Documente Academic
Documente Profesional
Documente Cultură
Rotating Equipment Chapter 3 Pumps
Încărcat de
MamdouhAlhanafyDescriere originală:
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Rotating Equipment Chapter 3 Pumps
Încărcat de
MamdouhAlhanafyDrepturi de autor:
Formate disponibile
Technical Training Programme
Rotating Equipment
CHAPTER 3
PUMPS
TriStar
T.S M - RE (Rev. 3) May 2004
Page 1 of 125
Technical Training Programme
Rotating Equipment
CHAPTER 3
PUMPS
Objectives:
At the end of this chapter the trainee will be able to:
Understand pump types, components, application, performance,
auxiliaries, operation and maintenance.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 2 of 125
Technical Training Programme
Rotating Equipment
CHAPTER 3
PUMPS
CONTENTS
Page Number
SECTION 3.1
The Function of the Pumps
SECTION 3.2
Classification of Pumps
3.2.1 Positive displacement pumps
3.2.1.1 Reciprocating positive displacement pump ..
3.2.1.2 Rotary positive displacement pumps
9
10
13
3.2.2 Dynamic pumps
3.2.2.1 Pump theory ..
3.2.2.2 Centrifugal pumps .
15
15
15
SECTION 3.3
Centrifugal Pump Components
3.3.1 Centrifugal pump components ..
17
3.3.2 Function of the components
18
3.3.3 Stuffing boxes & mechanical seal ..
3.3.3.1 Packed stuffing box
3.3.3.2 How does it work
3.3.3.3 Lantern rings ..
3.3.3.4 Arrangements of the lantern ring to meet
specific services .
3.3.3.5 Packing selection
3.3.3.6 Conventional packing draw backs .
20
21
22
23
3.3.4 Mechanical seals
3.3.4.1 Mechanical seals overview .
3.3.4.2 Mechanical seals construction
3.3.4.3 Sealing points for mechanical seal
3.3.4.4 How does it work ..
3.3.4.5 Advantages of mechanical seals
3.3.4.6 Comparison between conventional packing
and mechanical seals .
26
26
26
28
28
29
TriStar
T.S M - RE (Rev. 3) May 2004
23
24
25
30
Page 3 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.4
Classification of Centrifugal Pumps
SECTION 3.5
Pump Performance Curves, Pump Power and Efficiency
3.5.1 Factors affecting pump performance .
3.5.2 Effects of specific gravity .
3.5.3 Effect of viscosity .
3.5.4 Specific speed
3.5.5 Typical characteristic curves for a centrifugal pump
3.5.6 Pump power ..
3.5.6.1 Definition ..
3.5.6.2 Pump power .
3.5.6.3 Pump power and efficiency ..
42
42
43
43
44
48
48
48
49
SECTION 3.6
Pump Operation
3.6.1 Safety
3.6.2 Priming .
3.6.3 Starting .
3.6.4 Running
3.6.5 Stopping ..
3.6.6 Operation against closed discharge .
50
50
50
51
51
51
SECTION 3.7
Operating Difficulties
3.7.1 General ..
52
SECTION 3.8
Cavitations
3.8.1 What is the cavitation?
3.8.2 The main reasons of cavitation ..
3.8.3 What is the effect of cavitation on the pump .
3.8.4 Symptoms of cavitation .
TriStar
T.S M - RE (Rev. 3) May 2004
54
54
56
56
Page 4 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.9
Pump Auxiliaries
3.9.1 Pump drive
3.9.2 Couplings .
3.9.3 Strainers
57
58
58
SECTION 3.10
Pump Maintenance
3.10.1 Safety ..
3.10.2 Lubrication .
3.10.3 Gland packing .
3.10.4 Mechanical seal ..
3.10.5 Coupling .
3.10.6 Overhauling overhung pump shaft .
3.10.6.1 General instructions .
3.10.6.2 Dismantling .
3.10.6.3 Inspection of components
3.10.6.4 Assembly .
59
59
60
61
61
61
61
62
66
68
3.10.7 Maintenance of centrifugal pump
(in between bearings pumps) ...
3.10.7.1 Dismantling the pump .
3.10.7.2 Inspection
3.10.7.3 Reassembling the pump ..
71
71
72
74
SECTION 3.11
Reciprocating Pumps
3.11.1 How it works
3.11.2 Reasons for using reciprocating pumps ..
3.11.3 Disadvantages of reciprocating pumps
3.11.4 Pump classification ..
3.11.5 Liquid end components
3.11.5.1 The liquid cylinder .
3.11.5.2 Pumping element ..
3.11.5.3 Stuffing boxes
3.11.5.4 Valves
76
76
76
77
80
80
80
83
91
3.11.6 Drive End Components
94
TriStar
T.S M - RE (Rev. 3) May 2004
Page 5 of 125
Technical Training Programme
Rotating Equipment
3.11.7 Flow Characteristics .
3.11.8 Power Pump Drive Systems ..
3.11.9 System design ..
3.11.9.1 The suction vessel should
3.11.9.2 The suction piping should
3.11.9.3 The discharge piping should
95
98
98
98
99
99
3.11.10 Remedies for low NPSHA
3.11.11 Unloading the pump ..
3.11.12 Slurry applications
3.11.12.1 Stuffing box area (packing) .
3.11.12.2 Pump valves .
3.11.12.3 Plunger or piston rod
(in case of piston pump) ..
101
101
103
103
104
104
3.11.13 Reciprocating Pump Maintenance 104
3.11.13.1 Liquid end components maintenance . 104
3.11.13.2 Drive end components maintenance .. 106
SECTION 3.12
Pulsation Dampeners
3.12.1 The function of pressure pulsation dampener
3.12.2 Installation .
3.12.2.1 Mounting .
3.12.2.2 Precharging .
108
108
108
109
3.12.3 General precharging instructions ..
3.12.4 Maintenance
3.12.4.1 Precharge ..
3.12.4.2 Troubleshooting
3.12.4.3 Diaphragm removal .
3.12.4.4 Diaphragm installation .
109
110
110
111
111
112
SECTION 3.13
TriStar
T.S M - RE (Rev. 3) May 2004
Page 6 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.1
FUNCTION OF PUMPS
A wide variety of pumps are used in petroleum industry. A pump is used to
increase the total energy content of a liquid in the form of pressure increase.
Pumps transfer liquids, for example, between vessels. They are the fluid movers
of liquids.
The pumps are used to perform one of the following jobs:
1- Move liquids from low level to high level (figure 3.1)
2- Move liquids from low pressure location to high pressure location
(figure 3.2)
3- To increase the flow rate of a liquid (figure 3.3)
Figure 3.1
Figure 3.2
Move liquid from low level to high level Move liquid from low pressure
location to high pressure location
TriStar
T.S M - RE (Rev. 3) May 2004
Page 7 of 125
Technical Training Programme
Rotating Equipment
Figure 3.3
To increase the flow rate of liquid
TriStar
T.S M - RE (Rev. 3) May 2004
Page 8 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.2
CLASSIFICATION OF PUMPS
The most common classification of pumps is based on the way energy is added
to the liquid and pump geometry. They are classified into two main categories:
Positive Displacement Pumps
Dynamic Pumps
3.2.1 Positive Displacement Pumps
Energy is added to the liquid by the application of force that moves the liquid
from the low-pressure side (suction) to the high-pressure side (discharge).
See figure 3.4
Figure 3.4 Positive displacement pump
They are classified as follows:
Positive displacement Pumps
Reciprocating Pumps
Reciprocating
Piston Pump
TriStar
Reciprocating
Plunger Pump
Rotary Pumps
Diaphragm
Pump
T.S M - RE (Rev. 3) May 2004
1- Gear pump
2- Lobe pump
3- Screw pump
Page 9 of 125
Technical Training Programme
Rotating Equipment
3.2.1.1 Reciprocating Positive Displacement Pumps
Reciprocating positive displacement pumps include three designs:
1- Reciprocating piston pump (figure 3.5 and figure 3.6)
2- Reciprocating plunger pump (figure 3.7)
3- Diaphragm pump (figure 3.8)
Figure 3.5 Reciprocating piston pump (single acting)
Figure 3.6 Double acting reciprocating piston pumps
TriStar
T.S M - RE (Rev. 3) May 2004
Page 10 of 125
Technical Training Programme
Rotating Equipment
Figure 3.7 Plunger pump
Fig. 3.8 Diaphragm pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 11 of 125
Technical Training Programme
Rotating Equipment
Figure 3.9 Suction and discharge strokes of diaphragm pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 12 of 125
Technical Training Programme
Rotating Equipment
3.2.1.2 Rotary Positive Displacement Pumps
Single rotor
Screw pumps, sliding vane pumps, etc.
Multiple rotor
Gear pumps (figure 3.10, 3.11), lobe pumps (figure 3.12) and screw
pumps (figure 3.13).
Figure 3.10 External gear pump
Figure 3.11 Internal gear pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 13 of 125
Technical Training Programme
Rotating Equipment
Figure 3.12 Lobe pump
Figure 3.13 Screw pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 14 of 125
Technical Training Programme
Rotating Equipment
3.2.2 Dynamic Pumps
The liquid velocity is increased inside the pump to a value higher than the
discharge velocity. Velocity reduction within or after the pump is converted to
pressure.
3.2.2.1 Pump Theory
The rotating impeller imparts a centrifugal force and kinetic energy in the form
of velocity to the liquid.
They are classified as follows:
3.2.2.2
3.2.2.3
Centrifugal Pumps
Special Pumps
3.2.2.2 Centrifugal Pumps
How it Work?
Figure 3.14 shows the impeller and pump casing of centrifugal pump. Let us
see how it works?
Figure 3.14 Centrifugal pump
1. Liquid flows through the pump inlet and into the eye of the impeller.
2. The impeller whirls the liquid around in a circle. The liquid is forced
from the center to the outside of the impeller.
Centrifugal force pushes the liquid outward from the eye.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 15 of 125
Technical Training Programme
Rotating Equipment
3. Liquid enters the pump casing when it leaves the outer edge of the
impeller.
When the liquid enters the casing, speed decreases, as the speed of the
liquid decreases, its pressure increases.
4. As centrifugal force moves the liquid away from the impeller eye, a lowpressure area (zone) is formed in the suction eye. This low pressure area
in the suction eye causes liquid to flow into the suction eye.
A typical centrifugal pumps is show in figure 3.15.
Figure 3.15 Typical centrifugal pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 16 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.3
CENTRIFUGAL PUMP COMPONENTS
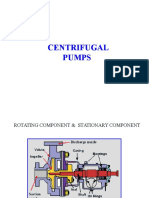
3.3.1 Centrifugal Pump Components
Pump consist of rotating components (rotor) and stationary components.
Figure 3.16 show centrifugal pump components.
Figure 3.16 Horizontal single stage centrifugal pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 17 of 125
Technical Training Programme
Rotating Equipment
The following table shows the correct name for each item.
Table 3.1 Recommended names of centrifugal pump parts
3.3.2 The Function of Pump Components
1- Impeller
An impeller is the part which imparts energy to the liquid being pumped.
Energy is added to the liquid as it moves through the rotating vanes of the
impeller (figure 3.17)
TriStar
T.S M - RE (Rev. 3) May 2004
Page 18 of 125
Technical Training Programme
Rotating Equipment
Figure 3.17 The impeller
2- Shaft
The impeller is firmly attached to the shaft and rotates with it. The shaft
performs two jobs:
Carry the impeller (s) and all other rotating parts and keep them in their
correct position with respect to the pump casing.
Transmit the required driving power to rotate the impeller (s)
3- Shaft Sleeve
To protect the shaft from wear in stuffing box area.
As spacer between different impellers in multi-stage pump.
4- Coupling
Transmits the required power to drive the pump shaft and all other rotating
parts.
5- Wear Rings
One wear ring is fixed to the impeller and rotate with it (impeller wear ring).
One wear ring is fixed to the pump casing and does not rotates (case wear ring).
These two wear rings together work to minimize the internal leakage inside the
pump.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 19 of 125
Technical Training Programme
Rotating Equipment
6- Pump Casing
It contains all rotating parts (shaft, impeller, impeller wear ring) etc.
Pump casing directs the liquid which leaves the impeller to the discharge nozzle
(pump discharge).
7- Stuffing Box
It is a cylindrical cavity where the shaft passes into the casing. The packing
material presses around the shaft in this cylindrical cavity to minimize the
leakage of liquid to outside the pump.
A mechanical seal may be used instead of packing.
8- Bearings
Its function is to carry the pump rotor and keep it in its correct position with
respect to the casing.
3.3.3 Stuffing Boxes
Any pump converts the energy of a prime mover, such as an electric motor, into
velocity or pressure energy of the liquid being pumped.
In a centrifugal pump, the product enters the suction of the pump at the center of
the rotating impeller. See Figure 3.18
Figure 3.18 Fluid flow in a centrifugal pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 20 of 125
Technical Training Programme
Rotating Equipment
As the impeller vanes rotate, they transmit motion to the incoming product,
which then leaves the impeller, collects in the pump casing, and leaves the
pump under the pressure through the pump discharge. Discharge pressure will
force some product down behind the impeller to the drive shaft, where it
attempts to escape along the rotating shaft. Pump manufacturers use various
design techniques to reduce the pressure of the product trying to escape. Such
techniques include:
1. The addition of balance holes through the impeller to permit most of the
pressure which acting behind the impeller to escape into the suction side
of the impeller. (figure 3.19)
2. The addition of small pumping vanes on the back side of the impeller.
(figure 3.20).
However, as there is no way to eliminate this pressure completely, sealing
devices are necessary to limit the escape of the product to the atmosphere. Such
sealing devices are typically either compression packing or mechanical seal.
Figure 3.19 Back wear ring and
balancing holes
Figure 3.20 Back vanes
3.3.3.1 Packed Stuffing Box
Stuffing boxes have the primary function of protecting the pump against
leakage at the point where the shaft passes out through the pump casing.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 21 of 125
Technical Training Programme
Rotating Equipment
If the pump handles a suction lift and the pressure interior stuffing box end is
below atmospheric, the stuffing box function is to prevent air leakage into the
pump.
If this pressure is above atmospheric, the function is to minimize liquid leakage
out the pump.
3.3.3.2 How Does it Work?
1- Early attempts to control the leakage of the product around rotating shafts
consisted of merely restricting the clearance between the shaft and the
wall of the pump casing by packing a soft, resilient material around the
shaft within an extension of the pump back head called a stuffing box.
2- Figure 3.21 Shows a typical stuffing box sealed with square rings of
compression packing.
3- The compression packing rings, which must be carefully installed in a
clean stuffing box, are held in place by a gland.
4- As the gland bolt nuts are tightened, pressure applied to the gland is
transmitted to the compression packing, forcing it against the shaft or
shaft sleeve and effecting a seal. Because this pressure is not evenly
distributed throughout the packing, most of the sealing and consequently
most the wear occurs in the first few rings adjacent to the gland. (Figure
3.22)
5- Frictional heat, which develops where the compression packing contacts
the rotating shaft or shaft sleeve, is reduced by permitting the product to
leak to the atmosphere at a controlled rate. This leakage is essential to
carry away the frictional heat and as lubricant between the shaft (or shaft
sleeve) as rotating element and the packing rings as stationary element.
