S-ar putea să vă placă și
- Heating InductionDocument6 paginiHeating InductionAnonymous HzbpFGY80Încă nu există evaluări
- Heat-Treatment of High Carbon Steel Wire - PatentingDocument4 paginiHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Resistance and Special WeldingDocument24 paginiResistance and Special WeldingKBSMANITÎncă nu există evaluări
- Lecture 13 - HEAT FLOW AND HEAT BALANCE IN WELDINGDocument10 paginiLecture 13 - HEAT FLOW AND HEAT BALANCE IN WELDINGVINAYAK SHARMAÎncă nu există evaluări
- PIX4D Simply PowerfulDocument43 paginiPIX4D Simply PowerfulJUAN BAQUEROÎncă nu există evaluări
- Health Promotion Throughout The Life Span 7th Edition Edelman Test BankDocument35 paginiHealth Promotion Throughout The Life Span 7th Edition Edelman Test Bankcourtneyharrisbpfyrkateq100% (17)
- 4 Eng Induction Welded Small Diameter TubeDocument22 pagini4 Eng Induction Welded Small Diameter TubeDimitri PanagiotouÎncă nu există evaluări
- Heat Pipe SelectionDocument6 paginiHeat Pipe SelectionSridhar RaoÎncă nu există evaluări
- Optimal Design Approach of Inductors For Mass Heating ProcessesDocument6 paginiOptimal Design Approach of Inductors For Mass Heating ProcessesInternational Journal of Application or Innovation in Engineering & ManagementÎncă nu există evaluări
- Current Calculation For BusbarsDocument41 paginiCurrent Calculation For Busbarsraghuveeranush0% (1)
- Cryogenics: M. Abdel-Bary, S. Abdel-Samad, G.A. Elawadi, K. Kilian, J. RitmanDocument6 paginiCryogenics: M. Abdel-Bary, S. Abdel-Samad, G.A. Elawadi, K. Kilian, J. Ritmansarika4990Încă nu există evaluări
- Carry Heat Away From Power Modules PCBsDocument8 paginiCarry Heat Away From Power Modules PCBsAmir Hooshang Ghadymi MahaniÎncă nu există evaluări
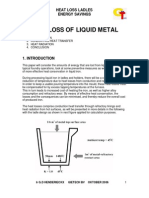
- Heat Loss of Liquid MetalDocument7 paginiHeat Loss of Liquid Metalmarcotulio123Încă nu există evaluări
- First Tests of Bi-Y T-FDocument8 paginiFirst Tests of Bi-Y T-FEBEÎncă nu există evaluări
- Induction Heating Tecnology - VerDocument8 paginiInduction Heating Tecnology - Verdenivaldo2009Încă nu există evaluări
- Thermal Design Consideration For Surface Mount LayoutsDocument16 paginiThermal Design Consideration For Surface Mount LayoutsRicardoÎncă nu există evaluări
- Analysis of A Heat Pipe Assisted Heat SinkDocument6 paginiAnalysis of A Heat Pipe Assisted Heat SinkBALAMUGUNDANÎncă nu există evaluări
- Design of Compact Plate Fin Heat ExchangerDocument61 paginiDesign of Compact Plate Fin Heat ExchangerIndra Uchiha100% (3)
- Exploring Temper BeadDocument11 paginiExploring Temper BeadvaseaÎncă nu există evaluări
- HTML - Articles - Exploring Temper BeadDocument11 paginiHTML - Articles - Exploring Temper BeadSharad ShahÎncă nu există evaluări
- Processes Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringDocument29 paginiProcesses Involved in Production of Aluminium Sheets: Department of Mechanical EngineeringSudeepHandikherkarÎncă nu există evaluări
- Temperature Distribution in Aluminum Extrusion BilletsDocument28 paginiTemperature Distribution in Aluminum Extrusion BilletsrobadvancedautomatioÎncă nu există evaluări
- Fabrication of Hot Induction Bends - MannesmannDocument15 paginiFabrication of Hot Induction Bends - MannesmannZeljko RisticÎncă nu există evaluări
- Heat Conservation in Liquid Iron, 2005-07-10Document5 paginiHeat Conservation in Liquid Iron, 2005-07-10arnaldorcr8646100% (1)
- Heat Sink Selection in ElectronicsDocument12 paginiHeat Sink Selection in ElectronicsPravat Kumar BeheraÎncă nu există evaluări
- Heating and Cooling of Circular Saws: K KT KTTDocument8 paginiHeating and Cooling of Circular Saws: K KT KTTte2makanza5279Încă nu există evaluări
- Dr. Valery Rudnev: Director, Science and Technology, Inductoheat GroupDocument4 paginiDr. Valery Rudnev: Director, Science and Technology, Inductoheat GroupdhruvÎncă nu există evaluări
- Heat Pipe Engineering EbookDocument18 paginiHeat Pipe Engineering EbookVenkitaraj K PÎncă nu există evaluări
