S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Stone Retaining Wall DesignDocument25 paginiStone Retaining Wall DesignSafi Zabihullah Safi81% (16)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Earth Materials: Rocks and MineralsDocument12 paginiEarth Materials: Rocks and MineralsCristina MaquintoÎncă nu există evaluări
- Welding Procedure Specification RASCO-IMS-810-FM-05Document6 paginiWelding Procedure Specification RASCO-IMS-810-FM-05anasÎncă nu există evaluări
- Electrochemistry NotesDocument54 paginiElectrochemistry NotesAkash Roy67% (6)
- Hazardous Material ClassesDocument11 paginiHazardous Material ClassesSaurav NegiÎncă nu există evaluări
- Astm F1554Document9 paginiAstm F1554CPA BTKÎncă nu există evaluări
- Circumferential CrackingDocument6 paginiCircumferential CrackingMagdykamelwilliamÎncă nu există evaluări
- GGFHJDocument1 paginăGGFHJanon_791172439Încă nu există evaluări
- Chs - Chem - ch3 - Mass - Ratios - and - Law - of - Multiple - Proportions Mod4Document22 paginiChs - Chem - ch3 - Mass - Ratios - and - Law - of - Multiple - Proportions Mod4Marvel Felicity Rosell ArmestoÎncă nu există evaluări
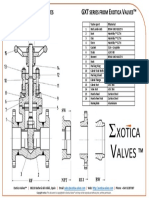
- Gate Valve Forged B564 UNS N10276 Body, Hastelloy™ C276 TrimDocument1 paginăGate Valve Forged B564 UNS N10276 Body, Hastelloy™ C276 TrimGiovanni PetrizzoÎncă nu există evaluări
- Timber Finish Wood SealerDocument3 paginiTimber Finish Wood SealerNippon Paint PakistanÎncă nu există evaluări
- Foundry Process Updated 1Document52 paginiFoundry Process Updated 1krishnamoorthiÎncă nu există evaluări
- Jomo Kenyatta University of Agriculture and TechnologyDocument16 paginiJomo Kenyatta University of Agriculture and TechnologyJoe NjoreÎncă nu există evaluări
- Ku1988 PDFDocument23 paginiKu1988 PDFajengdsÎncă nu există evaluări
- Battery Thermal Management EbookDocument13 paginiBattery Thermal Management Ebooktarun100% (2)
- MC 30Document3 paginiMC 30kalina11042007Încă nu există evaluări
- Greenhouse homework on plant cellsDocument5 paginiGreenhouse homework on plant cellsMadhav ManjulalÎncă nu există evaluări
- Hydrocarbons: AlkanesDocument12 paginiHydrocarbons: AlkanesFredrick HeffersonÎncă nu există evaluări
- ASTM Norms Commonly UsedDocument1 paginăASTM Norms Commonly UsedBauyrzhanÎncă nu există evaluări
- Gasification Technology Option - Ronald Schoff, EPRIDocument34 paginiGasification Technology Option - Ronald Schoff, EPRIAnonymous 4PuFzARÎncă nu există evaluări
- Bostik NeverseezDocument8 paginiBostik NeverseezginuxÎncă nu există evaluări
- Alathon L5840Document1 paginăAlathon L5840mohamed1303Încă nu există evaluări
- Types and Causes of Cracks in Concrete StructuresDocument11 paginiTypes and Causes of Cracks in Concrete Structuresraahul_nÎncă nu există evaluări
- Tool SteelDocument6 paginiTool Steelsaifullah629Încă nu există evaluări
- 5070 w17 QP 42 PDFDocument14 pagini5070 w17 QP 42 PDFdR SHAMMIR AHMEDÎncă nu există evaluări
- VDM Metals Welding Consumables CatalogDocument140 paginiVDM Metals Welding Consumables CatalogVasantha KumarÎncă nu există evaluări
- Microscale Chemistry: Rates of Reaction Using Sodium Thiosulphate and AcidDocument4 paginiMicroscale Chemistry: Rates of Reaction Using Sodium Thiosulphate and AcidANGELYN SANTOSÎncă nu există evaluări
- Basic Civil - Module 3 - RoofDocument19 paginiBasic Civil - Module 3 - RoofSEKHAR JÎncă nu există evaluări
- Boq of Dire Dawa Project Final Price AdjustedDocument67 paginiBoq of Dire Dawa Project Final Price Adjustedbings1997 BiniamÎncă nu există evaluări
- Filmtec SW30-8040Document2 paginiFilmtec SW30-8040PT Deltapuro IndonesiaÎncă nu există evaluări