Figure 3.21 Stuffing box with
compression packing
TriStar
Figure 3.22 Pressure distribution
T.S M - RE (Rev. 3) May 2004
Page 22 of 125
Technical Training Programme
Rotating Equipment
3.3.3.3 Lantern Rings
Figure 3.23 Lantern ring
Figure 3.24 Stuffing box with lantern ring
The lantern ring (figure 3.23) is a device made from a rigid material such as
bronze, stainless steel, nylon or TFE, and is of open construction to allow free
passage of sealing liquid ( or lubricant). Normally, the sealing liquid (or
lubricant) enters the outside of the ring, and flows to fill the space between the
packing rings and the shaft ( or shaft sleeve). The lantern ring usually has
packing rings on either side (figure 3.24)
3.3.3.4 Arrangements of the Lantern Ring to Meet Specific
Services
1- When a pump operates with negative suction head
See Figure 3.25 a:
The inner end of the stuffing box (product side) is under vacuum, and air tends
to leak into the pump. For this type of service, packing is usually separated into
two sections by a lantern ring (seal cage).
Sealing fluid is introduced under pressure into the space, causing flow of
sealing fluid in both axial directions. This construction is useful to assure liquid
for cooling and lubrication between the packing rings and the shaft or shaft
sleeve.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 23 of 125
Technical Training Programme
Rotating Equipment
Figure 3.25 Arrangement of lantern ring to meet specific services
2- See Figure 3.25 b
This construction is useful for pumps handling flammable or chemically active
and dangerous liquids since it prevents outflow of the pumped liquid.
3- If the product being pumped is too contaminated with abrasives
See Figure 3.25 c:
Clean liquid flush to lantern ring to prevent dirty liquid to enter the stuffing box
area. If the abrasives lodged between the packing rings and the shaft (or shaft
sleeve) it will act completely like a cutting tool against the shaft or shaft sleeve.
3.3.3.5 Packing Selection
Factors that must be considered in selecting a packing involve:
The fluid's conditions, such as temperature, lubricity and pressure.
All equipment parameters:
Shaft speed.
Shaft size (in stuffing box area).
Stuffing box dimensions.
Continuous or intermittent service.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 24 of 125
Technical Training Programme
Rotating Equipment
3.3.3.6 Conventional Packing Draw-Backs
The drawbacks of conventional packing are:
Packing operates on the principle of controlled leakage. They never
attempt to totally prevent fluid from leaking from the equipment. This
leakage will cause:
a. Waste of product,
b. Pollution.
It requires regular adjustment of the gland.
Pressure limits: Packing not suitable selection for high pressure working
conditions like water injection pumps.
Power consumption: The packing consume more power. Packing
rubbing on a shaft (or shaft sleeve) similar to driving an automobile with
the handbrake engaged. This relatively high power consumption will
increase the running cost.
Maintenance cost: Most of the time, the shaft ( or shaft sleeve) should be
changed due to damage. The rubbing between the packing rings and the
shaft will cause score marks and rough surface on the shaft in the stuffing
box area. That means extra maintenance cost and more downtime. Beside
this, most bearing failure is caused by contamination rather than
overloading. The easiest way to contaminate a bearing is from the
leakage coming through the packing.
Speed limits: Packing have limited speed, if you try to use it in speeds
higher than its limits, the failure will happen.
The argument for packing usually centers around four statements:
1.
2.
3.
4.
You don't have to take the pump apart to change packing.
In an emergency, you can always add a ring of packing.
Packing is cheaper.
Packing is less complicated.
Let's look at each of these statements if it is true:
TriStar
T.S M - RE (Rev. 3) May 2004
Page 25 of 125
Technical Training Programme
Rotating Equipment
Statement 1:
You do have to take the pump apart to change sleeves and bearings. Shaft
sleeve replacement is a normal part of repacking a pump. The fact of the matter
is that you will have to dismantle a packed pump more than a sealed pump.
Statement 2:
If you need reliability, use a mechanical seal with an auxiliary packing gland.
Statements 3:
Packing is cheaper if you consider the packing alone. Bicycles are also cheaper
than automobiles.
Statement 4:
Packing is less complicated only to an inexperienced man. If you have ever tried
to teach an apprentice how to inspect a stuffing box and shaft, cut packing,
install it so as to align the lantern ring, tamp it in place, and adjust it properly so
as to keep leakage to a minimum and not generate excessive heat (you have to
do it by feel), then you know just how complicated packing really is.
3.3.4 Mechanical Seals
3.3.4.1 Mechanical Seals Overview
The mechanical seals was developed to overcome the disadvantages of
compression packing. Leakage can be reduced to a level meeting the
environmental standards.
3.3.4.2 Mechanical Seals Construction
All mechanical seals are constructed of four basic sets of parts. As shown in
figure 3.26, these are:
1. A set of seal faces which are called sometimes primary sealing device.
One that rotates (rotating face) and one that is stationary (stationary face).
2. A set of secondary seals known as secondary sealing device or gaskets
such as 0-rings, wedges, U-cups and V-rings.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 26 of 125
Technical Training Programme
Rotating Equipment
3. Spring (s).
4. Mechanical seal hardware including seal flange (gland ring), shaft sleeve,
etc.
Figure 3.26 A simple mechanical seal
TriStar
T.S M - RE (Rev. 3) May 2004
Page 27 of 125
Technical Training Programme
Rotating Equipment
3.3.4.3 Sealing Points for Mechanical Seal
There are four main sealing points, (see figure 3.26)
1. The primary seal is at the seal face, point A.
The primary seal is achieved by two very flat, lapped faces which create a
difficult leakage path perpendicular to the shaft. Rubbing contact between
these two flat mating surfaces minimizes leakage.
As in all mechanical seals, one face is held stationary in a housing
(stationary face), and the other face is fixed to, and rotates with the shaft
(rotating face). These two faces are made from two dissimilar materials,
one of them is softer than the other. For example carbon graphite (as
soft face), the other is usually hard material (as tungsten carbide as hard
face). The seal faces are made from two different materials in order to
help prevent adhesion of the two faces.
2. The leakage path at point B (between the floating seal face and the shaft
or shaft sleeve) is blocked by floating seal face gasket (either 0-ring, Ucup, a V-ring, or a wedge).
3. Leakage path at point C (between the seal flange and stuffing box face) is
blocked by seal flange gasket which could be 0-ring or any other shape of
static gaskets.
4. Leakage path at point D (between the seal flange and the stationary face)
is blocked by stationary face gasket or seat gasket.
3.3.4.4 How Does it Work?
1. The two flat seal faces are pushed together by axial force from the closing
mechanism (spring or metal bellows) and by product pressure in the
stuffing box cavity.
2. When the seal is in operation, the two seal faces are lubricated by the
same product inside the stuffing box. It is known that, for the seal to work
efficiently, it is necessary for a stable fluid film to exist between the seal
faces. In the majority of cases this film is a liquid. The function of this
liquid film between the seal faces is for cooling (carry away the frictional
heat) and lubrication. If this film stability is destroyed, excessive wear
takes place leading to rapid seal failure.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 28 of 125
Technical Training Programme
Rotating Equipment
3. Improperly positioned seals could allow a wide gap between the faces,
causing a leak path. The faces could also be squeezed so tightly together
that no lubrication is present, causing rapid seal failure.
3.3.4.5 Advantages of Mechanical Seals
Mechanical seals replace packing in stuffing boxes where the liquid must be
contained. These seals offer:
1. Reduced friction power loss.
2. Eliminate the wear on the shaft or shaft sleeve in the stuffing box area.
3. Invisible or minimum leakage.
4. Ability to function in relative extremes of shaft deflection and end play.
5. Suitable for high working pressures and high running speeds.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 29 of 125
Technical Training Programme
Rotating Equipment
3.3.4.6 Comparison Between Conventional Packing and
Mechanical Seals
Packing
1. How Does it Work?
Figure 3.27
Packing (figure 3-27) forced into a stuffing box around the shaft. It seals by
throttling the fluid trying to leak between the packing and shaft. Packing wears
the shaft and increases the power needed to rotate the shaft.
2. Shaft Run-Out
Shaft run-out is one costly enemy of conventional packing. It beats out packing,
making sealing problem tough. If the shaft run-out is over 0.003 inch, it's
impossible to seal properly, especially at high speeds.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 30 of 125
Technical Training Programme
Rotating Equipment
Mechanical Seal
1. How Does it Work?
Figure 3.28
Mechanical seal (figure 3-28) has two seal faces at right angles to the shaft. One
seal face is fastened to the shaft and revolves with it, while the other is
stationary and is held against the machine casing. The wearing faces that seal
have a small area compared to the area conventional packing seals against.
Because of this small area, and the preloaded spring(s) forcing the two faces
together, there's less friction at the seal faces. And of course there is no wear on
the shaft because seal faces take it all, they can relapped or replaced when
needed.
2. Shaft Run-Out
Mechanical seals can take more shaft run-out without leaking. Reason is that
sealing faces are at right angles to shaft. The elastomeric gaskets and the
spring(s) allow for some misalignment between the seal faces which could
happen due to shaft run-out.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 31 of 125
Technical Training Programme
Rotating Equipment
Figure 3.29 Effect of shaft run-out
3. The Effect of Shaft Axial Float on Packing
Figure 3.30 The effect of shaft axial play
TriStar
T.S M - RE (Rev. 3) May 2004
Page 32 of 125
Technical Training Programme
Rotating Equipment
End play (shaft axial play) is common with most shafts especially when starting
up or shutting down. Such shaft movement does not affect the packing if shaft
has no grooves in packing area. But usually shafts or sleeves do groove after a
short while. Then shaft end play disturbs packing, open it up and causes
leakage.
The Effect of Shaft Axial Float on Mechanical Seal
Figure 3.31 The effect of shaft axial play on the mechanical seal
Shaft end play (shaft axial play) does not affect the mechanical seal if this end
play within certain limits (about 0.003" for rolling element bearings as a thrust
bearing and about 0.015" for slide surface bearing as a thrust bearing). The
spring (s) will keep the seal faces close.
4. Power Consumption
It is relatively high in case of packing (about three times the power consumption
in mechanical seal for the same shaft size and speed).
5. The Required Time for Replacing:
Figure 3.32 Replacing packing and mechanical seal
TriStar
T.S M - RE (Rev. 3) May 2004
Page 33 of 125
Technical Training Programme
Rotating Equipment
In case of Packing:
Can be packed in place. It needs adjusting several times after start up
until it reach the normal running conditions.
Mechanical Seal:
Installed over shaft end. It needs more time for installation. It does not
need any additional adjustment after the installation.
6. Pollution
Is relatively high in case of packing because the packing must leak for cooling
and lubrication.
In case of mechanical seal in normal running conditions, less leakage i.e. less
pollution. Double seals are able to stop product leakage 100%.
7. Cost of Product
In case of packing, the cost of product is high- due to high leakage rates.
In case of mechanical seal, the cost of product is low- due to very small
leakage rates.
8. High Pressures and Big Shaft Diameter Services
The packing not suitable sealing device for big shaft diameter or high
pressures.
The mechanical seal is suitable sealing device for big shaft diameters
and / or high running speed.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 34 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.4
CLASSIFICATION OF CENTRIFUGAL PUMPS
Centrifugal pumps can be classified with respect to the following parameters:
1- With respect to the impeller design.
2- With respect to the flow of liquid after it leave the impeller.
3- With respect to the pump case design.
4- With respect to the split of the casing.
5- With respect to the number of stages.
6- With respect to the shaft position.
1- With Respect to the Impeller Design
Single suction impeller (figure 3-33) or double suction impeller (figure 3-34)
Figure 3.33 Single Suction Impeller
TriStar
T.S M - RE (Rev. 3) May 2004
Page 35 of 125
Technical Training Programme
Rotating Equipment
Figure 3.34 Double suction
2- With Respect to the Flow of Liquid After Leave the Impeller
Radial flow Axial flow mixed flow (figure 3.35)
Axial flow
Mixed flow
Radial flow
Figure 3.35
TriStar
T.S M - RE (Rev. 3) May 2004
Page 36 of 125
Technical Training Programme
Rotating Equipment
3- The Pump Case Design
The pump case could be volute design (figure 3.36) or double volute
(figure 3.37) or diffuser type (figure 3.38)
Figure 3.36 Volute design pump case
TriStar
T.S M - RE (Rev. 3) May 2004
Page 37 of 125
Technical Training Programme
Rotating Equipment
Figure 3.37 Double volute pump case
Figure 3.38 Diffuser type pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 38 of 125
Technical Training Programme
Rotating Equipment
4- The Split of the Casing
Could be axial split casing (figure 3-39) or radial split casing (figure 3-40)
Figure 3.39 Axial split casing
Figure 3.40 Radial split casing
TriStar
T.S M - RE (Rev. 3) May 2004
Page 39 of 125
Rotating Equipment
Figure 3.41
Technical Training Programme
TriStar
T.S M - RE (Rev. 3) May 2004
Page 40 of 125
Technical Training Programme
Rotating Equipment
5- Number of Stages
The pump could be single stage (one impeller) figure 3-16 or multi stage
(figure 3-41).
6- With Respect to the Shaft Position
The pump could be horizontal shaft (figure 3-41) or vertical shaft (figure 3-42)
Figure 3.42 Vertical pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 41 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.5
PUMP PERFORMANCE CURVES
The centrifugal pump is now the most widely used type of pumps in the
petroleum industry. It must be correctly sized, fitted, and installed to operate
satisfactorily. This section is a guide to the selection, application, and
limitations of centrifugal pumps.
3.5.1 Factors Affecting Pump Performance
The following factors does affect the performance of centrifugal pump:
12345-
Running speed.
Impeller size (diameter).
Liquid specific gravity.
Liquid viscosity.
NPSH (net positive suction head)
At constant speed the characteristics of centrifugal pumps are:
1- The capacity varies directly as the diameter of the impellers; if the
diameter of the impeller is increased 10% the capacity is increased 10%.
2- The head or pressure developed by the pump varies directly as the square
of the diameter of the impeller; if the diameter of the impeller is reduced
to 90% of its original diameter, the head developed is reduced to 90%
squared, or 81% of the original head.
3- The horsepower required varies as the cube of the impeller diameter, if
the impeller diameter is reduced to 90% of its original value, the
horsepower required reduced to 90% cubed, or 72.9% of its original
value.
Under ideal conditions, a change in speed of the pump changes the
capacity, head and horsepower in the same ratio or proportions directly,
square and cube as does the same percentage change in impeller size.
