S-ar putea să vă placă și
- DOBBI-Equipements ForageDocument114 paginiDOBBI-Equipements ForageMohamed Anis Boumaza100% (6)
- Tête Puits ForageDocument17 paginiTête Puits ForageMokr Achour67% (6)
- Les Outils Diamant Et PDC PDFDocument54 paginiLes Outils Diamant Et PDC PDFFa Teh100% (1)
- Formation JDF: Tome 2Document174 paginiFormation JDF: Tome 2Slim.BÎncă nu există evaluări
- Forage III Tubage Et CimentationDocument73 paginiForage III Tubage Et CimentationMohamed Anis Boumaza100% (5)
- Les Instrumentations en ForageDocument111 paginiLes Instrumentations en Forageعبد العزيز مروى100% (5)
- DST HMDocument13 paginiDST HMguibes100% (1)
- Cours Forage 02 PDFDocument6 paginiCours Forage 02 PDFlaid zegueb100% (1)
- Série de TD Fluides de FoargeDocument7 paginiSérie de TD Fluides de FoargeMohamed Anis Boumaza100% (1)
- Architecture D'un PuitsDocument12 paginiArchitecture D'un PuitsAicha Cher100% (5)
- Les Pertes en Cours de ForageDocument22 paginiLes Pertes en Cours de Forageabdou100% (2)
- Control de Venue-Inconnu - HydroDocument61 paginiControl de Venue-Inconnu - Hydrogasmigasmi100% (1)
- Boue de ForageDocument37 paginiBoue de ForageOussama SouidÎncă nu există evaluări
- Fluides de ForageDocument16 paginiFluides de ForageMessaoud Amr100% (2)
- Equipement de Forage de Forage Chap 02Document12 paginiEquipement de Forage de Forage Chap 02Mohamed GrineÎncă nu există evaluări
- Methodes de Controle Des Venues de Gaz Au Cours de Forage PetrolierDocument75 paginiMethodes de Controle Des Venues de Gaz Au Cours de Forage Petroliersalah eddine100% (2)
- Well Test SalahDocument20 paginiWell Test Salahmohamed elamine bourenane100% (2)
- Garniture de ForageDocument27 paginiGarniture de ForageAl Cataloni60% (5)
- Techniquesdeforage Cours2017Document13 paginiTechniquesdeforage Cours2017Raoul KoueksÎncă nu există evaluări
- Z Les Cours de ForageDocument165 paginiZ Les Cours de ForageBouazizizi MOHAMED50% (2)
- Correction Examen Forage DirigéDocument2 paginiCorrection Examen Forage Dirigéhoho91100% (4)
- Puits HorizontauxDocument38 paginiPuits Horizontauxderdouri100% (1)
- Indice de Productivité LiliDocument16 paginiIndice de Productivité LiliLyn DA100% (1)
- Chap 4 Master 2 - Fracturation Hydraulique-1Document26 paginiChap 4 Master 2 - Fracturation Hydraulique-1ayoub hamidane100% (1)
- Control de Venue Dans Un Puits PétrolierDocument59 paginiControl de Venue Dans Un Puits Pétrolieranis100% (1)
- 0 Tests Et Demarrage Des PuitsDocument21 pagini0 Tests Et Demarrage Des PuitsBilbon Sacket100% (2)
- Diagraphie PetroliereDocument5 paginiDiagraphie PetroliereTIDADINI100% (1)
- Unité Komey PresentationDocument16 paginiUnité Komey Presentationsaysamajo100% (1)
- Recupération AssistéeDocument48 paginiRecupération AssistéeAli Alnafe0% (1)
- OutilsdeForage Diapo PDFDocument129 paginiOutilsdeForage Diapo PDFAkrem HkimiÎncă nu există evaluări
- TP ForageDocument6 paginiTP Forageعبد العزيز مروى100% (1)
