intensidade da restrio tem
um efeito indireto no trincamento de raiz. Ao contrrio, as tenses devido ao efeito de entalhes na
raiz so fatores diretos do trincamento de raiz.
Figura 2: Ilustrao Esquemtica do Principio do Ensaio Tekken.
A) Vista da Pea; B) Preparao da Solda de Teste e Solda de Ancora.
O Ensaio Tekken usado para examinar soldas circulares em passe nico (solda de raiz) com o
objetivo de determinar a temperatura de pr-aquecimento requerida para estas condies de teste. O
teste aplicado pelos fabricantes de ao para avaliar a sensibilidade Trinca Frio de seus aos e
pode tambm ser aplicado por companhias construtoras para avaliar as condies de soldagem
requeridas. Para produo de soldas reais, por exemplo, soldas multi passes, ou para manter a
temperatura de interpasse, neste caso, os valores obtidos so demasiadamente conservadores. Na
solda de teste, em passe nico a pea soldada em uma junta circular em V-simples especialmente
preparada (Figura 2), na qual a abertura de raiz mantida constante pela solda de ancora
previamente produzida. A superfcie da trinca formada sob estas circunstncias de soldagem ento
determinada.
3.3 Teste CTS
O Teste CTS (Controlled Thermal Severity Test) usado para examinar soldas de filetes
simples. Pela comparao com o Teste Tekken, o Ensaio CTS proporciona temperaturas de praquecimento mais baixas. Duas soldas de teste (Soldas de Filete) so aplicadas em duas placas
unidas por soldas de escora (Figura 3). As circunstncias (ndice de hidrognio no Metal de Solda,
Temperatura de pr-aquecimento, calor imposto), sobre a trinca no propagada so estabelecidas
(Boellinghaus & Viyanit).
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
Figura 3: Ilustrao esquemtica do Teste CTS: A) Vista Frontal, Vista Superior, Vista Lateral.
Neste conjunto, o parafuso no considerado como restrio sobre as soldas do teste. A amostra
est resfriando temperatura depois da deposio da solda de escora. O ciclo trmico so duplo e
triplo nas soldas de teste depositadas na amostra nos dois lados remanescentes um aps o outro. A
extenso da trinca na Zona Termicamente Afetada determinada metalograficamente dependendo
da taxa de resfriamento do metal base adjacente solda, e abaixo de uma temperatura de
aproximadamente 575 K. O alto e a espessura do metal base variada para mudar a severidade
trmica (taxa de resfriamento). Diversas amostras so preparadas com incrementos progressivos na
espessura de ambas as placas. importante manter um calor imposto fixo no teste proporcional a
espessura do metal base indicando corretamente mudanas na taxa resfriamento (Boellinghaus &
Viyanit).
3.4 Teste de Implante
O Teste de Implante mostra a evoluo da susceptibilidade Trinca de Hidrognio do metal de
base (Zona Afetada pelo Calor) e investiga a influncia de variveis individuais. O resultado um
valor caracterstico, por exemplo, a Tenso Crtica do Implante para um ndice de hidrognio
difusvel e uma microestrutura de elevada dureza respectivamente. Uma amostra entalhada
cilndrica do material de teste introduzida em um furo de uma pea de ao C-Mn a ser soldada
(Figura 4). Aps resfriar at a temperatura de teste (por exemplo 150C) uma carga constante
aplicada na amostra. A fratura ou a rachadura inicial da amostra so determinadas (Boellinghaus &
Viyanit).
Figura 4: Ilustrao Esquemtica do princpio do Teste de Implante: A) Vista, B) Seo.
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
3.5 Ensaio G-BOP
Dentre os vrios testes de soldabilidade utilizados para avaliar a susceptibilidade de juntas
soldadas quanto ao trincamento induzido pelo hidrognio, o teste G-BOP (Gapped Bead-on-Plate)
apresenta-se com um grande potencial para avaliar trincas a frio no metal de solda. O teste G-BOP
consiste de dois blocos, um dos quais tem um entalhe usinado. Em adio ao entalhe, as faces a
serem unidas dos dois blocos so, tambm, usinadas para dar maior sustentao. Os blocos so
fixados um ao outro para prevenir que no ocorra a rotao de um deles e um cordo de solda
depositado sobre os blocos na regio do entalhe, conforme mostrado na Figura 5. Aps a
soldagem, os blocos so mantidos fixos por no mnimo 48 horas. Para avaliar as trincas, a rea da
solda sobre o entalhe usinado aquecida por uma fonte de calor at o rubro, sendo em seguida
deixada resfriando at a temperatura ambiente, e ento o corpo de prova quebrado e aberto.