3.5.2 Effects of Specific Gravity
Because the discharge pressure and horsepower required to drive the pump are a
function of the specific gravity of the liquid, both are affected in direct
proportion to changes in specific gravity.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 42 of 125
Technical Training Programme
Rotating Equipment
Centrifugal pump can push a heavy liquid and a light liquid to the same height,
even if water is piped to the pump instead of lighter oil, it continues to raise the
liquid to the same elevation. The pressure on the discharge line would increase
as a result of the higher specific gravity of water. The pump would have to
exert more force and would automatically require more horsepower.
3.5.3 Effect of Viscosity
Viscosity is a measure of the friction between the particles in a liquied,
molasses has a high viscosity, water a low viscosity. A change in viscosity will
change the capacity, head, efficiency and brake horsepower (input to the pump
shaft) requirements of a pump. These effects are hardly noticeable up to about
70 SUS; however, above viscosities of 100 SUS, these effects become quite
pronounced, causing a reduction in efficiency and a drop in head at a given flow
rate.
SUS (Saybolt Universal Second) is the standard unit of measurement for
viscosity of oil in the American petroleum industry. It is the number of seconds
required for a measured quantity of oil at a constant temperature to run through
a small hole in the tube of a standard saybolt viscosimeter. An oil which takes
60 second to run through this hole is said to have a saybolt universal seconds
viscosity of 60, or 60 SUS.
A change in temperature greatly affects the viscosity of some crude oils; usually
the higher the temperature, the lower the viscosity.
3.5.4 Specific Speed
Specific speed is a term used to compare the performance of impellers,
irrespective of their size. Specific speed (usually designated by the symbol NS)
is the speed, in revolutions per minute, at which a geometrically similar impeller
would run if it were or such size as to discharge one gallon per minute against
one foot head.
The specific speed equation is
NS =
NQ
H
1
2
Where N = impeller speed, revolutions per minute.
Q = capacity. Gallons minute
H = total head in feet per stage
Specific speed should be thought of as an index or type number referring to the
performance or general proportions of an impeller, but not to its actual size or
revolutions per minute.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 43 of 125
Technical Training Programme
Rotating Equipment
3.5.5 Typical Characteristic Curves for a Centrifugal Pump
Two methods are commonly used for plotting the characteristic curves of a
centrifugal pump.
Figure 3-43 shows the method used in presenting pump performance for a
single speed and a fixed impeller size, these curves result from a test of a pump
at a constant speed and are curves a manufacturer commonly uses to certify the
performance of a pump.
Figure 3-44 shows the method used to express more fully the entire range of
performance of a pump with maximum and minimum diameters of impellers at
a given speed. These curves are commonly used in the selection of a pump for
a specified service.
The curves in figure 3.44 are made-up from the average performances of a
number of tests for various diameter impellers that have been ploted in the form
shown in figure 3-43.
Figure 3-45 shows a third method of plotting characteristic curves for a
centrifugal pump driven at variable speed but with fixed impeller diameter.
Characteristic curves of the pump and the system through which it pumps
should be plotted on the same chart. These curves will assist in the selection of
the proper pump for the desired service, and will show the effect of operating
conditions, such as changes in speed, viscosity or system characteristics.
Practically, all performance curves furnished by manufactures are for pumping
water; if the pump is to handle some other liquid, proper corrections must be
made for viscosity and specific gravity.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 44 of 125
Rotating Equipment
Figure 3.43
Technical Training Programme
TriStar
T.S M - RE (Rev. 3) May 2004
Page 45 of 125
Rotating Equipment
Figure 3.44
Technical Training Programme
TriStar
T.S M - RE (Rev. 3) May 2004
Page 46 of 125
Rotating Equipment
Figure 3.45
Technical Training Programme
TriStar
T.S M - RE (Rev. 3) May 2004
Page 47 of 125
Technical Training Programme
Rotating Equipment
3.5.6 Pump Power
There are three factors does affect the power consumed. These factors are:
1- The flow rate (Q).
2- The discharge pressure.
3- The specific gravity of the liquid.
3.5.6.1 Definitions
Capacity: The pump capacity Q is the volume of liquid per unit time delivered
by the pump.
In English measure it is usually expressed in gallons per minute (GPM) and for
large pumps, in cubic feet per second (ft3/sec).
In metric measure the units are liters per second (L / Sec.) and cubic meters per
second (M3 / Sec)
Head: The pump head (H) represents the net work done on a unit weight of
liquid in passing from the inlet or suction flange (S) to the discharge flange (d).
Power: There are liquid horsepower and mechanical horse power.
Liquid horsepower = Lhp =
QSH
3,960
Q in GPM
S specific gravity
H in feet
3.5.6.2 Pump Power
B.H.P. =
BPH differential pressure Psi
Horsepower
2450 effeciency
B.H.P. = Breake horsepower
B.P.H. = Barrels per minute
Differential pressure = in Psi
In metric system
TriStar
B.H.P. =
T.S M - RE (Rev. 3) May 2004
Page 48 of 125
Technical Training Programme
Rotating Equipment
3.5.6.3 Pump Power and Efficiency
The power is sometimes called the liquid power or hydraulic power. The input
power, P (in kW), represents the driving shaft mechanical power and is
sometimes called brake power if we allow for friction losses.
The pump hydraulic power = .g.Q.H
The pump efficiency = .g.Q.H / P
Where, Q pump capacity in m3 / s, H total pressure head in m, liquid
density in kg/m3, g is the acceleration due to gravity = 9.81 m/s2.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 49 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.6
PUMP OPERATION
3.6.1 Safety
Ensure that all protective guarding is in position and securely fixed.
3.6.2 Priming
The pump must not be run dray at any time. The pump casing and inlet line
must be completely filled with liquid before the pump will operate.
3.6.3 Starting
In general, the following procedure should followed:
1- When fitted ensure that flushing and / or cooling liquid supplies are
turned on.
2- Close the outlet valve (on the discharge line of the pump).
3- Be sure that the suction valve (on the suction line of the pump) is open.
4- Prime the pump
5- Start the motor and immediately check outlet pressure.
If the gauge does not register positive pressure, stop the motor and check
for air leakage or any other possible cause.
6- If the pressure is satisfactory, slowly open outlet valve. Do not operate
the pump with valve closed for more than a few minutes.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 50 of 125
Technical Training Programme
Rotating Equipment
3.6.4 Running
1- Packed gland should leak, and leakage should take place soon after the
stuffing box is pressurized. Until steady leakage takes place, the pump
may overheat. If this happens, the pump should be stopped and allowed
to cool and when re-started, leakage should take place.
In general, gland nuts should not be slackened but when hot liquids are
being pumped, this may become necessary. After the pump has been
running for ten minutes with steady leakage, tighten the gland nuts.
Continue to tighten gland nuts until leakage is reduced to an acceptable
level. When adjustment is completed there should be drip leakage from
the gland, ensuring that overheating does not take place.
2- With a mechanical seal, no adjustment is necessary and any slight initial
leakage will disappear when the seal is run in.
3.6.5 Stopping
Close outlet valve and switch off motor.
3.6.6 Operation Against Closed Discharge
Closing the discharge valve on an operating centrifugal pump reduces the flow
rate even though the pressure is a maximum. However, the power consumed by
the pumps is not zero, it is about
1
the rated power because of friction of parts
2
and the churning of the enclosed liquid. This condition requires that precaution
be taken.
No centrifugal pump should be operated against a closed discharge valve. It
may be necessary to hold the valve closed or nearly closed for few second when
starting the unit. Power absorbed in rapidly churning the liquid results in a
dangerous temperature increase. This condition is usually provided for by
means of a small by pass with a check valve around the discharge valve.
Another protective measure is the installation of by pass with valve to the
pump sump or the suction side of the pump.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 51 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.7
OPERATING DIFFICULTIES
3.7.1 General
This section gives information on fault diagnosis and possible remedies to
operating difficulties. The matrix in next page details a list of ten possible
symptoms to which the possible cause or causes can be ascertained by reading
off composite the black rectangles.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 52 of 125
Technical Training Programme
Rotating Equipment
Figure 3.46 Fault diagnosis matrix
TriStar
T.S M - RE (Rev. 3) May 2004
Page 53 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.8
CAVITATION
3.8.1 What is the Cavitation?
The formation and subsequent collapse of vapor-filled cavities in a liquid due to
dynamic action are called cavitation. The cavities may be bubbles, vapor-filled
pockets, or a combination of both. Cavitation happens if the local pressure
becomes equal to or below the vapor pressure of the liquid at this temperature,
and the cavities must encounter a region of pressure higher than a vapor
pressure in order to collapse.
Dissolved gases are often liberated shortly before vaporization begins.This may
be an indication of impending cavitation, but true cavitation requires
vaporization of the liquid. Bubbles which collapse on a solid boundary may
cause severe mechanical damage. All known materials can be damaged by
exposure to bubble collapse for a sufficiently long time. This is properly called
cavitation erosion or pitting.
3.8.2 The Main Reasons of Cavitation
Centrifugal pumps begin to cavitate when the suction head (NPSH) is
insufficient to maintain pressures above the vapor pressure throughout the flow
passages. This could happen due to one or more of the following reasons:
1. The unfavorable inlet flow conditions, believed to have been the
cause of the cavitation, were at least partly due to elbows in the
approach piping. Elbows in the suction side of the pump will
cause additional pressure drop beside the pressure drop due to the
flow of liquid inside the suction line (frictional pressure drop).
Modification to the approach piping and the pump inlet passages
reduced the cavitation.
2. In between/bearing pump double-suction impeller, cavitation can
happen in this type of pumps, in addition to the reason #1, due to a
bend (elbow) in suction line in the horizontal level figure 3.47
TriStar
T.S M - RE (Rev. 3) May 2004
Page 54 of 125
Technical Training Programme
Rotating Equipment
This bend (elbow) may cause uneven distribution of flow to the
impeller. The liquid will flow toward the outside of the elbow and
result in an uneven flow distribution into the two inlets (suction
eyes) of the double suction impeller. One side of the impeller will
get enough liquid and there is no enough liquid on the other side,
(figure 3-47). In such cases, there is a great probability of
cavitation to happen in one suction eye of the impeller which does
not get enough liquid.
There is another thing that will happen prior to cavitation, one
stuffing box-on the side where there is no enough liquid - will
suffer from pressure drop, which can change completely the
hydraulic forces on the seal faces.
When such elbow cannot be avoided, it should be in a vertical
position if possible. Where it is necessary for some reason to use a
horizontal elbow, it should be a long radius elbow and there should
be a minimum of two diameters of straight pipe between the elbow
and the pump suction as shown in figure B.
Figure 3.47 Horizontal elbow in suction line
TriStar
T.S M - RE (Rev. 3) May 2004
Page 55 of 125
Technical Training Programme
Rotating Equipment
3. Blockage in the suction side also can cause cavitation. If the
suction valve is not fully opened or strainers on the suction side is
partially blockaged additional pressure drop will occur. This may
lead to cavitation.
4. Another reason can cause cavitation in deep-well pumps. Deepwell pumps are usually provided with a check valve close to the
discharge. However, this valve cannot prevent the liquid elevated
in the column from flowing back into the well and creating a
vacuum between the liquid level and the check valve. When this
pump is started again, vaporization due to this vacuum may lead to
cavitation shocks.
3.8.3 What is the Effect of Cavitation on the Pump?
1. One of the effects of Cavitation is almost always to cause the pump to run
unevenly with strong radial and axial vibrations. If the axial vibration due
to cavitation increased and becomes as strong axial vibration, this can
cause rapid breakdown of the. sealing faces of the mechanical seal.
2. The large pressure pulsation in the stuffing box can have a determintal
effect on the performance and life of a mechanical seal. If the pressure in
the stuffing box reduced to certain limit, in this case there is no enough
hydraulic pressure to create a liquid film between the seal faces and then
the seal running dry.
3. The bubbles which collapse when reaching a zone of higher pressure may
exert enormous local stresses on the surfaces on which they collapse,
causing damage.
3.8.4 Symptoms of Cavitation
1- Simmering noises and cracking are heared.
2- Severe axial vibration in the pump shaft.
3- Unsteady state of flow of liquid. Liquid is mixed with air and gas
bubbles.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 56 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.9
PUMP AUXILIARIES
3.9.1 Pump Drive
Electrical Motors
Motors are the major drivers to supply energy to rotating pumps. The motor
power should be greater than the pump input power in order to allow for friction
and other types of losses.
Steam Turbines
The availability of steam may suggest a turbine drive. A steam turbine drive is
usually chosen where exhaust or high-pressure steam is available.
Gas Turbines
A gas turbine drive may be used to power a rotating pump. Gas turbines are
usually available in the large size power.
Gas Engines
A gas engine drive may be used when gas is available at a low cost. Gas engines
are used to provide power to drive reciprocating or centrifugal pumps.
Diesel engine
This drive is similar to the gas engine drive. The difference is the fuel used. The
compression ratio of a diesel engine is greater than that of a gas engine.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 57 of 125
Technical Training Programme
Rotating Equipment
3.9.2 Couplings
On most centrifugal pumps, couplings (Figure 3.48) join the shafts of the
drivers and pumps. Alignment of shafts is very important for good and smooth
operation of the pump. Misalignment will cause the shaft and other pump parts
to vibrate. Serious vibration can generate enough stresses to break the shaft and
coupling. Also, vibration can cause bearings to wear, internal parts to rub so
they become unbalanced, etc. All of these conditions require maintenance and
result in equipment downtime.
Figure 3.48 Couplings
3.9.3 Strainers
The primary function of a strainer is to protect the equipment. Normally
strainers are placed in the line at the inlet to pumps, control valves or any other
equipment that should be protected against damage. The strainer is selected for
the design capacity of the system at the point where it is to be inserted in the
line.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 58 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.10
MAINTENANCE
3.10.1 Safety
The following safety precautions should be observed before commencement of
maintenance.
1. Do not attempt any maintenance on the pump whilst it is in operation.
2. Before carrying out dismantling or maintenance, isolate the power supply
to the pump driving unit and/or automatic starting devices.
3. Ensure inlet and outlet isolating valves are closed and holding.
4. Drain pump casing to a safe area. Wear the correct protective clothing to
suit the pumped liquid when removing drain plug.
3.10.2 Lubrication
1- Pump and Motor Bearings Grease Lubrication
Machines are supplied with bearings pre-packed with grease and ready to put
into service. For re-lubrication, a lithium based grease such as Shell Alvania R3
is recommended. As a guide to quantity of grease, the actual bearing should be
filled and then one third of the housing.
Note that Excessive Grease Can Cause Overheating
Units without grease nipples. Clean out and recharge housings with fresh grease
at 6000 hours operation or 3 years whichever is earlier.
Some motors have "sealed for life" bearings which cannot be re-lubricated.
2- Pump Bearings Oil Lubrication
Oil lubricated units are supplied without oil. To fill the reservoir either remove
the breather or hinge back the constant level oiler. When the oil level can be
seen in the bend of the oiler, cease adding oil and fill the oil bottle. Hinge
forward to allow oil to run into reservoir. Repeat as necessary until level in oil
bottle remains constant. Top up bottle as necessary during operation.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 59 of 125
Technical Training Programme
Rotating Equipment
When a pump has been initially operated with a particular grade of oil, the
bearing temperature should be checked. You must use the oil which is specified
by the manufacturer.