- l'LA!MA Hot Machining For New Engineering Materials : Wear, 139 (1990) 251-267 251Document17 paginil'LA!MA Hot Machining For New Engineering Materials : Wear, 139 (1990) 251-267 251GAURAV KUMARÎncă nu există evaluări
- Tips For The Practitioner.: Flame StraighteningDocument2 paginiTips For The Practitioner.: Flame StraighteningmikirscÎncă nu există evaluări
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 paginiReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliÎncă nu există evaluări
- 1.2 Resistance and Special WeldingDocument14 pagini1.2 Resistance and Special WeldingnikhilbathamÎncă nu există evaluări
- Control of Longitudinal Bending Distortion of Built-Up Beams by High-Frequency Induction HeatingDocument6 paginiControl of Longitudinal Bending Distortion of Built-Up Beams by High-Frequency Induction Heatinglaz_kÎncă nu există evaluări
- Metal Characteristics Part 2Document48 paginiMetal Characteristics Part 2Ali RayyaÎncă nu există evaluări
- NUCOR Paper-Round CasterDocument4 paginiNUCOR Paper-Round CasterJackthejackÎncă nu există evaluări
- Creep Failure of HP Modified Reformer TubeDocument20 paginiCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Buet Steel Article On RRMDocument10 paginiBuet Steel Article On RRMElafanÎncă nu există evaluări
- AISI 1015 Carbon Steel NitridedDocument4 paginiAISI 1015 Carbon Steel NitridedRamil SerdanÎncă nu există evaluări
- 21, Rue D'artois, F-75008 PARIS: CIGRE 2012Document8 pagini21, Rue D'artois, F-75008 PARIS: CIGRE 2012Hugh EdwardsÎncă nu există evaluări
- Ladle Furnace Refractory Lining: A Review: Dashrath Singh KathaitDocument8 paginiLadle Furnace Refractory Lining: A Review: Dashrath Singh KathaitHameedÎncă nu există evaluări
- Penthouse Spring 1996Document2 paginiPenthouse Spring 1996John M. CavoteÎncă nu există evaluări
- A Presentation On: Use of Copper Heat Sink To Improve Quality of Weld in AISI 304LDocument20 paginiA Presentation On: Use of Copper Heat Sink To Improve Quality of Weld in AISI 304Lrakesh ranjanÎncă nu există evaluări
- Heat Exchanger Design: ME 310 Thermo-Fluid System DesignDocument30 paginiHeat Exchanger Design: ME 310 Thermo-Fluid System DesignAlif RifatÎncă nu există evaluări
- 01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeDocument6 pagini01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeŞarîngă George AlexandruÎncă nu există evaluări
- Analysis of Temperature Loss of Hot Metal During Hot Rolling Process at Steel PlantDocument7 paginiAnalysis of Temperature Loss of Hot Metal During Hot Rolling Process at Steel PlantIJMERÎncă nu există evaluări
- AAAdddd 1Document3 paginiAAAdddd 1Anonymous ufMAGXcskMÎncă nu există evaluări
- Induction FurnaceDocument0 paginiInduction Furnaceshaishav upadhyayÎncă nu există evaluări
- Induction Bar and Edge Heating Technology in The Hot Strip MillDocument8 paginiInduction Bar and Edge Heating Technology in The Hot Strip MillJJÎncă nu există evaluări
- Iiw 1693 05Document19 paginiIiw 1693 05Pradip Goswami100% (1)
- All About The Design of HeatsinksDocument40 paginiAll About The Design of Heatsinks조용규Încă nu există evaluări
- Steel Pr.Document11 paginiSteel Pr.Elhady0092Încă nu există evaluări
- The TEMPCORE ProcessDocument15 paginiThe TEMPCORE ProcessShanna Lee100% (1)
- Journal of Materials Processing TechnologyDocument8 paginiJournal of Materials Processing TechnologyHARIMETLYÎncă nu există evaluări
- Steam Locomotive Construction and MaintenanceDe la EverandSteam Locomotive Construction and MaintenanceÎncă nu există evaluări
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDe la EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonÎncă nu există evaluări
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeDe la EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeÎncă nu există evaluări
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDe la EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÎncă nu există evaluări
- Electromagnetic Stirring in Slab CastersDocument14 paginiElectromagnetic Stirring in Slab CastersClaire HamantÎncă nu există evaluări
