S-ar putea să vă placă și
- Je Professional InstituteDocument126 paginiJe Professional InstituterihanÎncă nu există evaluări
- Thermodynamics Lab ManualDocument9 paginiThermodynamics Lab ManualEr Shankar Singh Dhami100% (2)
- What SF6 Gas TestingDocument4 paginiWhat SF6 Gas TestingAnonymous V1oLCBÎncă nu există evaluări
- Electrical Certificate of Compliance and Electrical Safety CertificateDocument1 paginăElectrical Certificate of Compliance and Electrical Safety CertificateAnonymous uwpXtHwLÎncă nu există evaluări
- Components:: R1 R2 R3 R4 C1 C2 D1 D2Document3 paginiComponents:: R1 R2 R3 R4 C1 C2 D1 D2Anton Pers100% (1)
- Closed Feed Water HeatersDocument56 paginiClosed Feed Water HeatersAnudeep ChittluriÎncă nu există evaluări
- 12.0 Cooling Towers and LightingDocument55 pagini12.0 Cooling Towers and LightingNesarkiran BagadeÎncă nu există evaluări
- Understanding Process Equipment for Operators and EngineersDe la EverandUnderstanding Process Equipment for Operators and EngineersEvaluare: 4.5 din 5 stele4.5/5 (3)
- Shell and Tube Heat ExchangerDocument36 paginiShell and Tube Heat ExchangerSiti Nurshahira67% (3)
- Automatic Gun Targeting SystemDocument19 paginiAutomatic Gun Targeting SystemManam Nobal100% (1)
- Design of Air Pre Heater and EconomizerDocument4 paginiDesign of Air Pre Heater and EconomizerRyan PerezÎncă nu există evaluări
- The Fundamentals of Heat ExchangersDocument4 paginiThe Fundamentals of Heat ExchangersJojie-Ann AlabarcaÎncă nu există evaluări
- Heat ExchangerDocument26 paginiHeat ExchangerTasnim Arif100% (2)
- Improve The Efficiency of Heat Exchanger in Oil CoolerDocument29 paginiImprove The Efficiency of Heat Exchanger in Oil CoolerMuhammad RustamÎncă nu există evaluări
- PEPOI Condenser Performance BasicsDocument26 paginiPEPOI Condenser Performance BasicsFranz MonsantoÎncă nu există evaluări
- Load CellDocument4 paginiLoad CelljakobÎncă nu există evaluări
- Module 5 Heat Exchanger Design - Part 1Document24 paginiModule 5 Heat Exchanger Design - Part 1Prince immanent BopapeÎncă nu există evaluări
- Double Pipe by Sannan & HarisDocument72 paginiDouble Pipe by Sannan & HarisQuân Nguyễn ĐìnhÎncă nu există evaluări
- CondenserDocument57 paginiCondenserEzhil Vendhan Palanisamy100% (1)
- PressurenDrop in Double Pipe Heat ExchangersDocument5 paginiPressurenDrop in Double Pipe Heat ExchangersdikimÎncă nu există evaluări
- Qpedia Oct14 Heat Transfer Calculations of ThermosyphonDocument5 paginiQpedia Oct14 Heat Transfer Calculations of ThermosyphonHMMSPÎncă nu există evaluări
- Double Pipe Heat Exchanger - SsDocument72 paginiDouble Pipe Heat Exchanger - SsNathanian100% (2)
- Lecture 3-1 - Heat Exchanger CalculationsDocument50 paginiLecture 3-1 - Heat Exchanger CalculationsBilal AhmedÎncă nu există evaluări
- CondenserDocument72 paginiCondensersprotkar100% (5)
- Double Pipe HXDocument67 paginiDouble Pipe HXKendin Yap Fikirleri Diy0% (1)
- Heat ExchangerDocument104 paginiHeat ExchangerAdiela Syuhada RoslanÎncă nu există evaluări
- Marine Engineering 1921Document908 paginiMarine Engineering 1921Samuel Sneddon-Nelmes0% (1)
- Fuel CellDocument14 paginiFuel CellJohnNeilBiberaÎncă nu există evaluări
- Precooling and Storage FacilitiesDocument136 paginiPrecooling and Storage FacilitiesspurwonofjpÎncă nu există evaluări
- CondenserDocument37 paginiCondenserGaurav SrivastavaÎncă nu există evaluări
- Heat Exchanger Performance PDFDocument18 paginiHeat Exchanger Performance PDFcynaiduÎncă nu există evaluări
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringDe la EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringÎncă nu există evaluări