The oil should be changed every six months when the pump is operating for 8
hours per day. When conditions are more severe, such as hot service, damp or
corrosive atmosphere or continuous service, the oil should be changed more
frequently.
3.10.3 Gland Packing (When Fitted)
1- New gland packing has to be run-in and it is normal practice to start the
pump with the stuffing box gland relatively loose i.e., gland nuts only
finger tight.
There should ALWAYS be a slight leakage of liquid from the gland to
keep an efficient seal and to lubricate and cool the packing. Should the
gland need re-packing;, it should be noted that some pumps have a split
gland which can be completely removed to make packing a simple task.
Other pumps have a pressed stainless steel gland which allows space for
re-packing.
Figure 3.49 Stuffing box with lantern ring
TriStar
T.S M - RE (Rev. 3) May 2004
Page 60 of 125
Technical Training Programme
Rotating Equipment
2- stuffing boxes are equipped with a lantern ring (Figure 3.49) which can
be used to feed water or a compatible fluid to the packing. This is useful,
when the inlet pressure is less than atmospheric, as air leakage into the
pump is prevented. Also, when an independent fluid source is used, it is
possible to flush the packing of any grit or solids handled by the pump.
3- The gland should be inspected at frequent intervals to check that
operation is correct.
3.10.4 Mechanical Seals
A mechanical seal, whatever type, when correctly selected for type of liquid and
application, should give a long period of service without any attention. No
adjustment is necessary and any slight initial leakage will be eliminated when
the seal is run-in.
The seal and any auxiliary flushing should be examined frequently for correct
operation.
3.10.5 Coupling
The coupling should be examined at frequent intervals to ensure that correct
alignment is maintained and that the driving elements are not worn.
3.10.6 Overhaul
3.10.6.1 General Instructions
1- The frequency of a complete overhaul depends upon the hours of
operation of the pump, the severity of service and the care the pump
receives during operation. DO NOT open the pump for inspection unless
there is evidence of trouble inside the pump or in the bearings.
2- Should dismantling prove necessary, great care must be taken. For ease of
re-assembly, lay out all parts in the order in which they are removed.
3- Protect all machined faces against metal to metal contact and corrosion.
Do not remove the bearings unless they are to be replaced.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 61 of 125
Technical Training Programme
Rotating Equipment
3.10.6.2 Dismantling
The sequence of steps to strip down the pump depends mainly on the type of the
pump. The pump could be overhang pump or in between bearings pump. For
this reason this section divided into two parts. Each one covers one of these
two designes.
One important thing should taken into consideration:
The manufacturers instructions should be followed when dismantling and
assembling the pump.
For this pump (overhang) please check figure 3-50 and spare parts list on the
next two pages.
1- The pump is of the "back pull-out" type which enables the pump casing
to remain secured to the baseplate and pipework when dismantled. The
spacer coupling enables the motor to remain secured to the baseplate and
consequently no further alignment should be necessary after re-assembly.
Care must be exercised during dismantling, to prevent damage to internal
components.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 62 of 125
Technical Training Programme
Rotating Equipment
Figure 3.50
TriStar
T.S M - RE (Rev. 3) May 2004
Page 63 of 125
Technical Training Programme
Rotating Equipment
Pump Parts List
TriStar
T.S M - RE (Rev. 3) May 2004
Page 64 of 125
Technical Training Programme
Rotating Equipment
The dismantling procedure should be carried out in the following order:
1. Close inlet and outlet valves, and drain liquid from pump.
2. Disconnect auxiliary piping (cooling, flushing, etc).
3. Drain oil from the bearing housing, and remove the correct level oiler
4. Remove the coupling spacer.
5. Remove the bearing housing support foot from the baseplate and remove
the nuts which secure the integral frame/bearing housing and adapter to
the pump casing.
NOTE:
On larger units do not remove the support foot. Fit a bolt (hand tight) into
the tapped hole in the frame to act as a support.
6. Remove the rotating element together with the housing as one unit for
further dismantling.
7. Prise open impeller nut lockwasher and remove impeller, nut (right-hand
thread). If an inlet inducer is fitted this should be removed first (righthand thread).
8. Pull off impeller.
9. For pumps fitted with gland packing, remove the gland nuts securing the
gland, and remove the gland from the studs. Unscrew the stuffing box
cover/bearing bracket bolts (where fitted), before removing stuffing box
cover.
Remove gland packing, lantern ring and packing seating ring.
Remove shaft sleeve.
10.For those pumps fitted with mechanical seals, the manufacturer's
instructions should be followed when dismantling and assembling. For
standard mechanical seals the following procedures give general
guidance:
TriStar
T.S M - RE (Rev. 3) May 2004
Page 65 of 125
Technical Training Programme
Rotating Equipment
Remove the nuts securing the seal plate (seal flange) to the casing and slide
the seal flange away.
Unscrew the stuffing box cover/bearing adapter bolts (where fitted) and
remove the stuffing box cover. The inboard seat on a double seal will come
away in the stuffing box cover.
Mark the position of the seal drive collar to the shaft. Loosen the drive
screws in the seal drive collar and remove the rotating element of the seals,
from the shaft sleeve. For double seals, smooth any marks on the sleeve made
by inboard seal before removing outboard seal.
Remove stationary seat, from the seal plate. This should only be done if the
stationary face or its seating ring are being replaced.
Remove shaft sleeve.
Dismantling Bearing Frame (Bearing Housing)
This operation should only be carried out when bearings are being replaced:
1. Pull off the pump half coupling and remove coupling key.
2. Remove liquid thrower and both bearing covers. Note that metal labyrinth
throwers are secured by socket head setscrews.
3. Press shaft, with bearings, out of bearing housing, removal direction is
towards the coupling end. In some designs the outer race and roller of
pump end bearing will stay in the housing. These can now be removed.
4. Remove bearing locknut (and lockwasher where fitted) and drive off
bearings.
5. Check the condition of the oil thrower which is fitted between the
bearings when bearing cooling feature is supplied.
3.10.6.3 Inspection of Components
When the pump has been dismantled the components should be examined to
fined out the parts which should be replaced.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 66 of 125
Technical Training Programme
Rotating Equipment
1. Shaft
Examine the shaft carefully. Its condition should be checked where the impeller,
shaft sleeve and bearings fit. The shaft may become damaged by corrosion or
pitting, caused by leakage along the shaft at the impeller end of the shaft sleeve.
Check the shaft keyway for distortion. Excessive thermal stresses or
corrosion may loosen the impeller on the shaft and subject the keyway to
excessive shock. Replace a shaft that is bent or.
Check the shaft for possible runout.
2. Bearings
Extreme care is to be taken when removing the bearings as they may be
damaged to such an extent that they are no longer usable.
Always check the bearings immediately after removal for any
imperfections, or for any play between the races.
It is recommended that new bearings are installed, because very often
damage caused by removal cannot detected until the pump is put back
into service.
3. Impeller
After removal, the impeller should be checked for corrosion, blocked waterways
and worn spots. Impellers should be statically balanced after any machining
work is carried out.
4. Joints
It is recommended that new joints (gaskets, O-rings) are installed after the pump
has been dismantled. The joints should be of the same material and thickness as
the original joint, so that they will compress to the same thickness.
5. Stuffing Box
The packing rings should be replaced by new set with the same size, same
material.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 67 of 125
Technical Training Programme
Rotating Equipment
3.10.6.4 Assembly
General
1. To assemble the pump, reverse the dismantling procedure previously
described. Consult the exploded-view illustrations and take note of the
following procedures which detail special considerations of assembly
which must be observed.
2. Ensure all gaskets are assembled correctly. Clean the inside of the
integral frame/bearing housing and adapter and the bores for the
bearings.
3. The inner races of the bearings are an interference fit on the shaft. These
should be fitted by either heating or by using hydraulic press.
NOTE
The method described in the previous paragraph is preferred. Heat the bearings
in an oil bath or electric oven to uniform temperature and mount it quickly on
the shaft.
If the alternate method (using of hydraulic press) is used, apply the force using
an arbor press (hydraulic press), in forcing the bearing onto the shaft, ensure
that the race is never misaligned. The inner race should be checked with a
feeler gauge to ensure it is right up against the shaft shoulder.
Heat the bearing to expand it so that it can easily be placed in position
and allowed to shrink to grip the shaft. To avoid damage to bearing shield
and grease, care is to be taken that the temperature is not raised above
100 deg C.
Force the bearing onto the shaft using equipment that can provide a
steady, even load. Care is to be taken to avoid damage to the bearing and
the shaft.
4. On grease lubricated pumps, pack the bearings with grease and pack the
bearing cover cavity approximately one third full with grease.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 68 of 125
Technical Training Programme
Rotating Equipment
5. When fitting labyrinth thrower deflector the groove in the pump end
bearing cover should be filled with grease and the labyrinth thrower
positioned to give a clearance of 0.5 to 0.65 mm in front of the bearing
cover. Screws for the drive end bearing cover should be tightened
uniformly.
6. When refitting the shaft sleeve, ensure the joint or "0"-ring is correctly
fitted.
7. The stuffing box should be packed with good quality packing, suitable
for the liquid being handled.
It is important to fit the lantern ring and the packing" seating ring in their
correct positions to ensure that the lantern ring is situated in line with the
gland seal connections. The packing scarf joints should be staggered by
90-180 degrees from the previous ring.
8. When replacing a mechanical seal, extreme cleanliness is required. The
two sealing faces of the seal and the surface of the sleeve must be free
from scratches and other damage.
9. Carefully press the stationary seat into the seal flange ensuring that the
seat sealing ring is not deformed, that where an anti rotation pin is fitted
correct engagement with slot is achieved, and that the face is square to
housing.
10. The rotating element (rotating face) should be carefully mounted onto the
shaft sleeve ensuring that the sealing ring is not damaged.
11. Position the seal into the same position, remembering to check setting
dimension that it originally occupied and tighten the drive screws in the
seal drive collar.
When refitting the seal plate (seal flange), check that the seal is
compressed by the action of moving the seal plate into position. It should
not be over compressed and locked up solid.
Renewable Rings (Wearing rings)
When fitted, these should only be removed from the casing and the impeller
when they are to be replaced. To decide if these rings should be replaced or not,
you should check the wear ring clearance.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 69 of 125
Technical Training Programme
Rotating Equipment
Wear Ring Clearance
Check the conditions of case wear ring, any signs for corrosion, wear due
to rubbing. Check if it is fixed in its position or it become loose.
Check the conditions of the impeller wear ring, any sings for corrosion,
wear due to rubbing with case wear ring. Check its fixation to the
impeller.
Check the running clearance (wear ring clearance). Compare the
observed values with the manufacturer given value.
If the clearance is greater than the specified value, the wear rings (one of
them or both) should be replaced.
They should be prised out using levers behind them. Alternatively, careful
drilling followed by chiseling to split the ring. Will facilitate removal.
Replacement rings are to be pressed into position (the pump casing wear ring
and impeller wear ring). Ensure entry is square to the recess.
Replacement of Oil Lip Seal
1. Oil lip seals, like mechanical seals, are not totally leak free devices. In
mechanical seals, leakage is usually in the form of vapour and is not
visible. Oil from a bearing housing does not evaporate and can be
visually unpleasant in a clean pump room.
2. Very careful fitting practice for oil lip seals is therefore essential,
otherwise oil leakage will be unacceptable in any environment.
Particular attention must be paid to protecting the seal from keyways, by
using shimming or tape and careful handling of the shaft to avoid even
fine longitudinal scratches.
3. Perfectly assembled seals can have a leakage rate from almost zero to
very small amount. This is the equivalent of approximately 2 drops per
hour. At this leakage rate, the constant level oiler would need filling only
every 6 months.
4. Refit coupling hub, which should be heated for fitting. It should not be
knocked onto the shaft causing loading and damage to the bearings.
5. Rotate pump by hand to ensure there is no binding.
6. Refit pump to baseplate and check coupling alignment.
7. Replace all safety guards.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 70 of 125
Technical Training Programme
Rotating Equipment
3.10.7 Maintenance of Centrifugal Pump (in Between Bearings
Pump)
The required steps in this case will be as follow
The steps which are given here are general guide lines. Before starting to do
complete overhaul for this type of pumps read the manufacturers instruction.
The manufacturers instruction should be followed when dismantling,
inspection and assembling.
3.10.7.1 Dismantling the Pump
In overhauling a pump of this types, it is unnecessary to disconnect the suction
or discharge piping, or to move the pump, unless it is necessary to remove the
case from the base plate. Necessary steps to dismantle the pump are:
(Refer to figure 3-51 on next page)
1. Open the case drain to drain off any liquid could be inside the pump case.
2. Disconnect the air vent line.
3. Disconnect the mechanical seal piping system.
4. Put match marks on all mating parts to b sure that no mistakes could
happen during reassemble.
5. Open the motor to pump coupling and remove the spacer (or the spool)
if spacer type coupling is used.
6. Remove caps and top halves of bearings shells from inboard and outboard
bearings.
7. Remove cap screws holding glands to case.
8. Remove nuts from studs holding the upper and lower halves of the case
together.
9. Use the jacking bolts to crack off the joint between upper and lower
halves of the pump casing.
10.Lift off top half of the case, making certain that the shaft is not lifted, this
may occur if the case wear rings are extremely tight in their groves in
the top half.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 71 of 125
Technical Training Programme
Rotating Equipment
11.Lift out the rotor of the pump including shaft, impeller (s), mechanical
seals and ball thrust bearing.
12.Procedure from this point depends almost entirely on the nature of the
trouble and the extent of repairs or replacements.
3.10.7.2 Inspection
Washing and cleaning is essential before start inspection of the parts.
Remove the old gaskets (between upper and lower halves of the pump
casing) and use oil stone for cleaning these surfaces and to make it flat.
1- Rotor Inspection
Check the straightness of the shaft on lathe machine check any signs of
corrosion or wear shaft sleeves: Corrosion or wear due to rubbing.
Impellers: Any sings of corrosion,
2- Impeller Wear Rings
Signs of corrosion, wear due to rubbing, wear ring clearance.
3- Thrust Bearings
4- Throat Bushings
5- Case Wear Rings
Any signs of corrosion, wear due to rubbing check the grooves of wearing rings,
throat bushing.
6- Pump Casing
TriStar
T.S M - RE (Rev. 3) May 2004
Page 72 of 125
Technical Training Programme
Rotating Equipment
Figure 3-51 Typical 5 stage case
TriStar
T.S M - RE (Rev. 3) May 2004
Page 73 of 125
Technical Training Programme
Rotating Equipment
3.10.7.3 Reassembling the Pump
Before reassembly of the unit, all parts which have a machined fit such as
wear rings, throat bushings, sleeves and bearings should be check separate for
fitting clearance with the meeting part (or component). These clearances must
be within the specified values.
