S-ar putea să vă placă și
- Mantenimiento DurómetroDocument3 paginiMantenimiento DurómetroALVAROÎncă nu există evaluări
- PDF Iso 10012 Modelo Manual Implemetacion DLDocument120 paginiPDF Iso 10012 Modelo Manual Implemetacion DLgerencia calidadÎncă nu există evaluări
- Metodologia SLPDocument3 paginiMetodologia SLPDaniel MiraÎncă nu există evaluări
- Actividad 2 - Investigación Métodos de Análisis Ergonómicos - Equipo2Document15 paginiActividad 2 - Investigación Métodos de Análisis Ergonómicos - Equipo2UrielÎncă nu există evaluări
- Fundamentos Básicos de La Manufactura.Document3 paginiFundamentos Básicos de La Manufactura.Galy CornejoÎncă nu există evaluări
- Fases de Demostracion de Las Buenas Practicas AgropecuariasDocument25 paginiFases de Demostracion de Las Buenas Practicas Agropecuariasrioson-HIÎncă nu există evaluări
- Enfoque Moderno de CalidadDocument17 paginiEnfoque Moderno de CalidadEd CerÎncă nu există evaluări
- Diseño taladro columnaDocument93 paginiDiseño taladro columnaJavier RuedaÎncă nu există evaluări
- Industrias de La Transformación y Procesado de PolímerosDocument5 paginiIndustrias de La Transformación y Procesado de PolímerosAna I. Guajardo GalvánÎncă nu există evaluări
- TAREA EJERCICIOS DE PRODUCTIVIDAD II PARCIAL 2020 (2) YaaaaaaDocument8 paginiTAREA EJERCICIOS DE PRODUCTIVIDAD II PARCIAL 2020 (2) YaaaaaaZuleymy Alfaro TorresÎncă nu există evaluări
- Mapa Mental de La Iso 9000 de 2015Document4 paginiMapa Mental de La Iso 9000 de 2015Mafe CamayoÎncă nu există evaluări
- Normas de CalidadDocument10 paginiNormas de CalidadAngel Del AngelÎncă nu există evaluări
- Plan Estrategico de NegociacionDocument8 paginiPlan Estrategico de NegociacionJuan RomeroÎncă nu există evaluări
- Hoja de Control SDocument2 paginiHoja de Control SBrendaMarisolGutiérrezLópezÎncă nu există evaluări
- Métodos para La Evaluación Integral de RiesgosDocument17 paginiMétodos para La Evaluación Integral de Riesgosmariia sotoÎncă nu există evaluări
- 1.4 Conceptualización Sistémica de La Seguridad e HigieneDocument8 pagini1.4 Conceptualización Sistémica de La Seguridad e HigieneLizdey Abigail Reyes MendozaÎncă nu există evaluări
- Mapa de ProcesosDocument11 paginiMapa de ProcesosFabian C. DiazÎncă nu există evaluări
- Bio PapelDocument20 paginiBio PapelSonia AndradeÎncă nu există evaluări
- Tasas de interés equivalentesDocument9 paginiTasas de interés equivalentesAlexandra Huertas RodriguezÎncă nu există evaluări
- 2.1 Características de Las Normas Nacionales e InternacionalesDocument31 pagini2.1 Características de Las Normas Nacionales e InternacionalesPepeÎncă nu există evaluări
- Reporte Preliminar Residencia ProfesionalDocument6 paginiReporte Preliminar Residencia ProfesionalpedroÎncă nu există evaluări
- Guia Gestion de CalidadDocument9 paginiGuia Gestion de CalidadFabiluchis MgÎncă nu există evaluări
- Control Estadístico de La CalidadDocument23 paginiControl Estadístico de La CalidadRuth Beatríz Martínez de FloresÎncă nu există evaluări
- Metodo OHSAS 18000 - Leiman Meneses ArrietaDocument12 paginiMetodo OHSAS 18000 - Leiman Meneses ArrietaLeiman Meneses ArrietaÎncă nu există evaluări
- Implementacion de 9 S en La Administración de Cfe Unidad CuauhtemocDocument9 paginiImplementacion de 9 S en La Administración de Cfe Unidad CuauhtemocdcmpukÎncă nu există evaluări
- Factores internos y externos de la productividad empresarialDocument22 paginiFactores internos y externos de la productividad empresarialpaulosw192019100% (1)
- Unidad 2Document19 paginiUnidad 2mariana lazaro cruzÎncă nu există evaluări
- Herramientas de La Calidad TotalDocument56 paginiHerramientas de La Calidad TotalLucia MaribelÎncă nu există evaluări
- Semana 2.1 TiDocument19 paginiSemana 2.1 Ti01-II-HU-BETZABETH CORDOVA GREMYOSÎncă nu există evaluări
- Procedimiento de Estudio de Metodos de TrabajoDocument5 paginiProcedimiento de Estudio de Metodos de TrabajoLuisFernandoChuraQuispeÎncă nu există evaluări
- 3 - Propuesta Distribución en Planta Papas JhonnyDocument27 pagini3 - Propuesta Distribución en Planta Papas JhonnyManuela Galvis RodasÎncă nu există evaluări