Quando a seco transversal (regio da quebra) do metal de solda apresentar duas superfcies, uma
oxidada que corresponde trinca de hidrognio e outra resultante da fratura, significa que a trinca
estava presente no cordo de solda antes do aquecimento. O aquecimento tem a funo de revelar a
regio previamente trincada (Cooper, 2004).
Figura 5: Ilustrao Esquemtica do Ensaio G-BOP.
A) Vista Superior, B) Vista Lateral.
O teste G-BOP (Gapped Bead-On-Plate) um teste simples com o objetivo de avaliar a
sensibilidade trinca de hidrognio no metal da solda. Embora o pr-aquecimento crtico seja
determinado no teste, ele no direcionado a predizer diretamente as exigncias para estes
procedimentos em soldagem. O teste projetado para promover trincas transversais atravs do
metal da solda. Neste teste um pequeno passe simples de cordo de solda depositado sobre uma
abertura formada quando dois blocos so apertados sendo que um possui uma pequena abertura
(Boellinghaus & Viyanit).
4. CONSIDERAES FINAIS
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
A conscincia dos problemas potenciais envolvendo a presena de hidrognio muito
importante mesmo em casos de pouca probabilidade de ocorrncia de trincas como, por exemplo,
usando um fluxo higroscpico ou o revestimento no utilizado. Entretanto, outras fontes de
hidrognio devem ser consideradas. O gs deve ser suficientemente protegido dentro de baixos
ndices de umidade. Isto normalmente bem controlado pelo fornecedor de gs, mas pode ser
verificado durante a utilizao. leos, compostos lubrificantes, compostos combinados no eletrodo
ou no metal base pode tambm tornar-se potencial fonte de hidrognio no metal de solda. Os
fabricantes de eletrodo esto cientes da necessidade de remoo do hidrognio e adoo de medidas
especiais para fornecer um produto limpo. Os contaminantes provavelmente sero facilmente
introduzidos durante a manipulao pelo usurio. Aqueles usurios cientes de tais possibilidades
podem evitar srios problemas, particularmente em aos endurecidos.
Para avaliar a susceptibilidade Trinca de Hidrognio um grande nmero de procedimentos de
teste esto disponveis. As amostras usadas podem ser carregadas externamentes ou conter
hidrognio em seu interior. Todos os procedimentos de teste de Trinca Frio mencionados so
ideais para finalidades de pesquisa e auxiliam em melhores desenvolvimentos para os aos de
diferentes composies. Para fazer isto, soldas de simples passe so avaliadas em relao a sua
susceptibilidade mais elevada ao trincamento. Transferir os resultados das investigaes de Trinca
Frio s soldas de componentes frequentemente uma tarefa onerosa por causa de muitas condies
limites relevantes a serem consideradas. A avaliao da influncia de condies de soldagem em
componentes reais e na temperatura de pr-aquecimento requerida somente ser realizada com a
ajuda de experincias adicionais. A certeza dos resultados de tais experincias, entretanto
limitada.
5. AGRADECIMENTOS
Os autores agradecem ao LAPROSOLDA / UFU pela utilizao dos equipamentos e suporte
tcnico prestado pelos Professores, Tcnicos e Colaboradores.
6. REFERNCIAS
Boellinghaus, Th., Viyanit, E., Zimmer, P. Cold Cracking Tests Revision, IIW Doc. N II-A111.03-Revision6.
Cooper, R. E., Silva, J. H. F., Trevisan, R. E., Influencia del Precalentamiento en las Propiedades de
Uniones Soldadas de Acero API 5L-X80 Soldadas con Alambre Tubular Autoprotegido. Revista de
Metalurgia, Espanha, v. 40, n. 4, p. 76-81, 2004.
Fals, C. H. D., Trevisan, R. E., Proposta de um Ensaio para Avaliao das Trincas Induzidas por
Hidrognio em Juntas Soldadas Assistida por Emisso Acstica, Campinas, Faculdade de
Engenharia Mecnica, Universidade Estadual de Campinas, 1999. 203 p. Tese.
GMAW Best Pratices, Welding Journal 85, Number 2, pp. 46 - 50, February 2006.
Miller, D. K.; Hietpas, J.; Depue, R. Welding FAQs. Welding Journal, v. 81, n. 12, p. 41, December
2002.
Monteiro L. S., Leal V. S., Estudo de Ciclos Trmicos em Juntas Soldadas de um Ao de Alta
Resistncia e Baixa Liga Atravs do Mtodo In Situ, Dissertao de Mestrado, Unicamp,
Campinas SP, Fevereiro de 2004.