- Chapitre II Système de CirculationDocument23 paginiChapitre II Système de Circulationamine100% (4)
- Spécialité: PERFORMANCES Des Puits: Module 1: RESERVOIRDocument75 paginiSpécialité: PERFORMANCES Des Puits: Module 1: RESERVOIRPaterne Loubaki100% (2)
- Les Boues de ForageDocument36 paginiLes Boues de ForageAhmed Chahine100% (1)
- Forage HorizontalDocument47 paginiForage HorizontalRicano Abdou100% (2)
- Endommagement Des Puits HorizantauxDocument13 paginiEndommagement Des Puits Horizantauxsalah eddine100% (3)
- Le Système MWDDocument7 paginiLe Système MWDAli Alnafe100% (1)
- TD ForageDocument8 paginiTD Foragepro aca100% (2)
- 3 Grandes Etapes Projet Developpement PDFDocument2 pagini3 Grandes Etapes Projet Developpement PDFMatar Ndiaye100% (1)
- Fluides de ForageDocument72 paginiFluides de ForageBelkhirAouarib50% (2)
- Les Techniques de Forage Pétroliers-1Document29 paginiLes Techniques de Forage Pétroliers-1med sid100% (3)
- Montage Tête de PuitsDocument71 paginiMontage Tête de PuitsYvana Bouity100% (1)
- Generalite Sur Le ForageDocument25 paginiGeneralite Sur Le Forageloralara80% (5)
- Realisation D'un Puits HorizontalDocument23 paginiRealisation D'un Puits Horizontalsalah eddine75% (4)
- THÈME Evaluation Opération Du Tubage Et Cimentation de La Phase 812 À Hassi-Bekra (Cas Du PuitsOML72BIS)Document53 paginiTHÈME Evaluation Opération Du Tubage Et Cimentation de La Phase 812 À Hassi-Bekra (Cas Du PuitsOML72BIS)Mokr Achour100% (2)
- Expose Sur Les Boues de ForageDocument11 paginiExpose Sur Les Boues de ForageDeyoke0% (2)
- DIagraphie de RésistivitéDocument73 paginiDIagraphie de Résistivitécarlos neiraÎncă nu există evaluări
- Équipements de Forage Avec Coiled TubingDocument21 paginiÉquipements de Forage Avec Coiled Tubingadel lalouiÎncă nu există evaluări
- Forage Dirigé IAPDocument290 paginiForage Dirigé IAPsalah eddine100% (4)
- Calculs de Poids Des Drillcollar de ForageDocument21 paginiCalculs de Poids Des Drillcollar de ForageFarah Azz100% (1)
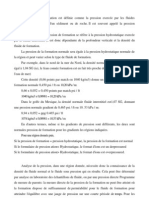
- Pression de FormationDocument3 paginiPression de FormationYasser Géologue100% (1)
- Équipement de Contrôle de VenueDocument116 paginiÉquipement de Contrôle de Venuemosli_100% (7)
- Initiation GisementDocument62 paginiInitiation Gisementhoho91100% (9)
- Le Forage NguyenDocument385 paginiLe Forage NguyenAli Lapaix89% (19)
- Presentation 0garnitureDocument117 paginiPresentation 0garnitureberrouiÎncă nu există evaluări
- ENAFOR Equipement de Levage 02Document34 paginiENAFOR Equipement de Levage 02Oussama SouidÎncă nu există evaluări
- Tiges & Masses - TigesDocument7 paginiTiges & Masses - Tigescompte netflixÎncă nu există evaluări
- Présentation Des Fasteners Février 2016Document154 paginiPrésentation Des Fasteners Février 2016Aymane QariohÎncă nu există evaluări
- 8 FiletagesDocument9 pagini8 FiletagesRegaieg HoussemÎncă nu există evaluări
- La Fracturation À L'acideDocument10 paginiLa Fracturation À L'acidemosli_Încă nu există evaluări