- Norma NMX Aa 115 Scfi 2001Document21 paginiNorma NMX Aa 115 Scfi 2001javier-delgadilloÎncă nu există evaluări
- La Globalización y El Aprovisionamiento en La EmpresaDocument26 paginiLa Globalización y El Aprovisionamiento en La EmpresaValentín Bello PonceÎncă nu există evaluări
- Comportamiento Organizacional e IndividuDocument9 paginiComportamiento Organizacional e IndividuClari GomezÎncă nu există evaluări
- Evolución de Seguridad y Salud en El TrabajoDocument2 paginiEvolución de Seguridad y Salud en El TrabajoJuan AtaxiaÎncă nu există evaluări
- Introduccion A Los Sistemas de Gestion de Calidad 1199033084264959 3Document36 paginiIntroduccion A Los Sistemas de Gestion de Calidad 1199033084264959 3Ibq Candy Hernandez100% (1)
- Control EstadisticoDocument11 paginiControl EstadisticoMarco Reyes HernandezÎncă nu există evaluări
- 3.1-Programa de Induccion Al EmpleadoDocument13 pagini3.1-Programa de Induccion Al Empleadoyak00Încă nu există evaluări
- Entrega Final ProyectoDocument47 paginiEntrega Final ProyectoJessica Velazquez100% (1)
- Tratamientos Termicos Investigacion PDFDocument7 paginiTratamientos Termicos Investigacion PDFjosimar trujillo avilaÎncă nu există evaluări
- Procesos MarkovianosDocument13 paginiProcesos MarkovianosleonardoÎncă nu există evaluări
- Estrategias y Herramientas para La Operación de Las Bodegas y El Embalaje de Los Materiales.Document10 paginiEstrategias y Herramientas para La Operación de Las Bodegas y El Embalaje de Los Materiales.leticia martinezÎncă nu există evaluări
- Investigacion Unidad 3 EricDocument17 paginiInvestigacion Unidad 3 EricMadridista MerengueÎncă nu există evaluări
- Costos de Accidentes - InA-553Document25 paginiCostos de Accidentes - InA-553johanabustÎncă nu există evaluări
- Gestión calidad Taguchi Universidad CotopaxiDocument8 paginiGestión calidad Taguchi Universidad CotopaxiPacho PachecoÎncă nu există evaluări
- 1º. OHSAS 18001-2007 - Capitulo 1, 2 y 3Document51 pagini1º. OHSAS 18001-2007 - Capitulo 1, 2 y 3Leonela Ghissel Terrones RochaÎncă nu există evaluări
- Control Estadistico de La Calidad PDFDocument10 paginiControl Estadistico de La Calidad PDFRicardo ArmentaÎncă nu există evaluări
- T1UI - Administración Del Mantenimiento GlobalDocument4 paginiT1UI - Administración Del Mantenimiento GlobalErika SalvatierraÎncă nu există evaluări
- Historia de La Seguridad OcupacionalDocument17 paginiHistoria de La Seguridad OcupacionalGeovanna MÎncă nu există evaluări
- Trabajo Final Método CPM CRASH 1Document63 paginiTrabajo Final Método CPM CRASH 1OrlandoChirinosÎncă nu există evaluări
- Cerveza CoronaDocument8 paginiCerveza CoronaMaleja ReyÎncă nu există evaluări
- Resumen Unidad 4 Analisis de Flujo de ProcesosDocument14 paginiResumen Unidad 4 Analisis de Flujo de ProcesosLuis Alberto Quiroz GranadosÎncă nu există evaluări
- Tesis Elaboracion Papel A Base de Banano PDFDocument176 paginiTesis Elaboracion Papel A Base de Banano PDFHumberto Jara50% (4)
- La Linea Del Tiempo Sobre La Evolución de La Gestión Humana en Las OrganizacionesDocument3 paginiLa Linea Del Tiempo Sobre La Evolución de La Gestión Humana en Las OrganizacionesMaría Paz Higuita HiguitaÎncă nu există evaluări
- Como Implantar Ohsas 18000Document36 paginiComo Implantar Ohsas 18000Tala Eloiza Lorca PerezÎncă nu există evaluări
- Evaluacion de Proyectos - Tarea4Document8 paginiEvaluacion de Proyectos - Tarea4ayala pubgÎncă nu există evaluări
- Seguridad e higiene conceptualización sistémicaDocument12 paginiSeguridad e higiene conceptualización sistémicaromanbarker182Încă nu există evaluări
- Soldadura 2222 PDFDocument386 paginiSoldadura 2222 PDFDidier BarretoÎncă nu există evaluări
- Tarea de Recuperacion de Piezas VictorDocument22 paginiTarea de Recuperacion de Piezas VictorosmaniÎncă nu există evaluări
- Proceso de EnsambladoDocument11 paginiProceso de EnsambladoDiego Vargas100% (1)
- Codigo Arancelario de ConstruccionDocument119 paginiCodigo Arancelario de ConstruccionMaria PerezÎncă nu există evaluări
