S-ar putea să vă placă și
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- UV-5R MenusDocument4 paginiUV-5R MenusRikardoviskiÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Appendix. 505 Program Mode Worksheets: 505 Digital Governor Manual 85017V1Document3 paginiAppendix. 505 Program Mode Worksheets: 505 Digital Governor Manual 85017V1gonzalesÎncă nu există evaluări
- HexWorks ManualDocument162 paginiHexWorks ManualIguodala OwieÎncă nu există evaluări
- The Principles of Pulp Washing - PdfaDocument9 paginiThe Principles of Pulp Washing - Pdfashabi049Încă nu există evaluări
- AFTES Geological Tunnel RisksDocument46 paginiAFTES Geological Tunnel RisksmerinofalÎncă nu există evaluări
- ErmetoDocument28 paginiErmetoRickson Viahul Rayan C100% (1)
- 07 Koolhaas Downtown Athletic ClubDocument10 pagini07 Koolhaas Downtown Athletic ClubAndreea DituÎncă nu există evaluări
- Rainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing EngineersDocument8 paginiRainwater and Stormwater Harvesting Systems: Continuing Education From The American Society of Plumbing Engineers185412Încă nu există evaluări
- Reinforced Concrete Design BS 8110Document15 paginiReinforced Concrete Design BS 8110Kutty Mansoor75% (4)
- Transmission and DistributionDocument10 paginiTransmission and Distributionprabhjot singh186% (21)
- 89Document3 pagini89Rickson Viahul Rayan CÎncă nu există evaluări
- 92Document3 pagini92Rickson Viahul Rayan CÎncă nu există evaluări
- 90Document3 pagini90Rickson Viahul Rayan CÎncă nu există evaluări
- 91Document3 pagini91Rickson Viahul Rayan CÎncă nu există evaluări
- 88Document3 pagini88Rickson Viahul Rayan CÎncă nu există evaluări
- Ship YardsDocument9 paginiShip YardsRickson Viahul Rayan CÎncă nu există evaluări
- 96Document3 pagini96Rickson Viahul Rayan CÎncă nu există evaluări
- 98Document2 pagini98Rickson Viahul Rayan CÎncă nu există evaluări
- 94 PDFDocument3 pagini94 PDFRickson Viahul Rayan CÎncă nu există evaluări
- 97Document3 pagini97Rickson Viahul Rayan CÎncă nu există evaluări
- 95Document3 pagini95Rickson Viahul Rayan CÎncă nu există evaluări
- Bulb Flats1Document2 paginiBulb Flats1Constantine KtzmnÎncă nu există evaluări
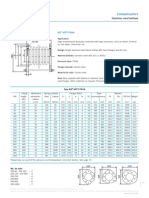
- Compensators: RX KSU PN2,5 - Exhaust Gas BellowDocument1 paginăCompensators: RX KSU PN2,5 - Exhaust Gas BellowRickson Viahul Rayan CÎncă nu există evaluări
- Ship EquipmentDocument3 paginiShip EquipmentviahulÎncă nu există evaluări
- Ermeto CouplingDocument9 paginiErmeto CouplingRickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KBF Ss/Ss Pn16Document1 paginăHoses and Accessories: RX KBF Ss/Ss Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- 01-Hexagon Head BoltDocument1 pagină01-Hexagon Head BoltTony AbrahamÎncă nu există evaluări
- Flareless Bite Type FittingsDocument24 paginiFlareless Bite Type FittingsRickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KS-HP Pn40Document1 paginăHoses and Accessories: RX KS-HP Pn40Rickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KS-HP Pn40Document1 paginăHoses and Accessories: RX KS-HP Pn40Rickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KBF Ss/Ss Pn16Document1 paginăHoses and Accessories: RX KBF Ss/Ss Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KS2T PN16Document1 paginăHoses and Accessories: RX KS2T PN16Rickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KST Pn16Document1 paginăHoses and Accessories: RX KST Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- Compensators: RX Kff2T Pn16Document1 paginăCompensators: RX Kff2T Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- Hoses and Accessories: RX KSG Pn16Document2 paginiHoses and Accessories: RX KSG Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- Compensators: RX KFFT Pn16Document1 paginăCompensators: RX KFFT Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- Compensators: RX KBFL Pn16Document1 paginăCompensators: RX KBFL Pn16Rickson Viahul Rayan CÎncă nu există evaluări
- Analysis and Design of MOSFET Based Amplifier in Different ConfigurationsDocument8 paginiAnalysis and Design of MOSFET Based Amplifier in Different ConfigurationsPraveen KumarÎncă nu există evaluări
- Eurotrace Installation Instructions: Installation On A PipeDocument6 paginiEurotrace Installation Instructions: Installation On A PipeNicolas150956Încă nu există evaluări
- SamplesDocument14 paginiSamplesSanjayÎncă nu există evaluări
- Iso 5294 1989Document9 paginiIso 5294 1989a.mursadinÎncă nu există evaluări
- Deep Bar and Double Cage 010223Document20 paginiDeep Bar and Double Cage 010223Debankan ChatterjeeÎncă nu există evaluări
- LucasFilm Sound Effects Library - Track & Index ListDocument22 paginiLucasFilm Sound Effects Library - Track & Index ListKALFER0% (1)
- Amyuni PDF ConverterDocument22 paginiAmyuni PDF ConverterMikeyarnoldÎncă nu există evaluări
- Histogram PorositasDocument2 paginiHistogram PorositasajnmboÎncă nu există evaluări
- Annex 1 - Air Dryer Duct DRG List - 140717Document1 paginăAnnex 1 - Air Dryer Duct DRG List - 140717vemanreddy29Încă nu există evaluări
- Armare La Strapungere Pentru Palnsee Dale Jda B en D Teh 56465Document24 paginiArmare La Strapungere Pentru Palnsee Dale Jda B en D Teh 56465mihaitimofteÎncă nu există evaluări
- Course Catalog 2019Document34 paginiCourse Catalog 2019Mehaboob BashaÎncă nu există evaluări
- Specification For Construction of Concrete ReservoirsDocument18 paginiSpecification For Construction of Concrete ReservoirsKeysha ApriliaÎncă nu există evaluări
- H Beam Load Bearing CalculationDocument31 paginiH Beam Load Bearing CalculationMuhammad Attiq Ur RahmanÎncă nu există evaluări
- Diagrama Electrico VespaDocument1 paginăDiagrama Electrico Vespavetgesto3Încă nu există evaluări
- Licenta - Algoritmi de Rezolvare A Cubului Rubik PDFDocument46 paginiLicenta - Algoritmi de Rezolvare A Cubului Rubik PDFRazvan SavucÎncă nu există evaluări
- gp30mpc 150Document27 paginigp30mpc 150locomotoras.slpÎncă nu există evaluări
- Raymond Scott - Cindy ElectroniumDocument2 paginiRaymond Scott - Cindy ElectroniumJen HillÎncă nu există evaluări
- E2186 Certif Conformidad - TomasDocument6 paginiE2186 Certif Conformidad - TomasFRANCISCOÎncă nu există evaluări
- Makalah Program PDFDocument10 paginiMakalah Program PDFIvanFolkÎncă nu există evaluări
- 2015f - CPCS 202 - Quiz 2 - SolutionDocument3 pagini2015f - CPCS 202 - Quiz 2 - SolutionOsama MaherÎncă nu există evaluări
- ASWipLL HW Installation Guide-V07-460Document322 paginiASWipLL HW Installation Guide-V07-460Fernando MartinÎncă nu există evaluări