- La Fracturation À L'acideDocument10 paginiLa Fracturation À L'acidemosli_Încă nu există evaluări
- Etude Des Interphases de ForageDocument23 paginiEtude Des Interphases de Foragemosli_100% (1)
- Essais Des Puits - Objectifs, Matériel, DéroulemDocument74 paginiEssais Des Puits - Objectifs, Matériel, Déroulemmosli_100% (4)
- Methodes de Controle Des PuitsDocument79 paginiMethodes de Controle Des Puitsmosli_92% (39)
- Anomalies de PressionDocument136 paginiAnomalies de Pressionmosli_100% (6)
- WIRELINEDocument46 paginiWIRELINEmosli_100% (25)
- C I MentationDocument67 paginiC I Mentationmosli_100% (1)
- Cours Offshore 1 PDFDocument1 paginăCours Offshore 1 PDFmosli_100% (3)
- Complition Des PuitsDocument43 paginiComplition Des Puitsmosli_97% (30)
- EquipementDocument144 paginiEquipementmosli_100% (2)
- Équipement de Contrôle de VenueDocument116 paginiÉquipement de Contrôle de Venuemosli_100% (7)
- Chapitres 1.2.2bis.3.4.5Document245 paginiChapitres 1.2.2bis.3.4.5mosli_100% (3)
- Coiled TubingDocument41 paginiCoiled Tubingmosli_100% (10)
- Back Off & Side TrackDocument45 paginiBack Off & Side Trackmosli_100% (3)
- CH - Iii DiagraphieDocument13 paginiCH - Iii Diagraphiemosli_100% (4)
- Chapitre V PDFDocument14 paginiChapitre V PDFmosli_100% (1)
- MDR 1Document18 paginiMDR 1mosli_Încă nu există evaluări
- Diagraphie CH - II. (PÉTROPHYSIQUES)Document14 paginiDiagraphie CH - II. (PÉTROPHYSIQUES)mosli_Încă nu există evaluări
- ENI Operations de PuitsDocument212 paginiENI Operations de Puitsmosli_91% (23)
- Cours Offshore 2 PDFDocument2 paginiCours Offshore 2 PDFmosli_100% (1)
- Diagraohie Ch.i (Introduction)Document4 paginiDiagraohie Ch.i (Introduction)mosli_Încă nu există evaluări
- Complition Des PuitsDocument43 paginiComplition Des Puitsmosli_97% (30)
- UBD Chapitre IIDocument8 paginiUBD Chapitre IImosli_Încă nu există evaluări
- Organes Du MoteurDocument14 paginiOrganes Du Moteurmosli_50% (2)
- Hse 2 PDFDocument11 paginiHse 2 PDFmosli_Încă nu există evaluări
- Hse 1 PDFDocument10 paginiHse 1 PDFmosli_100% (19)
- UBD Chapitre IIIDocument4 paginiUBD Chapitre IIImosli_Încă nu există evaluări
- UBD Chapitre IDocument12 paginiUBD Chapitre Imosli_Încă nu există evaluări
- Nomenclature de La Chimie InorganiqueDocument18 paginiNomenclature de La Chimie Inorganiquejordy nzikaÎncă nu există evaluări
- Catalogue C2 MCDocument8 paginiCatalogue C2 MCKouassi MartialÎncă nu există evaluări
- Ingenierie ReseauxDocument90 paginiIngenierie ReseauxAnonymous WCNlcwÎncă nu există evaluări
- B COP Catalogue Ouvrages Protection 20211015 FRDocument152 paginiB COP Catalogue Ouvrages Protection 20211015 FRFatima Ezzahra KtaibÎncă nu există evaluări
- Fiches D'installation Des Équipements À Gaz Naturel Commercial ÉnergirDocument59 paginiFiches D'installation Des Équipements À Gaz Naturel Commercial ÉnergirRobert LevesqueÎncă nu există evaluări
- Module Maçonnerie TCDocument19 paginiModule Maçonnerie TCkaoutarÎncă nu există evaluări
