S-ar putea să vă placă și
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- DPM PIFA StandardDocument4 paginiDPM PIFA StandardAnonymous 3VAQ9SNxl7Încă nu există evaluări
- Machote AmefDocument14 paginiMachote AmefAlberto NuñezÎncă nu există evaluări
- DALUBATAN MIDTERMv2 REACTION PAPERDocument1 paginăDALUBATAN MIDTERMv2 REACTION PAPERNeo PorpayasÎncă nu există evaluări
- Construction and Rehabilitation Cost GuideDocument41 paginiConstruction and Rehabilitation Cost GuideCesar EnochÎncă nu există evaluări
- Impact of the Industrial Revolution on Society and TechnologyDocument7 paginiImpact of the Industrial Revolution on Society and Technologypallavi kapoorÎncă nu există evaluări
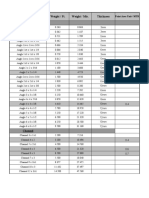
- Angles, Channels, Flat Bars, H-Beams, I-Beams, Rods, Plates Weights and SizesDocument4 paginiAngles, Channels, Flat Bars, H-Beams, I-Beams, Rods, Plates Weights and Sizesrajeshh294Încă nu există evaluări
- Bearing Capacity Equations of Different Failure Mechanisms by Limit AnalysisDocument5 paginiBearing Capacity Equations of Different Failure Mechanisms by Limit AnalysiskiddhoÎncă nu există evaluări
- IPD and BIM: Changing The Way The Industry OperatesDocument21 paginiIPD and BIM: Changing The Way The Industry OperatesLê Ngọc-HàÎncă nu există evaluări
- Sewer TunnelDocument10 paginiSewer TunnelshahqazwsxÎncă nu există evaluări
- Project Report On Gypsum Board & Gypsum Wall PuttyDocument6 paginiProject Report On Gypsum Board & Gypsum Wall PuttyEIRI Board of Consultants and PublishersÎncă nu există evaluări
- KranDocument7 paginiKranMarioÎncă nu există evaluări
- Hotel Structural DesignDocument67 paginiHotel Structural DesignIssam Saleh100% (1)
- Design Application Procedures of 15 Stor PDFDocument12 paginiDesign Application Procedures of 15 Stor PDFHema Chandra Reddy KarimireddyÎncă nu există evaluări
- Get Started: RM 70go! 2.0 Compact CrushingDocument8 paginiGet Started: RM 70go! 2.0 Compact CrushingsobirinÎncă nu există evaluări
- French Embassy Staff Quarters: LOCATION: Chanakyapuri, New Delhi, India ARCHITECT: Raj Rewal Construction Period: 1968-69Document33 paginiFrench Embassy Staff Quarters: LOCATION: Chanakyapuri, New Delhi, India ARCHITECT: Raj Rewal Construction Period: 1968-69Ahnaf Nafim ShirajÎncă nu există evaluări
- Implementing Merchandising Plan LogisticsDocument12 paginiImplementing Merchandising Plan LogisticsrvaraprasadÎncă nu există evaluări
- Design of Steel Structure (3350601)Document11 paginiDesign of Steel Structure (3350601)அபினேஷ்குமார்Încă nu există evaluări
- Estimate, Bridge Open FoundationDocument86 paginiEstimate, Bridge Open Foundationकुमुद पाठकÎncă nu există evaluări
- Waste Management and Pollution Contro..Document11 paginiWaste Management and Pollution Contro..sameerÎncă nu există evaluări
- FBW SELECTED AFFORDABLE HOUSING PROJECTSDocument3 paginiFBW SELECTED AFFORDABLE HOUSING PROJECTSBharat SinghÎncă nu există evaluări
- OSB and GFB As Sheathing Materials For Timber Framed Shear WallsDocument14 paginiOSB and GFB As Sheathing Materials For Timber Framed Shear WallsIonFlorentaÎncă nu există evaluări
- Production ManagementDocument25 paginiProduction ManagementAurelio Espinoza AbalosÎncă nu există evaluări
- Process Plant 3D Modeling Visualization BrochureDocument18 paginiProcess Plant 3D Modeling Visualization BrochureTrisita Engineering LLPÎncă nu există evaluări
- Curriculum VitaeDocument1 paginăCurriculum VitaeMuhammad Rabbil AlbadriÎncă nu există evaluări
- Méretezési Táblázatok Design Tables AngolDocument144 paginiMéretezési Táblázatok Design Tables AngolMohamed ElfawalÎncă nu există evaluări
- Icha - Presentacion - Robert - Tremblay - Marzo - 2014 TRADUCIR PDFDocument104 paginiIcha - Presentacion - Robert - Tremblay - Marzo - 2014 TRADUCIR PDFJose GuzmánÎncă nu există evaluări
- Commercial Building Telecom StandardsDocument5 paginiCommercial Building Telecom StandardsBruno VellinhaÎncă nu există evaluări
- Glass Chart ASTM E1300Document15 paginiGlass Chart ASTM E1300mercab15Încă nu există evaluări
- Roof Framing Plan: Construction NotesDocument1 paginăRoof Framing Plan: Construction NotesNefritiri BlanceÎncă nu există evaluări