S-ar putea să vă placă și
- Unidad 2 Dibujo TécnicoDocument8 paginiUnidad 2 Dibujo TécnicoKevin VelozÎncă nu există evaluări
- Unefa Unidad 2 Dibujo 1 - Ensayos de Calidad - Miguel2357Document2 paginiUnefa Unidad 2 Dibujo 1 - Ensayos de Calidad - Miguel2357Brayan Segovia0% (2)
- Unidad 4. Estructura de Datos en Funciones y Procedimientos PDFDocument7 paginiUnidad 4. Estructura de Datos en Funciones y Procedimientos PDFDaimely GonzalezÎncă nu există evaluări
- Magnitudes Fisicas y Sistema de Unidades 1Document9 paginiMagnitudes Fisicas y Sistema de Unidades 1Juan Jose UmañaÎncă nu există evaluări
- CORTES Y SECCIO-WPS OfficeDocument14 paginiCORTES Y SECCIO-WPS OfficeTachira LoTengo0% (1)
- Unidad 5. Estructuras Dinamicas y Estaticas de Almacenamiento de Datos.Document6 paginiUnidad 5. Estructuras Dinamicas y Estaticas de Almacenamiento de Datos.gcavalieri0% (1)
- Unidad I Pincipios Generales Del DibujoDocument21 paginiUnidad I Pincipios Generales Del Dibujotecdel50% (6)
- Trabajo Nuevo Dibujo T.Document20 paginiTrabajo Nuevo Dibujo T.Viclic100100% (6)
- Antologia - unidad-1.PDF DIBUJO TECNICODocument23 paginiAntologia - unidad-1.PDF DIBUJO TECNICOAna GabrielaÎncă nu există evaluări
- GuiaUNID 2 CONTENIDO 2.1 CortesDocument11 paginiGuiaUNID 2 CONTENIDO 2.1 Cortesbponte598278100% (6)
- Unefa - PROYECCIONES ORTOGONALESDocument12 paginiUnefa - PROYECCIONES ORTOGONALESwill9253Încă nu există evaluări
- MongeDocument6 paginiMongearthax1867% (3)
- Proyecciones OrtogonalesDocument16 paginiProyecciones OrtogonalesRomero MarielenaÎncă nu există evaluări
- Unidad 7Document7 paginiUnidad 7Kelvins HerreraÎncă nu există evaluări
- Capitulo 40Document3 paginiCapitulo 40chicho6404Încă nu există evaluări
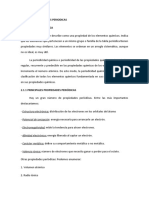
- Unidad 2 Propiedades PeriodicasDocument14 paginiUnidad 2 Propiedades PeriodicasJose Maldonado100% (1)
- Series de Taylor y MaclaurinDocument6 paginiSeries de Taylor y MaclaurinChristopher Guerrero100% (1)
- La Proyección AxonométricaDocument12 paginiLa Proyección AxonométricaRomero MarielenaÎncă nu există evaluări
- Trabajo Unidad 2.2 Proyecciones Ortogonales Axonométricas - Ibelise ZamoraDocument32 paginiTrabajo Unidad 2.2 Proyecciones Ortogonales Axonométricas - Ibelise ZamoraIbelise ZamoraÎncă nu există evaluări
- Trabajo de Investigación - Unidad 1, Componentes Del Dibujo - Ibelise A. Zamora GDocument14 paginiTrabajo de Investigación - Unidad 1, Componentes Del Dibujo - Ibelise A. Zamora GIbelise ZamoraÎncă nu există evaluări
- Ensayo de DibujoDocument4 paginiEnsayo de DibujoGHENESISÎncă nu există evaluări
- Teoria de Mercado Unidad 2Document20 paginiTeoria de Mercado Unidad 2GanderÎncă nu există evaluări
- Definición de Espacio VectorialDocument26 paginiDefinición de Espacio VectorialAcertijo NegroÎncă nu există evaluări
- Representacion Datos ExperimentalesDocument8 paginiRepresentacion Datos ExperimentalesAbdiel Eliu AraguayanÎncă nu există evaluări