- Heat ExchangersDocument30 paginiHeat Exchangerstakis.papadopoulos6672Încă nu există evaluări
- Topic 4 Heat ExchangersDocument37 paginiTopic 4 Heat Exchangersar1001876Încă nu există evaluări
- Lowest Shell Side Thermal Resistance !!!: Design of Condensers/Condensing ZonesDocument42 paginiLowest Shell Side Thermal Resistance !!!: Design of Condensers/Condensing ZonesMargarida PedroÎncă nu există evaluări
- Heat Transfer and Heat ExchangersDocument39 paginiHeat Transfer and Heat ExchangersPradeepÎncă nu există evaluări
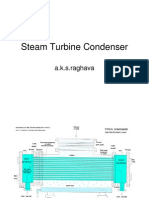
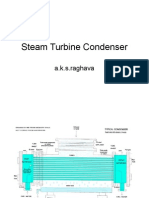
- Steam Turbine Condenser: A.k.s.raghavaDocument72 paginiSteam Turbine Condenser: A.k.s.raghavaRachit KhannaÎncă nu există evaluări
- University of Tennessee - ChattanoogaDocument49 paginiUniversity of Tennessee - ChattanoogaMALIK ZARYABBABARÎncă nu există evaluări
- Basics of Heat-Exchangers Design by N. SinagaDocument81 paginiBasics of Heat-Exchangers Design by N. SinagaİBRAHİM HAZAR AYTULUNÎncă nu există evaluări
- Meshkat Design Heat ExchangerDocument36 paginiMeshkat Design Heat ExchangerjdedfvÎncă nu există evaluări
- Introduction ThermosyphonDocument4 paginiIntroduction Thermosyphonapi-19728721Încă nu există evaluări
- Heat TransferDocument24 paginiHeat TransferKavin RajÎncă nu există evaluări
- Che 801 WHBDocument51 paginiChe 801 WHBTaha Furkan GülÎncă nu există evaluări
- hlL3 - SSHT II 201213Document30 paginihlL3 - SSHT II 201213Will Morgan-EvansÎncă nu există evaluări
- Thermal Resistance of Steam Condensation in Horizontal Tube BundlesDocument8 paginiThermal Resistance of Steam Condensation in Horizontal Tube BundlesRavinder SinghÎncă nu există evaluări
- Jgl710 30 CondenserDocument37 paginiJgl710 30 CondenserVaibhav SarinÎncă nu există evaluări
- Heat Exchanger Design - Part 1Document26 paginiHeat Exchanger Design - Part 1Siddhant SoymonÎncă nu există evaluări
- Heat ExchangerDocument5 paginiHeat ExchangerPragya Mehta100% (1)
- Experiment No. 03 Aim: To Determine The Heat Transfer Coefficient in Natural ConvectionDocument6 paginiExperiment No. 03 Aim: To Determine The Heat Transfer Coefficient in Natural Convectionpriya3939Încă nu există evaluări
- Experimental Investigation of Heat TransfeRDocument20 paginiExperimental Investigation of Heat TransfeRsurajÎncă nu există evaluări
- Basic Refinery Equipment - Heat Exchanger (E003/1)Document27 paginiBasic Refinery Equipment - Heat Exchanger (E003/1)ebsmsart100% (1)
- Heat Transfre Subsea PipelinesDocument34 paginiHeat Transfre Subsea Pipelinesatils100% (1)
- Mini Secador (Termosifon)Document8 paginiMini Secador (Termosifon)princiquesoÎncă nu există evaluări
- Heat ExchangersDocument29 paginiHeat Exchangersprotoscope photographyÎncă nu există evaluări
- Metal RodDocument65 paginiMetal RodVidhya NairÎncă nu există evaluări
- Classification of Heat ExchangersDocument12 paginiClassification of Heat Exchangersvishal samundreÎncă nu există evaluări
- Rac HDocument260 paginiRac HYonas AlayuÎncă nu există evaluări
- Chapter 11 Heat TransferDocument21 paginiChapter 11 Heat TransferaimanrslnÎncă nu există evaluări
- Refrigeration and Air-Conditioning: Meng - 5212Document261 paginiRefrigeration and Air-Conditioning: Meng - 5212Young BrotherÎncă nu există evaluări
- Vapour Compression Refrigeration SystemDocument53 paginiVapour Compression Refrigeration SystemDivye Sethi0% (1)
- Heuristics: Dr. Rakesh KumarDocument42 paginiHeuristics: Dr. Rakesh KumarDEV RAJÎncă nu există evaluări
- Heat Sink 101Document12 paginiHeat Sink 101Eduardo Salgado EnríquezÎncă nu există evaluări
- A Modern Course in Statistical PhysicsDe la EverandA Modern Course in Statistical PhysicsEvaluare: 3.5 din 5 stele3.5/5 (2)