The pump is reassembly in reverse order to disassembly
1-
All gaskets and O rings must be replaced, use the same thicknesses
and materials.
2-
For mechanical seals (if it is used), the seal faces must be re-lapped and
all gaskets should be replaced. Assemble the mechanical seal on the
pump shaft.
3-
Re-install the bearing brackets (bearing housing), inboard and outboard
sides, install the duel pins for the bearing housing. Re-install the lower
halves of the bearing shell on both sides.
4-
Assemble the rotor components. Check the spaces between different
impellers.
5-
Lower the rotor in the lower half of the pump, wear rings must fit
correct in its position wear ring lock pins should fit correctly in its
positions.
6-
Added some oil between the shaft and the bearings and rotate the shaft
slowly. Check if there is any rubbing between the rotor and stationary
parts. Make the required corrections.
7-
Put the gasket between lower and upper halves of the pump casing.
8-
Lower the top half of the pump casing. Be sure that it fit properly in its
places. Use guide pins. Before seating the top half completely, insert
the duel pins. Tight all nuts hand tight. Apply the required fighting
torque as sequence given by the manufacture.
9-
Rotate the shaft slowly to check any rubbing could happen. Check
the shaft axial play. Make the required correction if it is needed.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 74 of 125
Technical Training Programme
Rotating Equipment
10- Added the lubricating oil in the bearing housing. Connect all piping
either for pump venting or mechanical seal system.
11- Check the shaft alignment between the motor and the pump. Make the
required corrections.
12- Re-assemble the coupling. Check the rotation of the system.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 75 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.11
RECIPROCATING PUMPS
3.11.1 How it Works
A reciprocating pump is a positive displacement machine, i.e, it traps a fixed
amount (fixed volume) of liquid at near suction conditions, compresses it to
discharge pressure, and pushes it to discharge nozzle.
In a reciprocating pump, this is accomplished by the reciprocating motion of a
piston, plunger or diaphragm.
3.11.2 Reasons for Using Reciprocating Pumps
The justification for selecting a reciprocating pump instead of a centrifugal
pumps must be:
1- The total cost of reciprocating pumps is less than centrifugal pumps (total
cost including: Initial cost + maintenance cost + power consumption).
2- High efficiency (84% up to 94%).
3- Suitable for high pressures (10,000 Psig).
4- Suitable for abrasive and / or viscous slurries.
5- The reciprocating pump capacity is a function of speed.
3.11.3 Disadvantages of Reciprocating Pumps
1- Pulsating flow. Because of the pulsation, special consideration must be
given to system design.
2- In most applications, the maintenance cost is greater than that in
centrifugal pump.
3- The direct acting pump has a low thermal efficiency when driven by a
gas such as steam. Big improvement happen if a flywheel and the pump
is driven by electric motor.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 76 of 125
Technical Training Programme
Rotating Equipment
3.11.4 Pump Classification
Reciprocating pumps are usually classified by their features:
Drive end, i.e. power (driven by electric motor) or direct acting
(figure 3-55)
Orientation of centerline of the pumping element i.e. horizontal or
vertical.
Number of discharge strokes per cycle of the crank shaft (drive rod) i.e.
single acting or double acting.
Configuration of the pumping element, i.e. piston, plunger or diaphragm.
Number of drive rods, i.e, simples, duplex or multiplex (also it refer to
the number of cylinders)
TriStar
Number of cylinders
Term
1
2
3
4
5
6
7
8
Simplex
Duplex
Triplex
Quadruplex
Quintuplex
Sextuplex
Septuplex
Nonuplex
T.S M - RE (Rev. 3) May 2004
Page 77 of 125
Technical Training Programme
Rotating Equipment
Figure 3-53 illustrates this classification in chart form
Figure 3-53 Classification of reciprocating pumps
TriStar
T.S M - RE (Rev. 3) May 2004
Page 78 of 125
Technical Training Programme
Rotating Equipment
Figure 3-54 shows two examples of power reciprocating pumps use an electric
motor for the drive.
Figure 3-54 Power pumps use an electric motor
(single acting horizontal pump)
Figure 3-55 Shows direct acting pump (on the next page)
Figure 3-55 Power pump use an electric motor
TriStar
T.S M - RE (Rev. 3) May 2004
Page 79 of 125
Technical Training Programme
Rotating Equipment
The size of a power pump is normally designated by listing first the diameter of
the plunger (or the piston), and second the length of the stroke. For example a
pump designated as 2 x 3 has a plunger diameter 2 inches and a stroke length of
3 inches.
For a direct acting pump, the same convention is followed, except that the
diameter of the drive piston precedes the liquid end element diameter.
For example, a pump designated 6 x 4 x 6 has a drive piston diameter of 6
inches, a liquid piston diameter of 4 inches and a stroke length of 6 inches.
3.11.5 Liquid End Components
The liquid end is that portion of the pump that does the pumping. Elements
common to all reciprocating pump liquid ends are:
1234-
The liquid cylinder.
Pumping element.
Stuffing boxes and
Valves
3.11.5.1 The Liquid Cylinder
The liquid cylinder is the major pressure retaining part of the liquid end, and
forms the major portion of the pumping chamber. It usually contains or support
all other liquid end components.
A piston pump is normally equipped with a replaceable liner (sleeve) that
absorbs the wear from the piston rings.
Because a plunger contacts only stuffing box components, plunger pumps do
not require liners.
3.11.5.2 Pumping Element
All reciprocating pumps contain one or more pumping elements (pistons,
plungers or diaphragms) that reciprocate into and out of pumping chambers to
produce the pumping action.
A piston (figure 3.56) is a cylindrical disk, mounted on a rod, and usually
contains some type of sealing rings (piston rings). Could be two rings or more.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 80 of 125
Technical Training Programme
Rotating Equipment
The number of piston rings and its dimensions, configuration and materials
depends on the working conditions (fluid, pressure and temperature) and the
cylinder size.
The piston rings must be able to move freely in the piston ring grooves and the
piston head assembly (piston head and the piston rings) must be able to move
inside the cylinder with enough tighting pressure against the cylinder wall.
The function of the piston rings is to stop the leakage between the piston head
and the cylinder wall (or cylinder liner) during the pumping stroke (discharge
stroke)
TriStar
T.S M - RE (Rev. 3) May 2004
Page 81 of 125
Rotating Equipment
Figure 3-56 Piston head, piston rod and piston rings
Technical Training Programme
TriStar
T.S M - RE (Rev. 3) May 2004
Page 82 of 125
Technical Training Programme
Rotating Equipment
A plunger (figure 3-57) is a smooth rod and, in its normal configuration, can
only be single acting.
Figure 3-57 Plunger (in vertical plunger pump)
A plunger must seal only in the stuffing box, and touches only the packing and
possibly stuffing box bushings.
3.11.5.3 Stuffing Boxes
Sealing between the pumping chamber and atmosphere is accomplished in a
stuffing box (or packing box). The stuffing box contains rings of packing that
conform to and seal against stuffing box I.D. and the piston rod (or the plunger
in case of plunger pumps).
If a lubricant, sealing liquid or flushing liquid is injected into the center of the
packing, a lantern ring or seal cage is required. The lantern ring provides an
annular space between the packing rings so that the injected fluid can freely
flow to the rod surface.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 83 of 125
Technical Training Programme
Rotating Equipment
Stuffing box designs
1- Standard non lubricated stuffing box
The following figure (figure 3-58) shows this design
Figure 3-58 A Standard non lubricated stuffing box
Figure 3-58 B Pressure gradient across the packing
TriStar
T.S M - RE (Rev. 3) May 2004
Page 84 of 125
Technical Training Programme
Rotating Equipment
Application
For cool water and fluids with comparable lubricity.
Total packing length must be less than plunger stroke length to properly
wet the last ring of packing with pumpage.
2- Standard lubricated stuffing box
Figure 3-59 Standard lubricated stuffing box
Application
Most of lubricant migrates into pumpage.
Packing may be square, chevron.
Suitable for non lubricated liquids (less lubricity).
Suitable for dirty liquids contaminated liquids.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 85 of 125
Technical Training Programme
Rotating Equipment
3- Alternative lubricated stuffing box
Figure 3-60 Alternative lubricated stuffing box
Application
Puts lubricant under last ring where it is needed most.
Allows use of low pressure and drip type lubricators.
Very little lubricant migrates into pumpage.
Packing may be square, chevron.
4- Standard box used to bleed off pumpage
Figure 3-61 Standard box used to bleed off pumpage
TriStar
T.S M - RE (Rev. 3) May 2004
Page 86 of 125
Technical Training Programme
Rotating Equipment
Application
High friction causes excess heat.
Short life of packing and plungers.
Poor application improper use of standard box.
5- Modified gland follower to allow bleed off
Less friction and lower temperature than unit in figure 3.61
Longer life of packing and plungers.
Secondary packing cannot be adjusted to compensate for wear
Figure 3.62 Modified gland follower
Application
Less friction and lower temperature than unit in figure (3-61).
Longer life of packing and plungers.
Secondary packing can not be adjusted to compensate for wear.
6- Non lubricated, spring loaded V-ring packing
Figure 3.63 Non lubricated spring loaded V-ring packing
TriStar
T.S M - RE (Rev. 3) May 2004
Page 87 of 125
Technical Training Programme
Rotating Equipment
Application
Minimal leakage.
Normally limited to intermittent duty.
Self adjusting.
7- Lubricated spring loaded V-ring packing
Figure 3.64 Lubricated spring loaded V-ring packing
Application
Good design, long life, minimal leakage.
Puts lubricant under last ring where it is needed most.
Allows use of low pressure and drip type lubricators.
Self adjusting.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 88 of 125
Technical Training Programme
Rotating Equipment
8- Lubricated Two Gland Stuffing Box
Figure 3.65 Lubricated two gland stuffing box
Application
The old standard for high pressure, critical.
Provides independent adjustment of primary and secondary packing.
(proper adjustment requires skilled mechanic)
Full-size secondary packing.
Positive packing lubrication.
Long packing and plunger life.
Negligible leakage to atmosphere.
Excellent for volatile fluids.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 89 of 125
Technical Training Programme
Rotating Equipment
9- Tandem spring loaded packing with bleed off and lubrication
Figure 3.66 Tandem spring - loaded packing
Application
The best design for most high pressure critical services.
Combines best features of two gland box and spring load packing.
Negligible leakage, long life, self adjusting packing.
10-
Glandless stuffing box with spring loaded square packing
Figure 3.67 Glandless stuffing box
TriStar
T.S M - RE (Rev. 3) May 2004
Page 90 of 125
Technical Training Programme
Rotating Equipment
Application
Lubrication is optional
3.11.5.4 Valves
The valves in a reciprocating pump are spring loaded non return valves. It
opened by the liquid differential pressure, and allow flow in only one direction.
When the flow stoped the valve will close immediately.
They have variety of shapes:
1- Stem guided disk valve
Figure 3.68 stem guided disk valve
Application
For general service and thin liquids.
It is used for hot water boiler feed and general service.
It is made of bronze and although other alloys may be used.
For lower temperatures and pressures, the valve disk may be made of
rubber, which has the advantage of always making a tight seal with the
valve seat.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 91 of 125
Technical Training Programme
Rotating Equipment
2- The wing guided valve
Figure 3.69 Wing guided valve
Application
Used for high pressures.
The wings on the bottom of the valve to guide it in its seat.
The beveled seating surfaces on the valve and seat tend to form a tighter
seal than the flat seating surfaces on a disk valve.
There is also less danger that a solid foreign particles in the fluid will be
trapped between the seat and the valve.
This type of valve is commonly made from a heat treated chrome alloy
steel forging and cast hard bronze and other materials may be used.
Table 1 Material and service specifications
TriStar
T.S M - RE (Rev. 3) May 2004
Page 92 of 125
Technical Training Programme
Rotating Equipment
3- Semi spherical valve
Figure 3.70 Semi spherical valve
It is spring loaded and can be operated at higher speeds than ball valves.
One advantage of this type is it does not have obstructions to flow in valve seat
(i.e. less P compared to all other types).
Widely used for thick, viscous liquids also used for liquids with suspended
solids because their rolling seating action prevents trapping of the solids
between the seat and the valve.
Materials and service specifications for pump liquid ends are given in table 2
Table 2 Types of valves and their applications
TriStar
T.S M - RE (Rev. 3) May 2004
Page 93 of 125
Technical Training Programme
Rotating Equipment
3.11.6 Drive end components
The drive end of a power pump is called a power end (figure 3.71). Its function
is to convert the rotating motion from a driver to reciprocating motion for the
liquid end.
Figure 3-71 The power end in the power pumps
Refer to the figure 3-71, the power from the motor to the driving pulley via
V-belts. The driving pulley will drive the crank shaft which will drive the
crosshead and piston rod (or the plunger).
The main components of the power end is:
1- Power frame, which supports all other power end parts and usually, the
liquid end.
2- The crank shaft(sometimes, a cam shaft). The function of the crank shaft
to work in conjunction with the connecting rod to drive the crosshead
linear motion (reciprocating motion). The connecting rod is driven by the
throw of the crankshaft on one end, and drives a crosshead on the other.
The crosshead moves in pure reciprocating motion, the crankshaft in pure
rotating motion.
3- The main bearings support the shaft in the power frame.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 94 of 125
Technical Training Programme
Rotating Equipment
Figure 3-72 Crankshaft and the main bearings
3.11.7 Flow Characteristics
1- As the pumping element (piston, plunger or diaphragm) is withdrawn
from the pumping chamber, liquid within the chamber expands and the
pressure decreases.
Since most liquids are relatively incompressible, very little movement of
the pumping element is required to decrease the pressure.
2- When the pressure decreases sufficiently below suction pressure, the
differential pressure (i.e., suction pressure minus chamber pressure)
pushes the suction valve open. The valve opens gradually and smoothly
as the velocity of the element increases.
Liquid then flows through the valve assembly and follows the element on
its suction stroke.
As the element decelerates near the end of this stroke, the suction valve
gradually returns to its seat.
When the pumping element stops, the suction valve closes.
3- The pumping element then reverses and starts on its discharge stroke.
The liquid trapped in the pumping chamber is compressed until the
chamber pressure exceeds discharge pressure by an amount sufficient to
begin to push the discharge valve away from its seat.
The action of the discharge valve is the same as that of the suction valve.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 95 of 125
Technical Training Programme
Rotating Equipment
4- The flow velocity for a simplex (single cylinder) double acting, direct
acting pump is shown in figure 3-73.
Figure 3-73 A flow velocities in double acting, direct acting
reciprocating pumps
Refer to figure 7-73
The velocity of liquid entering and leaving the pump falls to zero twice
per pumping cycle.
The pump accelerates quickly to maximum velocity, then maintains that
velocity until decelerating near the end of the stroke.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 96 of 125
Technical Training Programme
Rotating Equipment
The resultant flow velocity for a duplex (two cylinders) double acting,
direct acting pump is almost constant, as shown in figure 3-73 b.