- Feuille de Route Anais Amandine Projet 1 EnvironnementDocument6 paginiFeuille de Route Anais Amandine Projet 1 EnvironnementDyhia MouhoubÎncă nu există evaluări
- Datasheet Lead Carbon Battery FRDocument1 paginăDatasheet Lead Carbon Battery FRSINES FranceÎncă nu există evaluări
- Estimation de La Période Fondamentale de La StructureDocument13 paginiEstimation de La Période Fondamentale de La StructureMoh YagoubÎncă nu există evaluări
- Deuxième Memoire Sur Une Nouvelle Action de La LumièreDocument1 paginăDeuxième Memoire Sur Une Nouvelle Action de La LumièreSebouÎncă nu există evaluări
- FR Uniaxial PDFDocument1 paginăFR Uniaxial PDFIshak GoudjilÎncă nu există evaluări
- Catalogue Tarifaire 2023 PeriphDocument30 paginiCatalogue Tarifaire 2023 PeriphNomessi ADJIVONÎncă nu există evaluări
- Document 42Document25 paginiDocument 42G95 PfeÎncă nu există evaluări
- Chapitre 2 Synthèse Des Catalyseurs Supportées A Base D Oxyde D AlumineDocument45 paginiChapitre 2 Synthèse Des Catalyseurs Supportées A Base D Oxyde D Aluminerania dorbaniÎncă nu există evaluări
- Industrie KRAFTDocument42 paginiIndustrie KRAFThsini09100% (1)
- 2ie 1998 1 45Document11 pagini2ie 1998 1 45Lobby Lob GratuitÎncă nu există evaluări
- En7 8Document3 paginiEn7 8qazplm 1029Încă nu există evaluări
- Exercices 4 La Conductance Et La Conductivité Non CorrigeDocument1 paginăExercices 4 La Conductance Et La Conductivité Non CorrigeMajed Gharib100% (1)
- TD RDM-Poly 22-23Document16 paginiTD RDM-Poly 22-23AimaneÎncă nu există evaluări
- A.Z.K Equipement Zi Oloumi Bp2464 Libreville Tél:077 78 03 61/065547777Document3 paginiA.Z.K Equipement Zi Oloumi Bp2464 Libreville Tél:077 78 03 61/065547777laurent ewodjiÎncă nu există evaluări
- Brevet de Technicien Supérieur Enveloppe Du Bâtiment Façades - ÉtanchéitéDocument32 paginiBrevet de Technicien Supérieur Enveloppe Du Bâtiment Façades - ÉtanchéitéMejda KÎncă nu există evaluări
- td3 redoxE-pHDocument6 paginitd3 redoxE-pHEl Mounchit AyoubÎncă nu există evaluări
- Estion Des Déchets Ménagers Solides Dans La Ville de MonateleDocument33 paginiEstion Des Déchets Ménagers Solides Dans La Ville de MonateleGhislain CAYOÎncă nu există evaluări
- 7 - Types Corrosion PDFDocument20 pagini7 - Types Corrosion PDFWilson Njange100% (2)
- Condensateurs Professional PDFDocument95 paginiCondensateurs Professional PDFpaninaro2011Încă nu există evaluări
- Impact Des Matériaux Sur L'environnementDocument19 paginiImpact Des Matériaux Sur L'environnementhassumo699Încă nu există evaluări
- Note de Calcul Villa R 2 TIPAZADocument23 paginiNote de Calcul Villa R 2 TIPAZAĦăm Ză100% (22)
- Chapitre 1 Bio Molecule 22-23 PolyDocument15 paginiChapitre 1 Bio Molecule 22-23 PolyAyyûb BûhâfrâÎncă nu există evaluări
- Cours Filtration GaleniqueDocument8 paginiCours Filtration Galeniquessarroura8075% (4)
- Thèse MounirDocument237 paginiThèse MounirMounir GaidiÎncă nu există evaluări