- Cortes y SeccionesDocument47 paginiCortes y SeccionesYsrrael centenoÎncă nu există evaluări
- Normativa Técnica Vigente en Venezuela para La Representación de Proyectos de Ingeniería y ArquitectuDocument8 paginiNormativa Técnica Vigente en Venezuela para La Representación de Proyectos de Ingeniería y ArquitectuOswaldo MarquezÎncă nu există evaluări
- Proyecciones Ortogonales Axonométricas.Document28 paginiProyecciones Ortogonales Axonométricas.Estefani YoveraÎncă nu există evaluări
- MOVIMIENTO EN EL PLANO Y EN EL ESPACIO - de Erick Yeguez y Rafael BrazonDocument26 paginiMOVIMIENTO EN EL PLANO Y EN EL ESPACIO - de Erick Yeguez y Rafael BrazonSantiago Yeguez ChÎncă nu există evaluări
- Tema v. Funciones de Varias VariablesDocument19 paginiTema v. Funciones de Varias VariablesGil Sandro GómezÎncă nu există evaluări
- Definición de LimitesDocument3 paginiDefinición de LimitesJosueValladaresÎncă nu există evaluări
- Guía de Resolución de Problemas Matemáticas III UnefaDocument14 paginiGuía de Resolución de Problemas Matemáticas III UnefajoseÎncă nu există evaluări
- Ambient eDocument13 paginiAmbient eGrecia CabelloÎncă nu există evaluări
- Tipos de Sistemas CristalinosDocument12 paginiTipos de Sistemas CristalinosAlex BobadillaÎncă nu există evaluări
- ACOTAMIENTODocument4 paginiACOTAMIENTOLetto Cabrera CharrisÎncă nu există evaluări
- Lugares Geometricos en El PlanoDocument11 paginiLugares Geometricos en El PlanoEstefani Yovera100% (1)
- Series de Taylor y de Mac LaurinDocument23 paginiSeries de Taylor y de Mac LaurinCrystal RiveraÎncă nu există evaluări
- Trabajo de Matematica Tema 1Document5 paginiTrabajo de Matematica Tema 1leidyrosillocaÎncă nu există evaluări
- Fuerzas Conservativas y No ConservativasDocument2 paginiFuerzas Conservativas y No ConservativasRonaldJoseRossellTalaveraÎncă nu există evaluări
- Definición de SerieDocument3 paginiDefinición de SerieAngel YMÎncă nu există evaluări
- Dibujo TecnicoDocument15 paginiDibujo TecnicoauneidysÎncă nu există evaluări
- Calculo NumericoDocument12 paginiCalculo Numerico冯明龍Încă nu există evaluări
- Apunte de Catedra - Integral de Linea en El Campo ComplejoDocument17 paginiApunte de Catedra - Integral de Linea en El Campo ComplejoHenry Jose Cumana PolancoÎncă nu există evaluări
- Rectas-Planos y Curvas en El EspacioDocument8 paginiRectas-Planos y Curvas en El EspacioedesmitÎncă nu există evaluări
- Trabajo de Sucesiones InfinitasDocument22 paginiTrabajo de Sucesiones InfinitasgregorinaÎncă nu există evaluări
- Guía de Geometría Analítica Unidad IVDocument9 paginiGuía de Geometría Analítica Unidad IVReina MaitaÎncă nu există evaluări
- Distribución de Vistas Según La Norma ISODocument1 paginăDistribución de Vistas Según La Norma ISOElpidio Flores50% (2)
- DIBUJODocument4 paginiDIBUJOyamirobertÎncă nu există evaluări