One cylinder starts before the other stops, and the resulting overlap (with
properly set valves) results in a relatively smooth flow in both suction
and discharge lines.
5- With a power pump, the velocity of the pumping element (piston, plunger
or diaphragm) varies approximately as the sine of the angle of the crank
throw.
Since the velocity of liquid in the piping is proportional to plunger
velocity, it can be plotted as a percent of average, as shown in figure
3-74.
Figure 3-74 Flow curves for reciprocating power pumps
TriStar
T.S M - RE (Rev. 3) May 2004
Page 97 of 125
Technical Training Programme
Rotating Equipment
3.11.8 Power Pump Drive Systems
The most common driver for power pumps is:
Electric motor.
Turbines.
Internal combustion engines.
Power pump speeds normally range from 20 to 500 r.p.m. Motor drivers for
these pumps typically run at 1000 to 1800 rpm. Therefore, it is necessary to
connect these two shafts (driver and driven) with some kind of speed reducer:
Pumps below 100 H.P., the V-belt drive is popular.
Pumps above 100 H.P., reduction gear box (step down gear box) is
popular.
For small diaphragm pumps, variable speed drivers are some times
employed.
For pumps 60 H.P. and above, variable speed is commonly obtained with
hydraulic couplings and eddy current clutches.
3.11.9 System Design
System design is second only to speed in importance for obtaining a satisfactory
installation. Improper design often results in a system that vibrates and is noisy.
Pulsations may be severe enough to damage pump components and
instrumentation.
Field experience and information from the standards are condensed into a list of
design guidelines for the (a) suction vessel, (b) suction piping, and (c) discharge
piping.
3.11.9.1 The Suction Vessel Should
Be large enough to provide sufficient retention time to allow for free gas
to rise to the liquid surface.
Have the feed and return lines enter below the minimum liquid level.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 98 of 125
Technical Training Programme
Rotating Equipment
Include a vortex breaker over the outlet (pump suction) line.
Contain a weir plate to force gas bubbles toward the surface. The top of
the weir must be sufficiently below the minimum tank level to avoid
disturbance.
3.11.9.2 The Suction Piping Should
Be as short and direct as possible.
Be one or two pipe sizes larger than the pump suction connection.
Have an average liquid velocity less than the values from the curves in
figure 3-74.
Contain a minimum number of turns, which should be long radius
elbows or laterals.
Be designed to preclude the collection of vapor in the piping. (There
should be no high points, unless vented. The reducer at the pump should
be the eccentric type, installed with the flat side up).
Be designed so that NPSHA, allowing for acceleration head, exceeds
NPSHR.
Include a suitable suction stabilizer, bottle or pulsation dampener that is
located in the suction pipe and adjacent to the liquid end if the
acceleration head is excessive.
Contain a full-opening block valve so that flow to the pump is not
restricted.
Omit a strainer or filter unless regular maintenance is assured. (The
starved condition resulting from a plugged strainer can cause more
damage to the pump than that caused by solids.)
3.11.9.3 The Discharge Piping Should
Be one or two pipe sizes larger than the pump discharge connection.
Have an average velocity less than three times the maximum suction-line
velocity.
Contain a minimum number of turns, using long-radius elbows and
laterals where practical.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 99 of 125
Technical Training Programme
Rotating Equipment
Include a suitable pulsation dampener (or provisions for adding one)
adjacent to the pump's liquid end.
Contain a relief valve, sized to pass full pump capacity at a
pressure that does not exceed 110% of "cracking" pressure (i.e.,
the opening pressure of the relief valve). The discharge from the
relief valve should be piped back to the suction vessel so that
gases liberated through the valve are not fed back into the pump.
Contain a bypass line and valve so that the pump may be started against
negligible discharge pressure.
Contain a check valve to prevent the imposition of system pressure on the
pump during startup.
The features of a good system as described here are shown in figure 3-75.
Figure 3.75 Good system design for reciprocating pumps
TriStar
T.S M - RE (Rev. 3) May 2004
Page 100 of 125
Technical Training Programme
Rotating Equipment
3.11.10 Remedies for Low NPSHA
In designing the suction system for a reciprocating pump, NPSHA may be
found to be less than NPSHR. A number of remedies to overcome this problem
are avail-able. To increase NPSHA:
Enlarge the diameter of the suction line.
Reduce the length of the suction line by providing a more direct route or
by moving the pump closer to the suction vessel.
Install a suction bottle, stablizer or dampener adjacent to the pump's
liquid end. A fabricated bottle has often been successfully used at
pressure below about 50 psig, but maintenance of a liquid level is
required. A section of rubber hose in the suction line, adjacent to the
pump, will often reduce the acceleration head.
Elevate the suction vessel or the level of liquid in the suction vessel.
Reduce temperature of pumpage.
Reduce speed of the power pump, or select a larger pump running slower.
At the lower speed, it may be possible to operate the pump with light
suction-valve, "r springs, or none at all.
If the above steps are insufficient, impractical or impossible, a booster
pump must be supplied. A booster for a power pump is normally a
centrifugal, although direct-acting reciprocating and rotary pumps are
sometimes used. The NPSHR for the booster must be less than that
available from the system. The head of the booster should exceed the
power-pump NPSHR plus suction-line losses plus the acceleration head
by at least 20%. The booster should be installed adjacent to the suction
vessel, and a pulsation bottle or stabilizer should be installed adjacent to
the power pump to protect the booster from pulsating flow.
3.11.11 Unloading the Pump
Allowing the pump to be started in an unloaded condition by installing a bypass
line yields numerous benefits:
1- The primary one is that all pumping chambers have an opportunity to
become primed. Each pumping chamber of a reciprocating pump is an
independent entity, operating in parallel with each other chamber.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 101 of 125
Technical Training Programme
Rotating Equipment
2- It is possible for only one of the chambers in a multiplex pump to be
primed while all other chambers remain vapor -locked.
A reciprocating pump tends to be self priming. However, the large clearance
volume, common to most reciprocating pumps, makes it impossible for the
plunger to produce much of a discharge pressure when a chamber is filled with
gas.
Normally, a pump will be full of air after maintenance, and some chambers gain
air that leaks through the packing during idle periods. Upon startup, gas is often
draw into the pump from the suction line. For this reason, it is necessary that
discharge pressure be kept low during the first half-minute or so of operation.
This gives each pumping chamber an opportunity to clear itself of gas, and be
operating fully primed when exposed to discharge pressure.
With most systems, it is possible to keep the discharge pressure low only by
having a bypass line. This line should not connect into the pump suction
because the gases again would be ingested by the pump.
Other benefits accrue from starting a power pump against negligible discharge
pressure. The starting torque will be about 25% of full load torque allowing
the use of a motor having a normal starting torque, and reducing the time of the
inrush current.
Also, couplings, V-belts, gears or chains will be lightly loaded. The power end
of the pump has an opportunity to establish full lubrication films on all sliding
surfaces, and the plungers have an opportunity become wetted by lubricant and /
or pumpage.
If a pump suddenly begins to run roughly or its capacity drops during normal
operation, it is probable that gas has been ingested by one or more pumping
chambers. If the system contains a bypass line (as illustrated in figure 3.75, it is
only necessary to open the bypass valve until the pump clears itself. If a pump
continues to be plagued by gas, the source of the gas should be identified and
eliminated.
If it is made absolutely necessary by process requirements or emergency
conditions for a power pump to be started against system pressure, it is
recommended that:
TriStar
T.S M - RE (Rev. 3) May 2004
Page 102 of 125
Technical Training Programme
Rotating Equipment
1. The driver starting-torque capability exceed running torque by at least
50%.
2. Drive-train components be suitable for the driver starting torque.
3. The pump not be allowed to sit idle for more than 10 h, or provisions be
made for prelubricating power-end bearings, and.
4. Pumping chambers be kept primed.
3.11.12 Slurry Applications
The standard reciprocating pump is not designed to handle slurries.
Modification to standard designs and, in some cases, special designs are
required to achieve satisfactory operation and component life.
There are three weak points (areas) in reciprocating pumps:
1- Stuffing box area (packing)
2- Valves
3- Piston rings in case of reciprocating piston pumps.
3.11.12.1 Stuffing Box Area (Packing)
To achieve satisfactory packing and plunger life, abrasive slurry must be
prevented from entering the packing. Methods to achieve this include:
A wiper ring between the pumpage and packing.
A long throat bushing, injection of a clean liquid into the throat area for
flushing.
Insertion of a diaphragm or floating piston between the plunger and the
pumpage.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 103 of 125
Technical Training Programme
Rotating Equipment
3.11.12.2 Pump Valves
Special pump valves are often required for slurries. Depending on the nature of
the solids, they can be ball, bell, bevel seat with elastomers insert, wing
guided type with reduced seating area, or disk with special seating surfaces.
3.11.12.3 Plunger or Piston Rod (in Case of Piston Pump)
Presence of abrasive particles in the liquid being pumped will cause rapid
damage in the external surface of the plunger (or the piston rod). These solid
abrasive particles impede in the packing rings and acts as cutting tool against
the moving item (plunger or piston rod). By utilizing of one of these three
methods which are covered in 3.11.12.1 we can provide suitable protection.
3.11.13 Reciprocating Pump Maintenance
Maintenance problems in this type happen in two main areas:
Liquid end
1234-
Valves.
Packing & stuffing box.
Plunger and piston rod (in case of piston pumps).
Cylinder (or cylinder liner) in piston pumps.
Drive end
12345-
Crosshead.
Connecting rod.
Crank shaft.
Bearings.
Power Frame.
3.11.13.1 Liquid End Components Maintenance
1- Valves
There major problems could happen in the valves
1- Bad contact between the disk and the seat. This could be due to:
Corrosion in the disk or the seat due to wrong selection of materials.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 104 of 125
Technical Training Programme
Rotating Equipment
Errosion in the disk or the seat due to high flow speed. This could be
due to wrong selection of materials or changed working conditions.
Presence of solid particles which will cause damage in both disk and
the seat.
2- Broken spring (s) due to corrosion, or spring stiffness may change.
3- Plockaged spring due to presence of foreign materials in the liquid being
pumped.
2- Packing & stuffing Box
Short packing life can result from any of the following conditions:
1- Improper packing for the application.
2- Insufficient lubrication.
3- Misalignment of plunger (or piston rod) with stuffing box.
4- Worn plunger, piston rod, stuffing box bore or stuffing box bushings.
5- Packing gland too tight or too loose.
6- High speed or high pressure than the prameters which was given to the
manufacturer. It could happen due to change in the working conditions.
7- High or low temperature of pumpage.
8- Excessive friction (too much packing in box).
9- Packing running dry (pumping chamber gas bound).
10- Shock conditions arising from entrained gas or cavitation, broken or
faulty valve springs, or system problems.
11- Solids from the pumpage, environment or lubricant.
12- Improper packing installation or break in (where required).
13- Icing caused by volatile liquids that refrigate and form ice crystals upon
leakage to atmosphere, or by pumping liquids at temperatures below zero
degree (32F).
TriStar
T.S M - RE (Rev. 3) May 2004
Page 105 of 125
Technical Training Programme
Rotating Equipment
3- Plunger and Piston Rod
After the packing, the plunger is the components of a power pump that requires
the most frequent replacement. The high speed of the plunger and the friction
load of the packing tend to wear the plungers surface.
For longer life, plungers are sometimes hardened. A more popular method is to
apply a hard coating to the plunger surface. Such coatings are of chrome,
various ceramics, nickel based alloys, or cobalt based alloys.
Desired features for the coatings include hardness, smoothness, high bond
strength, corrosion resistance, and low cost.
4- Cylinder (or cylinder liners) in piston pumps
Due to continues friction between the piston rings and the cylinder, wear will
happen in both piston rings and the cylinder. A piston pump is normally
equipped with a replaceable liner that absorbs the wear from the piston rings.
3.11.13.2 Drive End Components Maintenance
The following figure (figure 3-76) shows the main components of the drive
end..
Figure 3-76 Drive end (power End), horizontal pump
TriStar
T.S M - RE (Rev. 3) May 2004
Page 106 of 125
Technical Training Programme
Rotating Equipment
Drive end compoents includes:
12345-
Crosshead
Connecting rod
Crankshaft
Bearings
Power fram
The most common problems related to these components are:
1- Normal wear due to rubbing between the moving components.
2- Up normal wear due to presence of solide particles in the lubricating
oil.
3- Fatigue failure (bearing failure).
TriStar
T.S M - RE (Rev. 3) May 2004
Page 107 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.12
PULSATION DAMPENERS
3.12.1 The Function of Pulsation Dampeners
Multi-cylinders arrangement is used with plunger pump and piston pumps to
minimize the pressure pulsation. Pressure pulsation dampeners are used beside
multi cylinder arrangement to smooth out the pressure pulsation.
It is installed on the discharge line of these pumps.
3.12.2 Installation
3.12.2.1 Mounting
Pulsation dampeners (see figure 3.77) are mounted on standard ANSI and API
flanges which can met with ring joint or raised-face connections.
Caution: Do not attempt to precharge the dampener prior to mounting the unit
onto the piping system.
Figure 3.77 Pulsation Dampener
TriStar
T.S M - RE (Rev. 3) May 2004
Page 108 of 125
Technical Training Programme
Rotating Equipment
3.12.2.2 Pecharging
The correct precharge is vital for maximising the efficiency of the pulsation
dampener. Generally, precharge pressure is based on the average operating
pressure of the system. Other system parameters can affect the precharge
pressure.
3.12.3 General Precharging Instructions
For normal operating conditions, set the precharge pressure at 50 to 60 percent
of the average operating system pressure or at 2000 psig, whichever is lower.
The precharge pressure can be as low as 30 percent or as high as 75 percent of
system operating pressure. However, these precharge settings may shorten
diaphragm life.
Suction Dampeners
All units are shipped with zero psig nitrogen precharge. Generally, unless the
suction system is being pressurised by a precharge pump, no additional
precharging of a suction dampener is required.
When using a precharge pump, set the precharge to approximately, but no more
than, 50 percent of the available suction pressure.
Precharge Procedure
Precharging pulsation dampener requires standard hand tools, a charging hose
assembly and a torque tool capable of applying 120-150 lb-in torque.
1. Unscrew the lifting eye counter clockwise in order to expose the charging
valve.
2. Connect the nitrogen source to the charging valve.
3. Open the charging valve by turning the top hex nut 3 to 4 full turns
counter clockwise (see 3.78).
4. Install nitrogen precharge.
5. After precharge has been installed, close the charging valve and tighten it
using 120-150 lb-in torque.
6. Remove the nitrogen source and install the lift eye.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 109 of 125
Technical Training Programme
Rotating Equipment
Figure 3.78 Pulsation Dampener Precharging
3.12.4 Maintenance
3.12.4.1 Precharge
The pulsation dampener is virtually maintenance-free if properly installed and
precharged. However, the vessel should be checked periodically for proper
precharge and also for leaks. Unless conditions indicate otherwise, checking the
unit every six months should be sufficient.