16 POSMEC. FEMEC/UFU, Uberlndia-MG, 2006.
Nevasmaa, Pekka, Predictive model for the prevention of weld metal hydrogen cracking in highstrength multipass welds Department of Mechanical Engineering, University of Oulu, P.O.Box
4200, FIN-90014 University of Oulu, Finland Oulu, Finland 2003.
Ordnez, R. E. C., Trevisan, R. E., Soldagem e caracterizao das propriedades mecnicas de dutos
de ao API 5L-X80 com diferentes arames tubulares, Dissertao de Mestrado, Universidade
Estadual de Campinas, Campinas SP, Fevereiro de 2004.
Ramirez J. E., Mishael S., Shockley R., Properties and Sulfide Stress Cracking Resistance of
Coarse-Grained Heat-Affected Zones in V-Microalloyed X60 Steel Pipe Welding Journal 84,
Number 7, pp. 113 - 123, July 2005.
Widgery D. J. et al. Approaches to the development of high strength weld metals. In:
NTERNATIONAL SYMPOSIUM ON HIGH STRENGTH STEEL. 2002, 10 p. Disponvel em:
<http://www.sintef.no/units/matek/press/index.html>.
ZHAO, M. C.; YANG, K.; SHAN, Y. The effect of thermomechanical control process on
microstructure and mechanical properties of a commercial pipeline steel. Materials Science &
Engineering, A335, p. 14-20, 2002.
STUDY OF THE METHODS OF DETERMINATION OF SENSITIVITY TO
THE COLD CRACKING IN WELDED MEETINGS.
Hebert Roberto da Silva
University of Uberlndia, Avenue Joo Naves de vila, 2160, Campus Santa Mnica, Block 1 M,
CEP.: 38400-902, Uberlndia MG.
hrsilva@mecanica.ufu.br
Valtair Antonio Ferraresi
Universidade Federal de Uberlndia
valtairf@mecanica.ufu.br
Abstract: The evolution of the processes of welding, registered in recent years in everybody, has
occurred had to this process of manufacture to be related with the majority of the industrial
applications, either in the construction as in the recovery of components. The technology of the
welding tends to follow the increasing industrial modernization and the new requirements of market
that impose requirements of quality and productivity the lesser costs each time. To this used
procedures to evaluate the cracking sensibility in metallic structures comes being constantly
perfected. With this, the scientific and technological improvement in these pursuings not only
became a necessity, but a question of survival. Hydrogen induced cracking is one of the most
serious and persistent defects found in the steels welding, as demonstrated by evalytion of costs and
loss of time with repairs in welded parts. The main source of hydrogen is moisture in the electrodes
coating wich, jointly with stress and a sensitive microstructure, might induce cracking. During
welding, the HAZ of base metals is subjected to thermal cycles, which produces a change in both its
microstructure and mechanical properties. In addition to chemical composition, rate of cooling
through the temperature range within which transformation of austenite occurs to martensite,
bainite, ferrite plus pearlite, or mixtures of these microstructural constituents has a marked
influence on the hardness achieved for a particular composition. In this direction the main objective
of this work is to evaluate with aid of experimental methods the possibility of detention of Hydrogen
Induced Cracking.
Keywords: Welding, Cold Cracking, Hydrogen Induced Cracking, Tekken Test, G-BOP Test.