- Electricidad UnefaDocument5 paginiElectricidad UnefaEliannys MundarayÎncă nu există evaluări
- Clases de MatricesDocument2 paginiClases de MatricesPORTEGACAMPOVERDEÎncă nu există evaluări
- Movimiento en El Plano y en El EspacioDocument31 paginiMovimiento en El Plano y en El EspacioRichard Zerpa0% (1)
- Acotacion Paa Dibujo ElectromecanicoDocument10 paginiAcotacion Paa Dibujo ElectromecanicoJesus Benitez RodriguezÎncă nu există evaluări
- Acotacion - de Piezas MecanicasDocument27 paginiAcotacion - de Piezas MecanicasRodolfo Zuñiga Retana100% (1)
- Acotacion en Dibujo MecanicoDocument31 paginiAcotacion en Dibujo MecanicoBrenda Zamudio MendietaÎncă nu există evaluări
- Acotación en Dibujo MecánicoDocument31 paginiAcotación en Dibujo MecánicoJulio Cesar Sanjuan Medina67% (9)
- AcotacionesDocument16 paginiAcotacionesWilson JordanÎncă nu există evaluări
- Sistemas de AcotaciónDocument22 paginiSistemas de AcotaciónYoni CruzÎncă nu există evaluări
- AcotaciónDocument23 paginiAcotaciónEver MalberÎncă nu există evaluări
- AcotaciónDocument10 paginiAcotaciónMarco Antonio Jordán AguadoÎncă nu există evaluări
- Acotacion - NormasDocument18 paginiAcotacion - NormasCarlos AysanoaÎncă nu există evaluări
- ACOTACION, Teoria.Document17 paginiACOTACION, Teoria.GabÎncă nu există evaluări
- Clase #4 Tecno 1ro Medio - Doc Objetos Simples y CompuestosDocument2 paginiClase #4 Tecno 1ro Medio - Doc Objetos Simples y Compuestosedutecno100% (3)
- Clase #3 Tecnologia 1ros Medios. Caracteristicas y Propiedes de Los Objetos TecnologicosDocument3 paginiClase #3 Tecnologia 1ros Medios. Caracteristicas y Propiedes de Los Objetos Tecnologicosedutecno100% (3)
- Clase #9 Tecno 1ro Medio - Doc Factores Que Influyen en La Creacion de Un Objeto.Document2 paginiClase #9 Tecno 1ro Medio - Doc Factores Que Influyen en La Creacion de Un Objeto.edutecno100% (2)
- Proyecto Automovil LumninososDocument12 paginiProyecto Automovil LumninososedutecnoÎncă nu există evaluări
- Clase #8 Doc Tecno 1ro Medio - Doc El Usuario y Sus CaracteristicasDocument2 paginiClase #8 Doc Tecno 1ro Medio - Doc El Usuario y Sus CaracteristicasedutecnoÎncă nu există evaluări
- Clase #4 Tecno 1ro Medio - Doc Objetos Simples y CompuestosDocument2 paginiClase #4 Tecno 1ro Medio - Doc Objetos Simples y Compuestosedutecno67% (6)
- Los EcosistemasDocument6 paginiLos EcosistemasedutecnoÎncă nu există evaluări
- Clase #14 Tecno 1ro Medio - Doc Que Se Necesita para Hacer Un Producto.Document2 paginiClase #14 Tecno 1ro Medio - Doc Que Se Necesita para Hacer Un Producto.edutecnoÎncă nu există evaluări
- Clase # 17 Tecno 1ro Medio - Doc Las Necesidades HumanasDocument2 paginiClase # 17 Tecno 1ro Medio - Doc Las Necesidades HumanasedutecnoÎncă nu există evaluări
- Tomo II - Completo (400 Pag)Document400 paginiTomo II - Completo (400 Pag)edutecnoÎncă nu există evaluări