- Materiales de producción e industrializaciónDocument20 paginiMateriales de producción e industrializaciónRenzo Bello Jr.Încă nu există evaluări
- Fusion de Precipitados de Oro y Plata en La Refineria de MinDocument29 paginiFusion de Precipitados de Oro y Plata en La Refineria de MinResidente EnautÎncă nu există evaluări
- HERRAMIENTASDocument13 paginiHERRAMIENTASCartera Mundo VerdeÎncă nu există evaluări
- Informe de Laboratorio sobre Celdas en Serie para la Obtención de Cátodos de CobreDocument9 paginiInforme de Laboratorio sobre Celdas en Serie para la Obtención de Cátodos de CobreShirley Flores PaucarÎncă nu există evaluări
- CLASE 14 DE DISEÑO EN ACERO Y MADERA A1 24 de Diciembre 2021Document31 paginiCLASE 14 DE DISEÑO EN ACERO Y MADERA A1 24 de Diciembre 2021Carlos Brayan Curi QuilcaÎncă nu există evaluări
- Remo CatalogoDocument32 paginiRemo CatalogoPavel OrtizzÎncă nu există evaluări
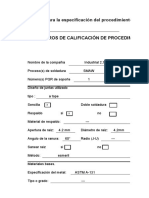
- Ejemplo Formato WpsDocument9 paginiEjemplo Formato WpsBenjamin Alex Torrico La FuenteÎncă nu există evaluări
- Aleaciones Ferrosas para FundicionesDocument11 paginiAleaciones Ferrosas para FundicionesBeto MitmaÎncă nu există evaluări
- Mallas y varillas para construcciónDocument80 paginiMallas y varillas para construcciónmauricio_murillo_calderonÎncă nu există evaluări
- Proceso Industrial de Impresión de LibrosDocument5 paginiProceso Industrial de Impresión de LibrosMauricio TrujilloÎncă nu există evaluări
- Elementos de Máquinas y MecanismosDocument8 paginiElementos de Máquinas y MecanismosCharly502Încă nu există evaluări
- Escuela Superior Politecnica Del Litoral: Previo A La Obtención Del Titulo deDocument83 paginiEscuela Superior Politecnica Del Litoral: Previo A La Obtención Del Titulo dejuanperez95123Încă nu există evaluări
- 010.030 Proc-Soldadura de HDPE Por ExtrusionDocument11 pagini010.030 Proc-Soldadura de HDPE Por ExtrusionGlenyÎncă nu există evaluări
- Ejemplos de Revestimiento de AceroDocument9 paginiEjemplos de Revestimiento de AceroEliana RozasÎncă nu există evaluări
- GUIA DE PRACTICA #3 Soldadura Proceso FCAW Y GMAWDocument8 paginiGUIA DE PRACTICA #3 Soldadura Proceso FCAW Y GMAWAndrésAmaguaÎncă nu există evaluări
- ACERO ESTRUCTURAL Jimenez Romero Jonathan CorreccionDocument35 paginiACERO ESTRUCTURAL Jimenez Romero Jonathan CorreccionJonathan JimenezÎncă nu există evaluări
- Catalogo Serras e Ferramentas Manuais StarrettDocument168 paginiCatalogo Serras e Ferramentas Manuais StarrettSantana AparecidoÎncă nu există evaluări
- Numismatica y BiologiaDocument6 paginiNumismatica y BiologiaFernando Calderón CortezÎncă nu există evaluări
- Procesos de Fundición de MetalesDocument12 paginiProcesos de Fundición de MetalesLuis Angel RojasÎncă nu există evaluări
- Md-009-Fabricación, Montaje y Calidad de Sistema Moyno N°1Document20 paginiMd-009-Fabricación, Montaje y Calidad de Sistema Moyno N°1B31 ARQUITECTURAÎncă nu există evaluări
- Especificaciones Tecnicas2 - ElectromecanicasDocument400 paginiEspecificaciones Tecnicas2 - ElectromecanicasGlen MaylleÎncă nu există evaluări
- Capitulo IIIDocument9 paginiCapitulo IIIroxanaÎncă nu există evaluări
- Proceso de Soldadura SMAW y L.A.V.A.DDocument5 paginiProceso de Soldadura SMAW y L.A.V.A.DAntonio Jr Taylor DayleyÎncă nu există evaluări
- Pelayo Ruiz, Laura PDFDocument101 paginiPelayo Ruiz, Laura PDFControl - ProcuraÎncă nu există evaluări
- Química Inorgánica Semana 3Document3 paginiQuímica Inorgánica Semana 3Jhonatan BedollaÎncă nu există evaluări
- Evaluación 1 Uvii-Elaboración de AleacionesDocument3 paginiEvaluación 1 Uvii-Elaboración de AleacionesAlba Angelina Palacios PalaciosÎncă nu există evaluări
- La Edad de Los Metales PDFDocument10 paginiLa Edad de Los Metales PDFWilliam PerezÎncă nu există evaluări
- T7-Yáñez FélixDocument12 paginiT7-Yáñez FélixMaría José Yáñez FélixÎncă nu există evaluări
- Problemas Diagrama de Fases y CeramicosDocument7 paginiProblemas Diagrama de Fases y Ceramicosnestor sanchez100% (1)