Remember: The precharge is based on the average pressure in the system. If
this pressure changes, adjust the precharge.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 110 of 125
Technical Training Programme
Rotating Equipment
3.12.4.2 Troubleshooting
The fault analysis tree is shown in figure 3.79
Figure 3.79 Pulsation dampener fault analysis tree
3.12.4.3 Diaphragm Removal
1. Remove all pressure from the pulsation dampener. System pressure and
precharge pressure must be zero psig before removing the pulsation
dampener from the line. To remove precharge pressure, open the
charging valve and bleed it off.
Warning: Stand clear of escaping pressure to avoid injury.
2. Remove the pulsation dampener from the line.
3. Remove the jam nuts from the studs or the cap screws if applicable.
4. Remove the bottom plate by prying it loose with a medium size screw
driver or pry bar.
5. Take care not to damage the sealing surfaces in the throat of the
dampener body.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 111 of 125
Technical Training Programme
Rotating Equipment
6. Remove the diaphragm using one of the two following ways.
a.
Cut around the metal insert and remove the top portion of the
diaphragm. Remove the remaining portion by folding and pulling
it out.
b.
Screw an eyebolt into the diaphragm insert. Invert the diaphragm
with a crowbar or a similar tool.
3.12.4.4 Diaphragm Installation
The pulsation dampener assembly is shown in figure 3.80 while the charging
valve assembly is shown in figure 3.81
1. Clean all interior surfaces of the vessel paying particular attention to all
sealing surfaces. Remove all scale and/or rust around the mouth with fine
sandpaper if necessary.
2. Clean and inspect the bottom plate for damage and corrosion. Replace or
repair if doubtful of the sealing capability of the bottom plate. Remove all
scale and/or rust with fine sandpaper if necessary.
3. Lubricate the bottom plate and all interior surfaces of the vessel with a
castor oil or a similar device.
4. Take the new diaphragm in the rest position and roll one side toward the
other forming a crude football shape. A thin belt or strap may be helpful
in holding this shape.
5. Apply lubricant to the diaphragm and insert it long ways into the body of
the vessel as far as possible (the diaphragm should go over half way into
the body). Fold the remainder of the diaphragm into the vessel and allow
it to open inside the body. Position the diaphragm within the neck of the
vessel.
6. If the vessel is equipped with a Teflon backup ring, install it over the
bottom plate. Insert the bottom plate into the diaphragm neck taking
particular precaution not to push the diaphragm back into the body.
7. Thread the jam nuts over each stud and tighten the nuts until the bottom
plate is snug against the body.
8. Clean and inspect the mounting flange. Repair if necessary.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 112 of 125
Technical Training Programme
Rotating Equipment
Figure 3.80 Pulsation dampener assembly
Figure 3.81 Charging valve assembly
TriStar
T.S M - RE (Rev. 3) May 2004
Page 113 of 125
Technical Training Programme
Rotating Equipment
9. Install a new gasket and mount the dampener. Secure flange studs and
nuts.
10.Remove, clean and inspect the charging valve and the O-ring seal.
Replace valve if damaged or worn enough to be doubtful of its ability to
seal at either the O-ring or the stem.
11 Clean and inspect the charging valve adapter on the body. Remove all
scale or rust with fine sandpaper if necessary. Install the charging valve
using thread lubricant.
Caution: Do not use Teflon tape!
12 Tighten the lower hex nut on the charging valve using 50 to 60 lb-ft
torque.
13. Precharge the dampener with nitrogen only. Proper precharging is vital
for maximising the efficiency and life of the diaphragm.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 114 of 125
Technical Training Programme
Rotating Equipment
SECTION 3.13
DIAPHRAGM METERING PUMPS
Are Positive Displacement Reciprocating Pumps
3.13.1 How it Works?
1- A diaphragm metering pumps is a reciprocating power pump that displaces a
predetermined amount (volume) of liquid in a specific period. This pump is
also known as a controlled volume, proportioning or chemical injection
pump.
2- The pump is usually driven from an outside source, which may be at a
constant or variable speed.
3- The pump contains a flexible diaphragm, one side of which is in direct
contact with the process liquid (liquid being pumped). The diaphragm can
be driven hydraulically or mechanically (figures 3.82, 3.83).
Figure 3.82 Hydraulically actuated diaphragm
TriStar
T.S M - RE (Rev. 3) May 2004
Page 115 of 125
Technical Training Programme
Rotating Equipment
Figure 3.83 Mechanical actuated diaphragm
4- The pump contains a mechanism for changing the effective displacement.
5- Refer to figure 3.82 (hydraulically actuated diaphragm):
The plunger perform pumping for intermediate fluid (hydraulic fluid).
This intermediate fluid (hydraulic fluid) makes the flexible diaphragm
moves back and forth. This movement of flexible diaphragm perform
pumping for the liquid being pumped. The flexible diaphragm makes
complete separation between the two fluids.
The portion of the pump where the flexible diaphragm moves back and
forth and seal the liquid being pumped is called liquid end assembly.
Liquid end assembly include all parts that contain, or are otherwise in
contact with, the liquid being pumped.
The liquid head assembly includes:
Diaphragm (s).
Diaphragm displacement chamber.
Suction and discharge check valves. (figure 3.82 on the next page).
6- Refer to figure 3.83 mechanically actuated diaphragm, the flexible
diaphragm is direct driven by the diaphragm push rod.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 116 of 125
Technical Training Programme
Rotating Equipment
In this design the amount of pumpage liquid can be controlled by either the
length of the stroke of the diaphragm push rod or the number of strokes, i.e. the
speed.
3.13.2 Areas of Applications
Diaphragm metering pumps are selected for applications in which one or more
of the following characteristics are important:
1- Leakage or cross-contamination between the pumpage and other fluids
must be prevented.
2- Flow must be insensitive to variations in discharge pressure.
3- High accuracy is required for controlling the out put capacity.
4- Pumping chamber must be remotely located from the rest of the pump.
1- Leakage
Zero leakage and cross contamination are major considerations when
pumping liquids that are pure, sterile, toxic, carcinogenic, radioactive, precisely
formulated, corrosive, flammable, pyrophoric, explosive, oxidizing or
hydroreactive. For such materials, pumps having dynamic seals offer the
possibility, and frequently the need, of leakage to assure lubrication of the seal.
This leakage requirement of dynamic seals can be avoided through the use of
canned, magnetic drive and reciprocating diaphragm pumps.
2- Stiffness
The average flow must remain constant when the system pressure changes
Figure 3.84 shows how the capacity varies for typical centrifugal, rotary and
reciprocating pumps against a given system head curve. When the system
head changes, there will be a change in pump capacity. For example, a 10-gpm
pump, with a discharge pressure capability of 100 psi could have the
following changes in capacity for a 10-psi change in discharge pressure:
Pump type
Rate of change
Reciprocating
Rotary
Centrifugal
TriStar
0.01 gpm / 10 psi
0.3 gpm / 10 psi
3 gpm / 10 psi
T.S M - RE (Rev. 3) May 2004
Page 117 of 125
Technical Training Programme
Rotating Equipment
Figure 3.84 Senstivity to changes in capacity for different types of pumps
These data indicate that the reciprocating pump is the stiffest pump, i.e. has
the least sensitivity for changes in capacity when the discharge pressure varies.
The major reason is that the leakage past the check valves and plunger seals of
reciprocating pumps is comparatively low.
3- Accuracy
The third reason for selecting a diaphragm metering pump is the ease with
which capacity can be accurately adjusted to meet the required conditions. An
example of this capability is shown in figure 3.84. Note that the characteristic
curve does not pass through zero.
Turndown ratio, linearity, steady state accuracy and flow repeatability are the
features that comprise the overall accuracy of the pump. Let us define these
terms:
Turndown ratio is the rated capacity divided by the minimum capacity that can
be obtained while maintaining the specified flow repeatability, steady state
accuracy and linearity. A typical value is 10:1.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 118 of 125
Technical Training Programme
Rotating Equipment
Linearity is the maximum deviation from the ideal straight line that can be
drawn through plotted calibration test points that describe how flow is varying
with the capacity setting. This deviation is expressed as a perecentage of the
rated capacity. A typical value is 1%.
Steady state accuracy is the flow variation expressed as a percentage of rated
capacity under fixed system conditions. Steady state accuracy applies
throughout the turndown ratios. A typical value is 1%. In some
specifications, this defined as a percentage of the mean delivered flow instead
of rated capacity.
Flow repeatability, expressed as a percent of rated capacity, describes the
reproducibility of a pump flowrate under a given set of conditions when the
capacity setting is varied and then returned to the set point being tested. A
typical value is 1%.
3.13.3 Pump Components
Liquid end assembly, valves and stroke adjustment mechanism are major
elements in diaphragm metering pump.
Figure 3.85 shows the pump components
Pump Components
The pump components can be classified into two groups:
Drive end or power end and.
Liquid end.
3.13.3.1 Drive End Include
1- The input shaft (from the electric motor).
2- Worm and worm wheel (as speed reduction system) to reduce the speed
(step down gear system)
3- Adjustment arm assembly to adjust the length of the stroke of the
piston on the fluid end side in order to control the amount of hydraulic
fluid which is used to operate the diaphragm.
4- Crosshead.
5- Hydraulic fluid cylinder & hydraulic fluid piston to pump the hydraulic
fluid which is used to operate the diaphragm.
6- Pump head assembly.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 119 of 125
Technical Training Programme
Rotating Equipment
3.13.3.2 Liquid End Assembly (Figure 3.85)
The liquid end assembly includes all parts that contain, or are otherwise in
contact with, the liquid being pumped. It include the following components:
Diaphragm (s)
Diaphragms provide isolation and transmit hydraulic motion from one liquid to
another liquid on the other side (liquid being pumped). Diaphragms must
withstand maximum flexing, with stresses below the materials endurance limit
and should be of sufficient thickness and density to prevent permeation.
On both sides of the diaphragm there are dish plates to prevent excessive
flexure. The diaphragm moves within these two dish plates back and forth to
perform pumping.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 120 of 125
Rotating Equipment
Figure 3.85 Diaphragm pump components
Technical Training Programme
TriStar
T.S M - RE (Rev. 3) May 2004
Page 121 of 125
Technical Training Programme
Rotating Equipment
Valves
Refer to figure 3.86 the following valves are widely used in this type of pumps.
Figure 3.86 Check valves for suction and discharge lines
These are needed on the suction and discharge strokes of metering pumps.
One check valve permits liquid to flow into the liquid end head from the
liquid supply on the suction stroke of the plunger or piston.
The other valve directs the liquid out of the liquid head into the discharge
system on the discharge stroke.
3.13.4 Capacity Controls
There are five or more methods commonly used to adjust the capacity of
metering pumps. The choice of these is determined by the application for
which the pump is intended.
1. Manually Adjustable While Stopped
This control is generally found on packed plunger pumps of conventional
design. Capacity changes are effected by moving the crankpin in or out of the
crank arm while the pump is not in motion. This is the least expensive method
and is used where frequent changes in pump displacement are not required.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 122 of 125
Technical Training Programme
Rotating Equipment
2. Manually Adjustable While Running
This feature is most frequently found on mechanically actuated diaphragm
pumps, where it is accomplished by limiting the return stroke of the diaphragm
with a micrometer screw. On packed plunger pumps, stroke adjustment while
running is relatively complicated.
Stroke length is set by some type of adjustable pivot, compound linkage, or
tilting plate which is manually positioned by turning a calibrated screw.
On hydraulically actuated diaphragm pumps, relatively simple control is
provided by manually adjustable valving which changes the amount of the
intermediate liquid bypasses at each stroke.
3. Pneumatic
Where metering pumps are utilized in continuous processes, it is necessary that
they be controlled automatically. In pneumatic systems the standard 3 to 15 Psi
gage air signal is utilized to actuate air cylinders or diaphragms directly
connected to the stroke adjusting mechanism.
4. Electric
On electric control systems, stroke adjustment is through electric servos
which actuate the mechanical stroke adjusting mechanism. These accept
standard electronic control signals.
5. Variable Speed
This method of adjusting capacity is achieved by driving a reciprocating pump
with a variable speed prime mover. Since it is necessary to reduce stroke rate
to reduce delivery, discharge pulses are widely spaced when the pump is turning
slowly. Surge chambers or holdup tanks are used when this factor is
objectionable.
In control situations involving pH and chlorinization, two variables exist at
once, e.g., flow rate and chemical demand. This is easily handled by a metering
pump driven by a variable speed prime mover. Flow rate can be adjusted by
changing the speed of the pump, and chemical demand by changing its
displacement.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 123 of 125
Technical Training Programme
Rotating Equipment
3.13.5 Service and Maintenance
Proportioning pumps utilizing manual capacity controls can be installed,
serviced, and operated by plant personnel.
Pneumatic capacity controls are more sophisticated, but once their construction
and function are understood, maintenance and service should become routine.
Electric capacity controls require a basic understanding of electric circuits for
installation, operation, and routine service. Modular construction allows repair
service by replacement of component groups, thus diminishing the task of
trouble shooting.
All proportioning pumps utilize suction and discharge check valves. These
require regular maintenance and service since they experience high frequency
operation, encounter corrosion, and must be kept in good working order to
ensure accurate pump delivery. Service periods are greatly dependent on
liquids pumped, pump operating speed and daily running time. Usual service
periods run from 30 days to 6 months or longer.
Check valves are designed to facilitate service with a minimum of down time,
thus allowing replacement of wearing parts at minimum expense.
Good design allows this service to be accomplished without breaking pipe
connections to the pump.
Packed plunger pumps require periodic adjustments of the packing take-up
device to compensate for packing and plunger wear. Packing has to be replaced
periodically, and regular lubrication of bearings and wear points is required.
Speed-reduction gearings, either separate integral units or built-in type, requires
changing of the lubricating oil at six month intervals.
Diaphragm pumps usually require replacement of the diaphragm as part of
routine service at six month intervals. Hydraulically actuated diaphragm
pumps also require changing of the hydraulic fluid.
Pneumatic and electric controls generally present no special maintenance
problems. The frequency of routine cleaning and lubrication is dependent on
environmental conditions and should be consistent with general plant
maintenance procedures.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 124 of 125
Technical Training Programme
Rotating Equipment
3.13.6 Installation
Proper installation of metering pumps is very important if reliable pump
operation is to be obtained.
NPSH must be kept as high as possible, and manufacturers recommendations
as to pipe size and length, strainers, relief valves, and bypasses must be
observed.
3.13.7 Materials of Construction
For the great majority of common chemicals, pump manufacturers publish data
on materials of construction.
In general, packed-plunger and hydraulically actuated diaphragm pumps are
available as standard construction in mild steel, cast or ductile iron, stainless
steel, and plastic.