- Clase #14 Tecno 1ro Medio - Doc Que Se Necesita para Hacer Un Producto.Document2 paginiClase #14 Tecno 1ro Medio - Doc Que Se Necesita para Hacer Un Producto.edutecnoÎncă nu există evaluări
- EcoeficienciaDocument28 paginiEcoeficienciaedutecnoÎncă nu există evaluări
- Clase #5 Tecno 1ro Medio - Doc Los Objetos TecnologicosDocument1 paginăClase #5 Tecno 1ro Medio - Doc Los Objetos TecnologicosedutecnoÎncă nu există evaluări
- Libro Del Cuerpo Humano Plaza SesamoDocument61 paginiLibro Del Cuerpo Humano Plaza SesamoFresia Eliana Caceres JaraÎncă nu există evaluări
- Nombre Del ProyectoDocument7 paginiNombre Del ProyectoedutecnoÎncă nu există evaluări
- Grandes ExploradoresDocument5 paginiGrandes ExploradoresedutecnoÎncă nu există evaluări
- Electricidad y MagnetismoDocument6 paginiElectricidad y MagnetismoedutecnoÎncă nu există evaluări
- Los TransportesDocument6 paginiLos TransportesedutecnoÎncă nu există evaluări
- El Hombre y El AmbienteDocument6 paginiEl Hombre y El AmbienteedutecnoÎncă nu există evaluări
- Las ComunicacionesDocument6 paginiLas ComunicacionesedutecnoÎncă nu există evaluări
- Inducción ISO 26000 - CPL Mayo 2009Document63 paginiInducción ISO 26000 - CPL Mayo 2009edutecnoÎncă nu există evaluări
- Estrategias de Desarrollo Sostenible EnviarDocument59 paginiEstrategias de Desarrollo Sostenible EnviaredutecnoÎncă nu există evaluări
- Clase 2 Técnicas de PL en EE y Gestión de ResiduosDocument77 paginiClase 2 Técnicas de PL en EE y Gestión de ResiduosedutecnoÎncă nu există evaluări
- La ViviedaDocument6 paginiLa ViviedaedutecnoÎncă nu există evaluări
- Viajes EspacialesDocument6 paginiViajes EspacialesedutecnoÎncă nu există evaluări
- Tema 4 La ManivelaDocument2 paginiTema 4 La Manivelaedutecno100% (1)
- Tema Nº 5 Las Maquinas PicadorasDocument3 paginiTema Nº 5 Las Maquinas PicadorasedutecnoÎncă nu există evaluări
- Las Poleas Son Mecanismos Capaces de Transmitir Fuerza y MoDocument4 paginiLas Poleas Son Mecanismos Capaces de Transmitir Fuerza y MoedutecnoÎncă nu există evaluări
- Tema Nº 3 La Leva y El CigueñalDocument2 paginiTema Nº 3 La Leva y El CigueñaledutecnoÎncă nu există evaluări
- Primeros Pasos de La Educacion TecnologicaDocument3 paginiPrimeros Pasos de La Educacion TecnologicaedutecnoÎncă nu există evaluări
- Futuros y Opciones de DivisasDocument9 paginiFuturos y Opciones de DivisasEstherBenildaLazaroCarrionÎncă nu există evaluări
- Extinción Del Contrato de Trabajo (Grisolía)Document19 paginiExtinción Del Contrato de Trabajo (Grisolía)DanielÎncă nu există evaluări
- OFICIO DGPI MEF Chosica Reformuldo PmiDocument11 paginiOFICIO DGPI MEF Chosica Reformuldo PmialexisÎncă nu există evaluări
- Dogmatica NeoclásicaDocument4 paginiDogmatica NeoclásicaMary OjedaÎncă nu există evaluări
- 3ro Sec. Quimica 29-04-20Document4 pagini3ro Sec. Quimica 29-04-20Adher Eddy Quispe CalcinaÎncă nu există evaluări
- Cuchara para Bebes - Jhon Jairo Parra R - 212022 - 77Document4 paginiCuchara para Bebes - Jhon Jairo Parra R - 212022 - 77YEISONÎncă nu există evaluări