- Need of StorageDocument9 paginiNeed of StoragespurwonofjpÎncă nu există evaluări
- TRNSYS Simulation Mobile RefrigerationDocument10 paginiTRNSYS Simulation Mobile RefrigerationspurwonofjpÎncă nu există evaluări
- Review of Literature and Preliminary Experimental Thermosyphon LoopDocument11 paginiReview of Literature and Preliminary Experimental Thermosyphon LoopspurwonofjpÎncă nu există evaluări
- RefrigPipingHandbook SuvaDocument161 paginiRefrigPipingHandbook SuvaDaveB11WhitÎncă nu există evaluări
- Heat Pipes 2Document9 paginiHeat Pipes 2keerti06Încă nu există evaluări
- 83 Indonesia Backgrounder Why Salafism and Terrorism Don T Mix WebDocument63 pagini83 Indonesia Backgrounder Why Salafism and Terrorism Don T Mix WebridwansuronoÎncă nu există evaluări
- Firewall Suse LANDocument5 paginiFirewall Suse LANspurwonofjpÎncă nu există evaluări
- BCX51-16 BCX53-10 BCX53-16Document7 paginiBCX51-16 BCX53-10 BCX53-16Smriti SÎncă nu există evaluări
- EA SERS 495 Presentation PDFDocument36 paginiEA SERS 495 Presentation PDFAnonymous O9PMnP2FÎncă nu există evaluări
- DI Chap1Document9 paginiDI Chap1HuntingparxxÎncă nu există evaluări
- Foresee Emmc FEMDNN008G-08A39 DatasheetDocument29 paginiForesee Emmc FEMDNN008G-08A39 Datasheetsluz2000Încă nu există evaluări
- Radioactive Sources Used: Cesium-137Document22 paginiRadioactive Sources Used: Cesium-137ਸੁਖਪ੍ਰੀਤ ਸਿੰਘÎncă nu există evaluări
- SYNC - IEC60870-5-101 Master Interface User ManualDocument42 paginiSYNC - IEC60870-5-101 Master Interface User Manualarunss321Încă nu există evaluări
- Kholer 60reozjcDocument4 paginiKholer 60reozjcNoel GarciaÎncă nu există evaluări
- Cicuit BreakerDocument2 paginiCicuit BreakerPankaj DhimanÎncă nu există evaluări
- 7sr23 Dad FlyerDocument2 pagini7sr23 Dad Flyerali didebanÎncă nu există evaluări
- BDocument136 paginiBJuan Manuel Ugalde FrancoÎncă nu există evaluări
- SIM868 Series Hardware Design V1.06Document72 paginiSIM868 Series Hardware Design V1.06Армен ХачатурянÎncă nu există evaluări
- Mainboard d3220 d3221 d3222 d3227Document26 paginiMainboard d3220 d3221 d3222 d3227TrucuÎncă nu există evaluări
- System Restore MethodsDocument2 paginiSystem Restore MethodsShekharÎncă nu există evaluări
- Sepam Series 40 - 59604Document3 paginiSepam Series 40 - 59604octaÎncă nu există evaluări
- CH 20 Service ManualDocument58 paginiCH 20 Service ManualSoy GodinezÎncă nu există evaluări
- Crystal Tester: Presented By-Sudesha Basu Majumder (19BEE0228) Parichay Singh (19BEE0229)Document16 paginiCrystal Tester: Presented By-Sudesha Basu Majumder (19BEE0228) Parichay Singh (19BEE0229)Sudesha BasuÎncă nu există evaluări
- Specification MPU1200-Series-B ssks002Document6 paginiSpecification MPU1200-Series-B ssks002montanovillarroelfabiolalourdeÎncă nu există evaluări
- UHD UF680T 43.49.55.65 Spec 150907 PDFDocument2 paginiUHD UF680T 43.49.55.65 Spec 150907 PDFfreemayÎncă nu există evaluări
- TermisthorDocument3 paginiTermisthorHadi Khajouee NejadÎncă nu există evaluări
- 2009MY CM Manual AC SystemDocument4 pagini2009MY CM Manual AC SystemHumberto LojanÎncă nu există evaluări
- UMC22-FBP Tehnički PodatciDocument164 paginiUMC22-FBP Tehnički Podatcimkdo82Încă nu există evaluări
- GNU Radio lab: Instructor: Proff Do Trong Tuan Group: Kim Trung Hiếu Đỗ Thu Hà Tạ Thị Thanh Lâm DinaliDocument36 paginiGNU Radio lab: Instructor: Proff Do Trong Tuan Group: Kim Trung Hiếu Đỗ Thu Hà Tạ Thị Thanh Lâm DinaliThanh LâmÎncă nu există evaluări
- XY Plotter V2.02 Software ManualsDocument13 paginiXY Plotter V2.02 Software Manualsluizcaldeira13Încă nu există evaluări
- Tutorial MyrioDocument57 paginiTutorial MyrioLucky Pandu Melyanto100% (1)