Mechanical actuated diaphragm pumps (figure 3.83 page 3.116) are usually
available as standard construction in plastic and stainless steel. Almost any
combination of materials can be furnished on special order.
Diaphragms are available as standard construction in Teflon, chemically
resistant elastomers, and stainless steel from various manufacturers.
TriStar
T.S M - RE (Rev. 3) May 2004
Page 125 of 125
S-ar putea să vă placă și
- AIRVAC Design Manual.2008Document129 paginiAIRVAC Design Manual.2008Felipe González Díaz100% (2)
- Pipe Fitter HandbookDocument62 paginiPipe Fitter HandbookMamdouhAlhanafy89% (9)
- Compression Machinery for Oil and GasDe la EverandCompression Machinery for Oil and GasKlaus BrunEvaluare: 4 din 5 stele4/5 (4)
- 80274-01 r0 Manual Installation Operation AquaboldDocument43 pagini80274-01 r0 Manual Installation Operation AquaboldFernando Gonzalez67% (6)
- Introduction To Rotating Equipment MaintenanceDocument456 paginiIntroduction To Rotating Equipment MaintenanceJShearer97% (60)
- Maintenance of Reciprocating CompressorDocument21 paginiMaintenance of Reciprocating CompressorVIJAYIOCL100% (9)
- Centrifugal Pump PDFDocument20 paginiCentrifugal Pump PDFSumedh Singh100% (1)
- Rotating Equipment Chapter 6Document19 paginiRotating Equipment Chapter 6Mohamad SleimanÎncă nu există evaluări
- Overview of Rotating Equipment PDFDocument96 paginiOverview of Rotating Equipment PDFAiyappa Devraj100% (6)
- Fundamentals of CompressorDocument42 paginiFundamentals of CompressorSutikno BlankÎncă nu există evaluări
- Installation Guidelines - Rotating EquipmentDocument18 paginiInstallation Guidelines - Rotating EquipmentSherif Adel100% (4)
- 1 - Pressure PackingDocument66 pagini1 - Pressure PackingVIJAYIOCL100% (4)
- Centrifugal PumpsDocument33 paginiCentrifugal PumpsArun Babu100% (2)
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowDe la EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowÎncă nu există evaluări
- New - 4 - Flares FinalDocument49 paginiNew - 4 - Flares FinalMamdouhAlhanafy82% (11)
- New - 4 - Flares FinalDocument49 paginiNew - 4 - Flares FinalMamdouhAlhanafy82% (11)
- Pump Efficiency - Lab 3Document8 paginiPump Efficiency - Lab 3KhalilHussainÎncă nu există evaluări
- Sundyne LMV-311 ManualDocument77 paginiSundyne LMV-311 ManualShantanu SamajdarÎncă nu există evaluări
- CF Turbo ToturialDocument66 paginiCF Turbo Toturialmohmehr50% (2)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDe la EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineEvaluare: 5 din 5 stele5/5 (1)
- Rotating EquipmentDocument235 paginiRotating EquipmentpraSHANT2331100% (5)
- Rotating Equipment MeasurementDocument15 paginiRotating Equipment MeasurementAndinata SitepuÎncă nu există evaluări
- Pump and Compressor 2Document52 paginiPump and Compressor 2SaravananRamasamy100% (3)
- PUMP TrainingDocument130 paginiPUMP TrainingTirta Budiawan100% (4)
- 14 - Introduction To Rotating Equipment Maintenance PDFDocument456 pagini14 - Introduction To Rotating Equipment Maintenance PDFShubhamShukla100% (1)
- Know Your Equipment - Centrifugal PumpDocument93 paginiKnow Your Equipment - Centrifugal Pumpsgupta_615796100% (1)
- Forsthoffer's Rotating Equipment HandbookDocument411 paginiForsthoffer's Rotating Equipment HandbookkarthickmectrÎncă nu există evaluări
- Pump Maintenance Procedures 1Document7 paginiPump Maintenance Procedures 1Shraddha Raut100% (1)
- Rotating Equipment Knowledge2Document20 paginiRotating Equipment Knowledge2SingSareblakKanaManah100% (1)
- KGM Centrif CompDocument139 paginiKGM Centrif CompAsif SaleemÎncă nu există evaluări
- Rotating Equipment Study Material - GEDPDocument15 paginiRotating Equipment Study Material - GEDPahmdeidÎncă nu există evaluări
- Rotating EquipmentDocument202 paginiRotating EquipmentJithin Rajan Joseph100% (1)
- Centrifugal PumpDocument31 paginiCentrifugal PumpGilang AdityaÎncă nu există evaluări
- Rotating Equipment Start Up Operation Maintenance TroubleshootingDocument4 paginiRotating Equipment Start Up Operation Maintenance TroubleshootingGhulam MurtazaÎncă nu există evaluări
- CompressorDocument118 paginiCompressorNag Raj100% (3)
- 04 Rotating Equipment PDFDocument82 pagini04 Rotating Equipment PDFViswanathPvÎncă nu există evaluări
- Maintenance of PumpsDocument22 paginiMaintenance of PumpsBhaumik Bhuva100% (2)
- Mechanical Seal Application (Eagleburgmann)Document30 paginiMechanical Seal Application (Eagleburgmann)Jai-Hong ChungÎncă nu există evaluări
- Rotating EquipmentDocument5 paginiRotating EquipmentحيدرالركابيÎncă nu există evaluări
- Centrifugal Pump OverloadingDocument2 paginiCentrifugal Pump OverloadingAbdul AlimÎncă nu există evaluări
- Course2a-Energy Efficiency PDFDocument59 paginiCourse2a-Energy Efficiency PDFNazaruddin SinagaÎncă nu există evaluări
- SG12 L1 - Rotating Equipment (Pumps)Document21 paginiSG12 L1 - Rotating Equipment (Pumps)mohammadazraiÎncă nu există evaluări
- Vertical Pumps Repairs Standards VPRSDocument44 paginiVertical Pumps Repairs Standards VPRSAlvialvarez100% (1)
- Equipment MaintenanceDocument102 paginiEquipment MaintenanceTg TarroÎncă nu există evaluări
- Rotating Equipment 2020 - HandoutpptxDocument46 paginiRotating Equipment 2020 - HandoutpptxTimothy JordanÎncă nu există evaluări
- ReciprocatingDocument103 paginiReciprocatingmahesh100% (2)
- Listing of Installation (Gas Compressor Facilities)Document36 paginiListing of Installation (Gas Compressor Facilities)AyaanÎncă nu există evaluări
- Pump MaintenanceDocument9 paginiPump Maintenancemvbm3150% (2)
- Positive Displacement CompressorDocument30 paginiPositive Displacement CompressorchaitanyaÎncă nu există evaluări
- Mechanical Seals ModuleDocument93 paginiMechanical Seals ModuleAnthony May100% (1)
- CompressorsDocument108 paginiCompressorsZulkeefal DarÎncă nu există evaluări
- Gas Turbine - Compressor AlignmentDocument2 paginiGas Turbine - Compressor AlignmentNazmiÎncă nu există evaluări
- PumpsDocument80 paginiPumpsMuhammad Nursalam100% (1)
- Mechanical Seal Presentation (2009)Document28 paginiMechanical Seal Presentation (2009)LelosPinelos123100% (5)
- Pumps Centrifugal and ReciprocatingDocument24 paginiPumps Centrifugal and ReciprocatingumarÎncă nu există evaluări
- Mechanical Static and Rotating ProcedureDocument13 paginiMechanical Static and Rotating ProcedureMiky Andrean100% (3)
- LMV 322 Iom - 0603Document53 paginiLMV 322 Iom - 0603hacenescribdÎncă nu există evaluări
- Pump MaintenanceDocument3 paginiPump MaintenancemhnmndrkÎncă nu există evaluări
- API-610 An OverviewDocument35 paginiAPI-610 An OverviewHarry Ansari100% (2)
- Pumps, Compressors, Turbines Operation, Maintenance & TroubleshootingDocument2 paginiPumps, Compressors, Turbines Operation, Maintenance & Troubleshootingm_alodat6144100% (1)
- Nupro Relief Valves PDFDocument8 paginiNupro Relief Valves PDFgeverett2765Încă nu există evaluări
- CM M 03 AlignmentDocument76 paginiCM M 03 AlignmentAjay RanganathanÎncă nu există evaluări
- Siemens Rotating Machinery GuideDocument191 paginiSiemens Rotating Machinery GuideSathish KumarÎncă nu există evaluări
- RP Alignment Rev0 26.03.2007Document40 paginiRP Alignment Rev0 26.03.2007Dhanish KumarÎncă nu există evaluări
- Engineering Design Guidelines - Compressors Rev02Document32 paginiEngineering Design Guidelines - Compressors Rev02Guruxyz100% (1)
- 01 CECO Compressor Maintenance PhlosophyDocument96 pagini01 CECO Compressor Maintenance PhlosophyHelderCS100% (2)
- Pump Wisdom: Problem Solving for Operators and SpecialistsDe la EverandPump Wisdom: Problem Solving for Operators and SpecialistsÎncă nu există evaluări
- Second-Order Systems: Transient Response Specifications of A Unit Step FunctionDocument13 paginiSecond-Order Systems: Transient Response Specifications of A Unit Step FunctionMamdouhAlhanafyÎncă nu există evaluări
- Introduction To Control: By: Dr. Talal MandourahDocument12 paginiIntroduction To Control: By: Dr. Talal MandourahMamdouhAlhanafyÎncă nu există evaluări
- State Space Models: Lecture 6 & 7Document6 paginiState Space Models: Lecture 6 & 7MamdouhAlhanafyÎncă nu există evaluări
- Automatic Control Laplace Inverse Theorem: Lecture 2 & 3Document8 paginiAutomatic Control Laplace Inverse Theorem: Lecture 2 & 3MamdouhAlhanafyÎncă nu există evaluări
- Mathematical Modeling of Dynamic Systems: Lecture 4 & 5Document6 paginiMathematical Modeling of Dynamic Systems: Lecture 4 & 5MamdouhAlhanafyÎncă nu există evaluări
- 16 - Turbo Expanders 0Document13 pagini16 - Turbo Expanders 0MamdouhAlhanafy100% (1)
- Pressure Relief Devices Scott OstrowskiDocument82 paginiPressure Relief Devices Scott OstrowskiAffify AfifyÎncă nu există evaluări
- Why Vibration Testing Needed?Document12 paginiWhy Vibration Testing Needed?MamdouhAlhanafyÎncă nu există evaluări
- Chapter 2 - Maintenance PoliciesDocument62 paginiChapter 2 - Maintenance PoliciesMamdouhAlhanafy100% (2)
- Types of Supercharger: Positive DisplacementDocument10 paginiTypes of Supercharger: Positive DisplacementMamdouhAlhanafyÎncă nu există evaluări
- Hydrulic Hose and FittingDocument66 paginiHydrulic Hose and FittingMamdouhAlhanafyÎncă nu există evaluări
- Improving Pumping System PerformanceDocument122 paginiImproving Pumping System PerformanceFSnyderJr100% (7)
- Die Bosch ABS The World's First System For Closed-Loop Control of Vehicle DynamicsDocument27 paginiDie Bosch ABS The World's First System For Closed-Loop Control of Vehicle DynamicsMamdouhAlhanafy100% (1)
- Helicoil GB 0180Document40 paginiHelicoil GB 0180MamdouhAlhanafyÎncă nu există evaluări
- Why Vibration Testing Needed?Document12 paginiWhy Vibration Testing Needed?MamdouhAlhanafyÎncă nu există evaluări
- Fluid Moving MachineriesDocument37 paginiFluid Moving MachineriesJeetendra YadavÎncă nu există evaluări
- Irrigation Pump - 65x50 FS2JA 5 11Document4 paginiIrrigation Pump - 65x50 FS2JA 5 11dimchienÎncă nu există evaluări
- WO23465 HH160i X Cat C-7 - Phu Bia MiningDocument117 paginiWO23465 HH160i X Cat C-7 - Phu Bia MiningTego_903779395100% (1)
- Flowserve D800 IOM PCN 75373613-0504Document37 paginiFlowserve D800 IOM PCN 75373613-0504Jorge Daniel Hernandez100% (1)
- Vertical MultiStage Pump Data SheetDocument6 paginiVertical MultiStage Pump Data Sheetسمير البسيونى100% (1)
- Catalogue - Eng Pompe NocchiDocument211 paginiCatalogue - Eng Pompe NocchiVirgiliuParvuÎncă nu există evaluări
- KSBDocument21 paginiKSBOktiara Dwita PertiwiÎncă nu există evaluări
- CF PumpsDocument133 paginiCF PumpsNilesh GohelÎncă nu există evaluări
- Pump Suction Pipe Design Considerations PDFDocument8 paginiPump Suction Pipe Design Considerations PDFhogsp1Încă nu există evaluări
- Rotodynamics Pumps PDFDocument537 paginiRotodynamics Pumps PDFAngel E. Luque Godoy100% (4)
- Addi Examples Pipe3Document10 paginiAddi Examples Pipe3Diego MorenoÎncă nu există evaluări
- 339 0047 0001Document74 pagini339 0047 0001zzapiecheÎncă nu există evaluări
- 6 - Francis Turbine PDFDocument39 pagini6 - Francis Turbine PDFMohamed YaserÎncă nu există evaluări
- 0Document193 pagini0Halilibrahim Taktak100% (1)
- API 610 PumpsDocument8 paginiAPI 610 PumpsSaurabh Singh67% (3)
- Efficiency-Boiler & TurbineDocument21 paginiEfficiency-Boiler & TurbineAnand Swami100% (1)
- M Conventional Activated Sludge Treatment Anoxic Zone MixingDocument18 paginiM Conventional Activated Sludge Treatment Anoxic Zone MixingQuốc TuyênÎncă nu există evaluări
- 9A23303 Fluid Flow in Bio ProcessesDocument4 pagini9A23303 Fluid Flow in Bio ProcessessivabharathamurthyÎncă nu există evaluări
- Handout 4b Alat Transfer Fluida 1 PompaDocument51 paginiHandout 4b Alat Transfer Fluida 1 PompadeniÎncă nu există evaluări
- Previews HI 9 6 1 2012 PreDocument12 paginiPreviews HI 9 6 1 2012 Prearundhamodharan4294Încă nu există evaluări
- Chapter 9 Pump SelectionDocument40 paginiChapter 9 Pump SelectionDuke ThibbotuwawaÎncă nu există evaluări
- 18 Process Plant Layout Engineering - Course SyllabusDocument15 pagini18 Process Plant Layout Engineering - Course Syllabusafraz_xec100% (1)
- List of Indian Standards On PumpsDocument8 paginiList of Indian Standards On Pumpskiki270977Încă nu există evaluări
- Centrifugal Pump FundamentalsDocument30 paginiCentrifugal Pump FundamentalsdndudcÎncă nu există evaluări
- What Is The Driving Force For Fluid FlowDocument3 paginiWhat Is The Driving Force For Fluid FlowAnonymous mr3iHGu5Încă nu există evaluări