- SUMATIVA 5 TAREA CastellanoDocument4 paginiSUMATIVA 5 TAREA CastellanoRubenÎncă nu există evaluări
- Casas Editoriales Editores y Libros en Mexico PDFDocument153 paginiCasas Editoriales Editores y Libros en Mexico PDFAmérica Con AcentoÎncă nu există evaluări
- DISCORDANCIADocument4 paginiDISCORDANCIALouis SilvaÎncă nu există evaluări
- Actividades Primarias Del HombreDocument2 paginiActividades Primarias Del HombreFernando Suge Knight AmaruÎncă nu există evaluări
- Caracterización de La Finca Roy Anthony Quispe Aucasio (1) .Pdf234Document11 paginiCaracterización de La Finca Roy Anthony Quispe Aucasio (1) .Pdf234ROY ANTHONY QUISPE AUCCASIOÎncă nu există evaluări
- Yogurt de VainillaDocument6 paginiYogurt de VainillaSEBASTIAN ANDRE VILLACORTA ZUÑIGAÎncă nu există evaluări
- La Peste NegraDocument4 paginiLa Peste NegraBelén LombardiÎncă nu există evaluări
- Información General Edificio TerrazzinoDocument3 paginiInformación General Edificio TerrazzinoHarbey Villamizar JaimesÎncă nu există evaluări
- Taller de Comprension LectoraDocument4 paginiTaller de Comprension LectoraPablo Manuel Amézquita JaramilloÎncă nu există evaluări
- UNIDAD N 1-ElectroestaticaDocument46 paginiUNIDAD N 1-ElectroestaticaEugenia SotoÎncă nu există evaluări
- Evaluacion de Proyectos E.3 2021Document13 paginiEvaluacion de Proyectos E.3 2021danielaÎncă nu există evaluări
- Mushoku Tensei v19 (DaimonX)Document306 paginiMushoku Tensei v19 (DaimonX)luis lezama100% (1)
- Cantando Bajo La LluviaDocument2 paginiCantando Bajo La LluviaAngela Lopez ChavezÎncă nu există evaluări
- Relatos de Vida de Maestros, Adaptación de Ellis PDFDocument4 paginiRelatos de Vida de Maestros, Adaptación de Ellis PDFfer8215100% (1)
- Planeacion Agregada Produccion IIDocument17 paginiPlaneacion Agregada Produccion IIGarcia VladimirÎncă nu există evaluări
- Trabajo Escala de MohsDocument12 paginiTrabajo Escala de MohsMarilyn Lisbeth Guerrero SalazarÎncă nu există evaluări
- Aplicaciones de NanocelulosaDocument11 paginiAplicaciones de NanocelulosajorgeÎncă nu există evaluări
- Acta Sesión de DirectorioDocument6 paginiActa Sesión de DirectorioMartin Faundes AravenaÎncă nu există evaluări
- Paraguari FinalDocument13 paginiParaguari FinalAgroÎncă nu există evaluări
- Mensaje A Un Amigo Anthony Robbins PDFDocument30 paginiMensaje A Un Amigo Anthony Robbins PDFMario Del ValleÎncă nu există evaluări
- Trastorno Del SueñoDocument4 paginiTrastorno Del SueñoValdo CruzÎncă nu există evaluări
- Catálogo de Cristales-VitroDocument46 paginiCatálogo de Cristales-VitroCristina FernandezÎncă nu există evaluări
- RESEÑA HISTORICA MaDocument3 paginiRESEÑA HISTORICA MaRamsses MoncadaÎncă nu există evaluări
- Trabajo Practico Practica Solidaria Bomberos Voluntario de Sauce ViejoDocument2 paginiTrabajo Practico Practica Solidaria Bomberos Voluntario de Sauce ViejomaxiÎncă nu există evaluări