- AC Axial Fan W4E500GM0301 ENG PDFDocument6 paginiAC Axial Fan W4E500GM0301 ENG PDFClaire HamantÎncă nu există evaluări
- Kendeil K21 - TYPE PDFDocument4 paginiKendeil K21 - TYPE PDFClaire HamantÎncă nu există evaluări
- DaNews164 PDFDocument0 paginiDaNews164 PDFClaire Hamant100% (1)
- DaNews165 PDFDocument100 paginiDaNews165 PDFClaire HamantÎncă nu există evaluări
- Vag Option CodesDocument225 paginiVag Option CodestiponatisÎncă nu există evaluări
- Panasonic TroubleshootingDocument56 paginiPanasonic Troubleshootingdanila_b100% (2)
- Impact of Retrofitting Existing Combined Heat and Power Plant With Polygeneration of Biomethane PDFDocument16 paginiImpact of Retrofitting Existing Combined Heat and Power Plant With Polygeneration of Biomethane PDFAwais Salman0% (1)
- Halfen Cast-In Channels: HTA-CE 50/30P HTA-CE 40/22PDocument92 paginiHalfen Cast-In Channels: HTA-CE 50/30P HTA-CE 40/22PTulusÎncă nu există evaluări
- DR PDFDocument252 paginiDR PDFa_ouchar0% (1)
- Module 1 Notes The White Bird Reading The Image Painting Analysis PDFDocument4 paginiModule 1 Notes The White Bird Reading The Image Painting Analysis PDFMelbely Rose Apigo BaduaÎncă nu există evaluări
- Math AA SL P 1 Marks SchemeDocument6 paginiMath AA SL P 1 Marks SchemeMrin GhoshÎncă nu există evaluări
- DISPOSABLE GLOVES CATALOG 2023npDocument4 paginiDISPOSABLE GLOVES CATALOG 2023npTeodylee CruzÎncă nu există evaluări
- Updated G10 Class Routine Effective From 12 January 2023Document1 paginăUpdated G10 Class Routine Effective From 12 January 2023NiloyÎncă nu există evaluări
- ZF-FreedomLine TransmissionDocument21 paginiZF-FreedomLine TransmissionHerbert M. Zayco100% (1)
- DOC-20161226-WA0009 DiagramaDocument61 paginiDOC-20161226-WA0009 DiagramaPedroÎncă nu există evaluări
- Ficha Tecnica-Skyjack SJ3219 8mtDocument2 paginiFicha Tecnica-Skyjack SJ3219 8mtLESLY MILENA MORENO CORALÎncă nu există evaluări
- Cost Analysis - Giberson Art GlassDocument3 paginiCost Analysis - Giberson Art GlassSessy Saly50% (2)
- Gypsum Plasterboard: National Standard of The People'S Republic of ChinaDocument15 paginiGypsum Plasterboard: National Standard of The People'S Republic of ChinaGarry100% (2)
- Goliath 90 v129 eDocument129 paginiGoliath 90 v129 eerkanÎncă nu există evaluări
- Highway-And-Railroad-Engineering SummaryDocument15 paginiHighway-And-Railroad-Engineering SummaryRodin James GabrilloÎncă nu există evaluări
- NCP Orif Right Femur Post OpDocument2 paginiNCP Orif Right Femur Post OpCen Janber CabrillosÎncă nu există evaluări
- Paediatric Intake Form Modern OT 2018Document6 paginiPaediatric Intake Form Modern OT 2018SefÎncă nu există evaluări
- Main Girders: CrossDocument3 paginiMain Girders: Crossmn4webÎncă nu există evaluări
- Bomba MixerDocument2 paginiBomba MixerBinelli79Încă nu există evaluări
- The Light Fantastic by Sarah CombsDocument34 paginiThe Light Fantastic by Sarah CombsCandlewick PressÎncă nu există evaluări
- Sustainable Events Guide May 30 2012 FINAL PDFDocument118 paginiSustainable Events Guide May 30 2012 FINAL PDFInter 4DMÎncă nu există evaluări
- Fully Automatic Coffee Machine - Slimissimo - IB - SCOTT UK - 2019Document20 paginiFully Automatic Coffee Machine - Slimissimo - IB - SCOTT UK - 2019lazareviciÎncă nu există evaluări
- Cathodic Protection Catalog - New 8Document1 paginăCathodic Protection Catalog - New 8dhineshÎncă nu există evaluări
- Module-4 (PDFDrive)Document67 paginiModule-4 (PDFDrive)Divya priya KÎncă nu există evaluări
- TNM History Updated June2017Document2 paginiTNM History Updated June2017Lucas AndreoÎncă nu există evaluări
- Fig. 4 Phasor Diagram of P.TDocument31 paginiFig. 4 Phasor Diagram of P.Tdon aÎncă nu există evaluări
- Shree New Price List 2016-17Document13 paginiShree New Price List 2016-17ontimeÎncă nu există evaluări
- World's Standard Model G6A!: Low Signal RelayDocument9 paginiWorld's Standard Model G6A!: Low Signal RelayEgiÎncă nu există evaluări
- Fyp-Hydraulic Brakes CompleteDocument32 paginiFyp-Hydraulic Brakes CompleteRishabh JainÎncă nu există evaluări