10
S-ar putea să vă placă și
- Soldagem Eletrodo RevestidoDocument85 paginiSoldagem Eletrodo RevestidoShueidy Braga50% (2)
- 6 - Ferro FundidoDocument34 pagini6 - Ferro Fundidojaelson silvaÎncă nu există evaluări
- Apostila de Processos de UsinagemDocument192 paginiApostila de Processos de Usinagemmachsilva100% (2)
- Corrosao - Monitoracao e Controle PDFDocument355 paginiCorrosao - Monitoracao e Controle PDFmokinhotulioÎncă nu există evaluări
- Cálculo de Ligações de Estruturas Metálicas - Emmyle - MarconDocument65 paginiCálculo de Ligações de Estruturas Metálicas - Emmyle - MarconAnderson Guerra100% (1)
- Livro Fabricação de Produtos MetalicosDocument29 paginiLivro Fabricação de Produtos MetalicosJoicy Correa31% (16)
- Aula QG - Regra Do Octeto e Ligações Químicas PDFDocument49 paginiAula QG - Regra Do Octeto e Ligações Químicas PDFEder Cezano Gonçalves100% (1)
- (Apostila) Tecnologia Mecânica 1 - SENAIDocument86 pagini(Apostila) Tecnologia Mecânica 1 - SENAIEduardo Bandeira86% (7)
- Hidro Cromagem Ou Metalização Com Prata - Apostila 2Document131 paginiHidro Cromagem Ou Metalização Com Prata - Apostila 2Erinho ErinaldoÎncă nu există evaluări
- 05-Aplicações e Processamento de Ligas Metalicas PDFDocument121 pagini05-Aplicações e Processamento de Ligas Metalicas PDFWeniton OliveiraÎncă nu există evaluări
- Engrenagem Recuperada Por Solda TigDocument39 paginiEngrenagem Recuperada Por Solda TigLuiz VendasÎncă nu există evaluări
- Aula - 9 - Soldagem A Arco ElétricoDocument35 paginiAula - 9 - Soldagem A Arco ElétricoRebeca De Sá AbrantesÎncă nu există evaluări
- Principais Propriedades MecânicasDocument26 paginiPrincipais Propriedades MecânicasLucas LobãoÎncă nu există evaluări
- Liv50002 PDFDocument351 paginiLiv50002 PDFLucas LobãoÎncă nu există evaluări
- Apresentação Carro TorpedoDocument36 paginiApresentação Carro TorpedoLucas LobãoÎncă nu există evaluări
- Mat 027 Apostila 2Document26 paginiMat 027 Apostila 2Lucas LobãoÎncă nu există evaluări
- Distribuição Amostral Da MédiaDocument15 paginiDistribuição Amostral Da MédiaLucas LobãoÎncă nu există evaluări
- 7 Lista de ExerciciosDocument2 pagini7 Lista de ExerciciosMariEvellynÎncă nu există evaluări
- Planilha Padrão LAIADocument5 paginiPlanilha Padrão LAIALucas LobãoÎncă nu există evaluări
- Reatores II - 2 Nota - Agostinho, Madu e Netto - Versão FinalDocument54 paginiReatores II - 2 Nota - Agostinho, Madu e Netto - Versão Finaljessiccaapolinario1508Încă nu există evaluări
- Catálogo Mikro MetaisDocument21 paginiCatálogo Mikro MetaisPaulo PereiraÎncă nu există evaluări
- Aula 4 Uniões Fixas - RebitesDocument5 paginiAula 4 Uniões Fixas - RebitesRodrigo SantosÎncă nu există evaluări
- MU27 Relacao Entre Dureza e Resistencia A Tracao para Materiais Metalicos TecemDocument1 paginăMU27 Relacao Entre Dureza e Resistencia A Tracao para Materiais Metalicos TecemmauferesÎncă nu există evaluări
- Processos de Soldagem Por DeformaçãoDocument12 paginiProcessos de Soldagem Por DeformaçãoSylvio AugustoÎncă nu există evaluări
- Catálogo Saint-Gobain PAM - 2023Document476 paginiCatálogo Saint-Gobain PAM - 2023Tiago Nunes LeiteÎncă nu există evaluări
- 9 Redução MetalotérmicaDocument6 pagini9 Redução MetalotérmicaquelfisicaÎncă nu există evaluări
- Desgaste Broca FofoDocument69 paginiDesgaste Broca FofoFabricio VigolloÎncă nu există evaluări
- Ligas de Alumínio Da Série 3xxx e 3xxDocument5 paginiLigas de Alumínio Da Série 3xxx e 3xxnponcejrÎncă nu există evaluări
- Processo de Soldadura Por Arco SubmersoDocument78 paginiProcesso de Soldadura Por Arco Submersoandrecarneiro11Încă nu există evaluări
- 1487245953modelo Manual Da Qualidade Blog Da QualidadeDocument40 pagini1487245953modelo Manual Da Qualidade Blog Da QualidadeBob Claudemar SoaresÎncă nu există evaluări
- Rev 11720 Abr2010Document22 paginiRev 11720 Abr2010arthurgseibelfÎncă nu există evaluări
- Relatório-Usinagem 2018Document13 paginiRelatório-Usinagem 2018Pedro JúniorÎncă nu există evaluări
- ApresentacaoDocument14 paginiApresentacaoClewerton BagnhukÎncă nu există evaluări
- Fissura em Solda PDFDocument55 paginiFissura em Solda PDFMateus Lichfett MachadoÎncă nu există evaluări
- Soldagem Por Feixe de Elétrons PDFDocument19 paginiSoldagem Por Feixe de Elétrons PDFAna Clara Marcondes100% (2)
- BronzeDocument13 paginiBronzeCARLOS DAMIÃO DE SOUZAÎncă nu există evaluări
- Grau de Risco PDFDocument21 paginiGrau de Risco PDFDirection SoluçõesÎncă nu există evaluări